转炉顶吹氧量控制方案
2019-04-10田媛
摘要:本文论述了一种新的转炉顶吹氧量控制方案,该控制方案可使转炉顶吹吹氧量快速、平稳地达到设定值,且保证氧量的稳定,很好地满足工艺要求,做到“要多少输出多少”,有效避免输出浪费。
关键词:氧量;控制;数学模型;PID(比例积分)控制器
一、概述
在转炉炼钢的冶炼工艺过程中,氧气的吹入量是需要不断地进行调整,主要是因为在冶炼期间,随着副原料的加入及反应时间的不断变化,铁水中的化学成分不断变化,这样氧气需求量也在不断的变化。只有根据不同冶炼期的工艺要求随时改变供氧量才能保证生产出优质合格的钢水。因此,顶吹氧量的控制无疑是关键所在。
传统的控制方式亦或为定流量控制,亦或定压控制,使用该控制方式,时常发生氧量不稳定且超调等现象,存在严重影响到钢水质量、增加无谓的能耗、不满足后序工艺生产要求等生产弊端。为克服传统控制方式的弊端,还有一种控制方式是,先采用手动调节方式调节氧量,待流量稳定后再使用PID自动调节氧量,这仍然不是一个较好的调节方式。
为此,如何能够使转炉顶吹氧量快速、平稳地达到设定值,且保证氧量的稳定,成为我们急需解决的问题。
二、解决方案
针对原有转炉顶吹氧量控制的缺点,我们设计了一种新的转炉顶吹氧量控制方案。
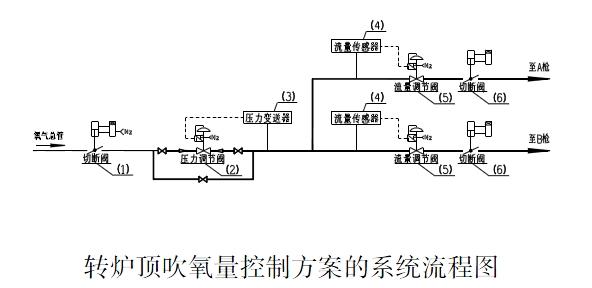
系统的设备组成包括:总管切断阀(1)、压力调节阀(2)、压力变送器(3)、流量检测装置(4)、流量调节阀(5)、支管切断阀(6)。
吹煉开始前,程序根据转炉加入原辅料等情况,用数学模型自动计算每炉钢所需氧气总量。
在吹炼模式下,总管压力调节阀首先进入预调节模式,同时,根据所需的总氧量计算结果,控制系统自动计算出流量调节阀开度预设值。待吹炼开始后,控制系统将稳定总管氧气压力于设定值,此时的流量调节阀也将根据各生产阶段需氧量的计算值,使氧量在规定时间内平稳的趋向于计算值,最终使氧量稳定于计算值。
本控制方案还可实现:根据冶炼模式对总管氧气通断进行控制;通过对工作枪及连锁条件的判定,自动控制工作枪氧气的通断。
下面我们仅描述在吹炼模式下设备动作情况。
● 吹炼开始且各生产工艺参数正常,支管切断阀(6)自动打开,待吹炼完毕或在吹炼过程中某个工艺参数异常,支管切断阀(6)自动关闭。
●吹炼开始前,控制系统可根据转炉加入原辅料等情况,用数学模型自动计算每炉钢所需氧气总量,以及生产阶段所需氧气量(A1)。
吹炼开始前,压力调节阀(2)首先进入预调节模式,吹炼开始后,控制系统通过PID控制器稳定总管氧气压力于设定值(A2),待吹炼完毕,压力调节阀(2)完全关闭。
有关阀门PID自动调节状态的说明:
为使被控量(压力变送器(3))稳定于设定压力(A2),我们采用PID(比例积分)控制器,其输入和输出关系见公式(1-1):
p(t)= Kp·? + Ki·∫?dt 公式(1-1)
?——实际值与设定值的差值
p(t)——PID控制器输出,作为阀门开度的输出。
Kp——比例增益;
Ki——积分时间;
通过现场调试确定合理的Kp、Ki值,使压力调节平稳,响应快速,超调量小。
同时,根据所需的总氧量计算结果,控制系统自动计算出流量调节阀(5)的开度预设值(A3)。吹炼开始后,流量调节阀(5)阀门开度首先处在预设值(A3)。随着冶炼阶段的变化,控制系统通过PID控制器使氧量在规定的时间内平稳的调节至氧量计算值(A1),并保持平稳。本控制系统还设置了微调模式,通过“↑”和“↓”按钮对氧量计算值(A1)进行微调,PID控制器将使实际氧量(4)稳定于微调模式下的氧量值。待吹炼完毕,流量调节阀(5)完全关闭。
为使被控量(流量检测装置(4))稳定于氧量计算值(A1),我们采用PID(比例积分)控制器,其工作原理同压力调节系统PID控制器,在此不再重复说明。
三、结束语
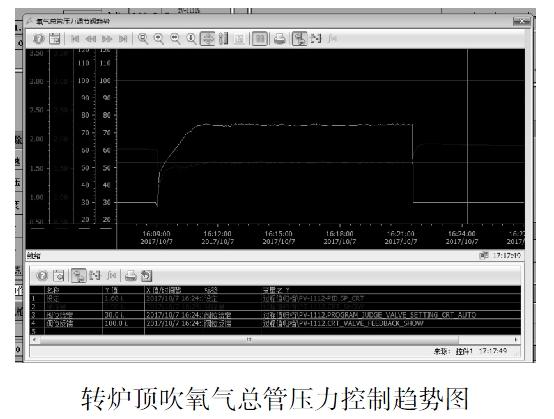
下图为本控制方案的应用实例,可看出本控制方案可更快、更准、更稳的控制转炉顶吹氧量,有效防止氧量超调,很好地满足工艺要求,做到“要多少输出多少”,有效避免输出浪费。
作者简介:田媛,女,1986年6月26日,汉族,天津工业大学硕士研究生,主修自动化控制。
(作者单位:中冶东方工程技术有限公司)
