Ti-1300钛合金挤压管材组织性能研究
2019-03-25戚运莲辛社伟杜宇曾立英刘伟孙花梅谭伟力谢翀博孙宝红
戚运莲 辛社伟 杜宇 曾立英 刘伟 孙花梅 谭伟力 谢翀博 孙宝红


摘要:通过室温拉伸测试和显微组织观察,研究了挤压温度和热处理工艺对Ti-1300钛合金挤压管材显微组织和力学性能的影响,讨论了热加工工艺、显微组织和力学性能之间的关系。结果表明:Ti-1300钛合金在两相区挤压后的横向组织均匀细小,纵向组织沿挤压加工流线破碎均匀;其拉伸强度高达1445MPa。管材在相变点以上的高温固溶组织主要由等轴B相晶粒组成,具有较好的塑性。合金两相区挤压后具有较好的强度和塑性的匹配,两相区挤压的塑性明显优于β单相区挤压,尤其面缩。试样经过固溶时效处理后显微组织明显细化,强度大幅度提高,可达1300MPa以上。
关键词:Ti-1300钛合金;挤压温度;挤压管材;热处理;组织性能
中图分类号:TG 146.23文献标志码:A
近β钛合金是一种重要的结构材料,具有较高的比强度和较低的弹性模量,兼具高韧性、高疲劳极限和优良的冷热加工性能,被广泛应用于航空航天、航海和生物医疗等领域。目前,常见的β钛合金有Ti-5553,Ti-1023和Ti-15-3等,Ti-5553合金现已应用在波音787和A380空客飞机的机身起落架组件、机翼结构等多种承力部件上,代替原有的Ti-1023钛合金。
Ti-1300钛合金是一种近β钛合金,其β稳定系数为1.25,钼当量为13.5,具有淬透性好,强化效应显著,以及强韧性匹配良好等特性,其综合性能优于Ti-5553和Ti-1023钛合金,经强韧化处理后其强度可达到1350MPa以上。目前,对该合金的报道主要集中在轧制棒材的研究,如对棒材热变形和热处理后的相结构、组织性能等方面的研究。侯红苗对挤压态Ti-1300钛合金管材高温变形行为及本构模型进行了研究。目前,对Ti-1300钛合金管材加工参数及组织性能方面的研究报道较少。为了了解Ti-1300钛合金的热加工工艺与合金的组织、性能之间的关系,本文主要研究挤压温度和热处理工艺对该合金热挤压管材的显微组织与力学性能的影响,从而确定热加工工艺参数与显微组织之间的关系,获得Ti-1300钛合金合理的热挤压工艺和热处理制度。
1试验材料和方法
采用真空自耗电弧炉将Ti-1300钛合金熔炼3次,制备成直径为460mm的铸锭,经B相区开坯,沿轴向拔长至方坯。Ti-1300钛合金方坯在α+β相区进行三镦三拔后,在两相区拔长,滚圆,锻造成直径为105mm的合金棒材。管材采用钻孔挤压工艺制备而成,挤压温度为820和920℃,在2500t卧式挤压机上,制备出的管材外径x内径为45mmx9mm,并对内外表面缺陷进行修理。从挤压管材上截取试样进行力学性能测试和显微组织分析。对挤压管材试样在单相区和两相区分别固溶,继而进行不同温度的时效处理,然后进行室温拉伸试验和金相组织观察。金相组织观察样品的腐蚀剂为10%HF+30%NO3+60%H2O(体积分数)。拉伸试验在INSTRON1185万能拉伸机上进行。金相分析在OLYMPUS PMG3金相显微镜上进行。采用金相分析法测得Ti-1300钛合金的β相变点在(840±5)℃。
2 试验结果与讨论
2.1不同挤压温度下管材显微组织
图1为Ti-1300钛合金分别在820和920℃挤压温度下的挤压管材纵、横截面的宏观组织形貌图。从图1中可以看出,管材在820℃挤压的横截面组织(图1a)较920℃挤压时的(图1c)均匀细小。920℃挤压时,其横截面组织较均匀,但晶粒较粗大。纵截面组织形貌表明:在820℃挤压,加工流线明显破碎(图1b),在920℃挤压,可以看到明显的均匀拉长的加工流线,挤压流线没有被破碎(图1d)。
图2为Ti-1300钛合金在820和920℃挤压后管材的显微组织图。从图2中可以看出,在920℃挤压的显微组织(图2b)明显比820℃的显微组织粗大(图2a)。相变点以上挤压的压力小,有利于挤压进行,但是高温使得管材的组织长大。
2.2 不同挤压温度下管材的力学性能
表1为Ti-1300钛合金在820和920℃挤压后管材的力学性能。由表1可以看出,Ti-1300钛合金在820℃挤压,抗拉强度可以达到1300MPa,伸长率约为5%,断面收缩率约为14%。在920℃挤压,抗拉强度可以达到1443MPa,但是920℃挤压管材出现了脆断现象。未经过热处理的Ti-1300钛合金挤压管材具有较高的强度和较低的塑性,主要是与其粗大的显微组织有关。
2.3 不同固溶温度下管材力学性能
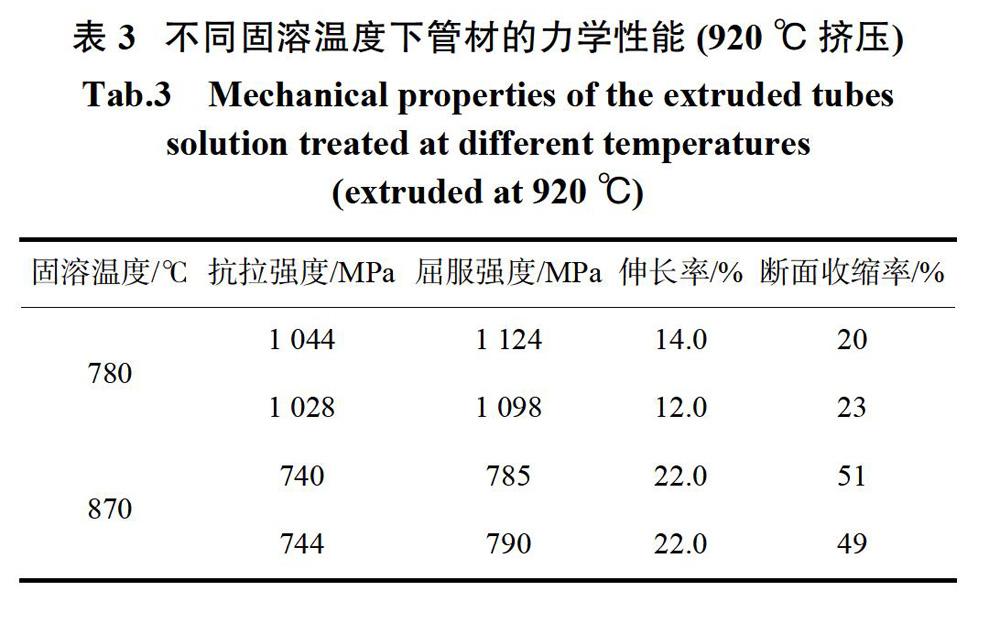
表2和表3分别为Ti-1300钛合金在820和920℃挤压管材经过780,800和870℃固溶处理0.5h空冷(air cooling,AR)后的力学性能。与表1结果进行对比可以看出,管材经过固溶处理后,抗拉强度降低20%-30%,伸长率提高12%-22%,断面收缩率提高20%-50%。表2和表3的数据表明,随着固溶温度的升高,Ti-1300钛合金挤压管材强度降低,塑性提高,尤其在870℃的高温固溶,两种挤压温度下的力学性能相当,均具有较好的塑性。这有利于后续的冷加工轧制。
综上所述,经过固溶处理后,管材强度降低,塑性提高,由脆性断裂转变为塑性断裂。固溶处理明显改变了Ti-1300钛合金挤压管材的力学性能。
2.4 不同固溶溫度下管材显微组织
图3为Ti-1300钛合金挤压管材在不同温度固溶处理后的显微组织形貌图。从图3(a)和(b)中可以看出,780℃固溶处理后的显微组织主要由大量的球状或拉长的α相以及残留的亚稳定β相组成。固溶温度升高到870℃(图3c和3d),α相逐渐溶解于亚稳定的β相中,当固溶温度高于合金的相转变温度时,β单相区固溶的合金组织主要由等轴的β相晶粒组成,晶粒内部无析出相,晶界明显。
2.5 不同固溶时效下管材力学性能
表4为Ti-1300钛合金挤压管材经过固溶时效处理后的力学性能结果。由表4可知,在780℃/1h/AC+570℃/4h/AC热处理制度下,Ti-1300挤压管材具有较高的抗拉强度,可高达1400MPa;当固溶温度降低20℃,时效温度升高20℃,即在760℃/1h/AC+590℃/4h/AC进行热处理,管材具有较好的塑性。在相同的固溶时效制度下,820℃挤压管材的强度塑性综合力学性能优于920℃挤压。Ti-1300钛合金挤压管材经过760℃/1h/AC+590℃/4h/AC热处理,抗拉强度约为1300MPa,伸长率约为15%,断面收缩率大于40%。
图4为Ti-1300钛合金在不同挤压温度下,经过固溶时效处理(760℃/1h/AC+590℃/4h/AC)后的显微组织图。由图4(a)可以看出,在820℃挤压经过固溶时效空冷处理后,Ti-1300钛合金中的α相的形貌和含量都发生了变化,初生α相(αp)主要以板条形状或片层状存在,次生α相(αs)以细针状分布在β基体上,所以,经过固溶时效后合金的显微组织主要是由板条或片层αp相、次生针状αs相和基体β相组成。这是因为α相的析出过程是一个形核和长大的过程,形核的位置、形核数量、长大速率与合金的成分及冷却条件有关。在空冷过程中冷却速度较慢,产生的过冷度较小,晶核首先在晶界形成,并在晶界区长大成网状晶界α,同时由晶界α向晶内生长,形成位相相同,并相互平行排列的长条状组织,称为平行的α组织(图4a);而在相变点以上920℃挤压,固溶时效空冷处理后组织中αp板条厚度和长度都比相变点以下820℃挤压要大很多,板条α长大成片层α(图4b)。
2.6 挤压管材断口形貌分析
图5为Ti-1300钛合金在不同挤压温度下,经过760℃/1h/AC+590℃/4h/AC工艺固溶时效处理后,管材室温拉伸试样断口的宏观和微观形貌图。从宏观断口中可知(图5a和5b),两种挤压温度下的拉伸试样断口断面凹凸不平,有明显的颈缩现象,属于典型的韧性断裂。拉伸裂纹起源于试样中间部位并向外围扩展,外围相对比较平整。从微观断口形貌图中可知,820℃挤压的管材拉伸断口(图5c)具有较明显的韧性断裂特征,断口韧窝较深较大而且韧窝均匀,合金具有较好的塑性。920℃挤压的管材拉伸断口表面较平坦,韧窝小而且较浅,具有混合型断裂特征(图5d)。
3结论
(1)Ti-1300钛合金在单相区挤压的压力小有利于挤压进行,但是高温热促使管材的组织长大。合金在两相区挤压管材的综合力学性能优于单相区挤压。挤压管材抗拉强度约为1300MPa,塑性约为15%,断面收缩率大于40%。
(2)固溶处理对于i-1300钛合金挤压管材有较大影响,由脆性断裂轉变为塑性断裂。在相变点以上的高温固溶处理,使管材具有较好的塑性并有利于后续冷加工。
