焦炉煤气净化提取氢燃料电池用氢气
2019-03-22殷文华李克兵赵明正穆朝友王宏达
殷文华,李克兵,赵明正,穆朝友,陈 敏,王宏达
(四川天一科技股份有限公司,四川 成都 610225)
1 焦炉煤气现状
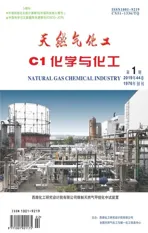
焦炉煤气(COG),又称焦炉气,其产率和组成因炼焦用煤质量和焦化过程条件不同而有所差别,一般每吨干煤可生产焦炉煤气300~400m3,其中 40%~45%用于保证焦化炉炉温,其余外供。其主要成分为氢气、氧气、氮气、甲烷、一氧化碳、二氧化碳、C2以上不饱和烃,还有部分未净化的焦油、苯、萘、硫及其它杂质。焦炉煤气常规组成范围见表1。
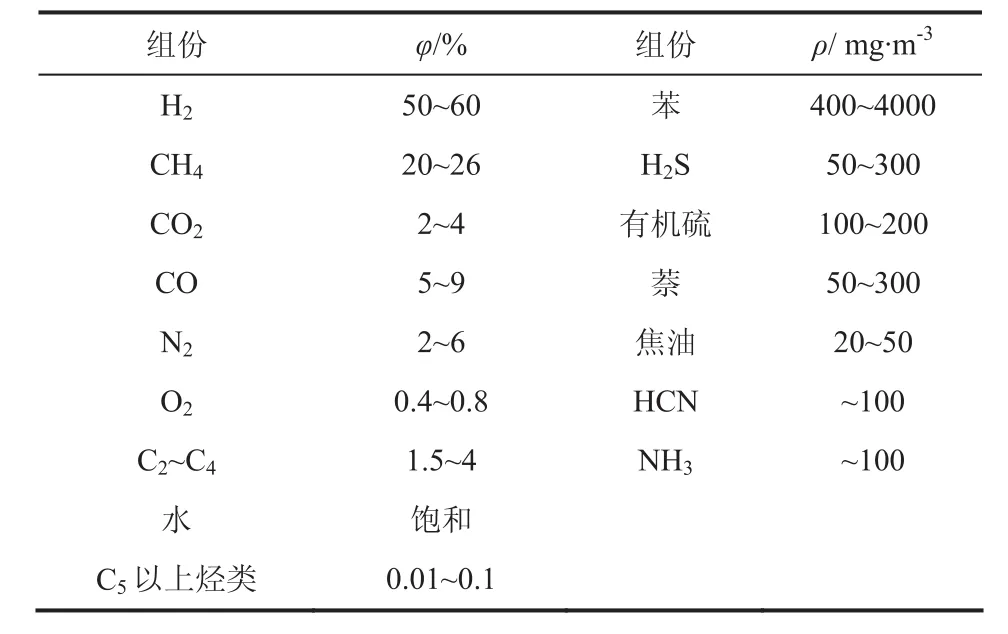
表1 焦炉煤气组成范围
焦炉煤气属于中热值气,其热值为17~19MJ/标方,适合用做高温工业炉的燃料和城市煤气。焦炉煤气含氢气量高可直接作化工原料用,也可提纯氢气作为合成氨或甲醇等基础原料、炼钢冷轧保护气或直接作产品氢气外销,其它成分如甲烷可做有机合成原料,也可作CNG或LNG,具有极高的利用价值。
我国是焦炭产量最大的国家,2017年我国焦炭产量43142.6万t,其中约三分之一产自钢铁联合企业,全年副产焦炉煤气约1000亿m3。目前部分有效地利用,部分作燃料,还有约20%还处于放散状态,如何高效、合理地利用是关系环保、资源综合利用和节能减排的重大课题。随着氢能和燃料电池的发展,开辟了焦炉煤气新的利用方向。
2 氢燃料电池用氢气要求
2.1 氢燃料电池
氢燃料电池是直接将化学能转换为电能,不需要热能和机械能的转化,发电热效率非常高,噪音小,污染少,装置规模非常灵活。作为极具发展前途的新动力能源,氢燃料电池可广泛应用于:大型电站发电;便携移动电源;应急电源;家庭电源;汽车、火车、飞机、军舰,等。
随着困扰氢燃料电池发展的诸如安全性、氢燃料的运输和贮存技术等问题逐步解决和不断完善,燃料电池的应用已经得到快速发展。丰田公司Mirair汽车采用两个储氢罐总容积122.4L,额定压力70MPa。可储氢约5kg,加注时间约为5min,续航里程大约为502km[1]。近期法国,德国,冰岛,挪威,瑞典,荷兰和英国等国家都要引入氢燃料电池车,促进氢燃料电池公共汽车作为商业上可行的零排放公共交通工具的广泛应用。氢燃料电池作为真正意义上“零排放”的清洁能源,在发达国家的应用正在快速发展。氢燃料电池汽车也是我国非常重要的一个发展方向,将和电池动力汽车并行发展。
2.2 氢燃料电池用氢要求
氢燃料电池电极采用特制多孔性材料制成,它不仅要为气体和电解质提供较大的接触面,还要对电池的化学反应起催化作用,由于含C和S等化合物对电极有不可逆的毒化作用,因此对氢气中的杂质要求很高。其中CO、CO2、CH4等含碳化合物对电池电极造成不可逆的碳蚀等永久性损坏。硫化物不仅能对电池阳极性能造成严重的影响,也可能对电池阴极性能造成明显的破坏。微量的NH3进入膜,NH3将与H+反应生成NH4+,而NH4+能够取代电解质膜的H+,从而对电池性能产生不可恢复的影响[2]。由于所有杂质组分都会对燃料电池产生一定的影响,因此氢燃料电池对氢气质量的要求非常高,个别杂质组分更苛刻,对制氢技术提出了新的挑战。氢燃料电池的氢气技术指标符合表2。
表2 氢燃料电池氢气标准
3 焦炉煤气生产氢燃料电池用氢气
焦炉煤气通过净化和变压吸附技术,可以获得纯度高,价格低的氢气(净化和提氢运行费用0.3~0.5元/m3)。氢气可直接作为商品出售,也可作为煤焦油、蒽油、1,4-丁二醇生产或粗苯精制等的加氢原料,还可生产双氧水及炼钢冷轧保护气等。随着净化和变压吸附技术的进步,焦炉煤气提纯氢气的质量完全能满足氢燃料电池的使用要求。
目前四川天一科技股份有限公司(简称“天科股份”)的焦炉煤气净化和提氢技术成熟可靠,氢气物质的量分数可以达到99.99%以上,除氦氩以外的杂质组分可控制在1.0μmol/mol水平,满足氢燃料电池的使用要求。
3.1 焦炉煤气净化和制氢关键
焦炉煤气制氢的关键在于杂质的净化和产品氢气中微量杂质的控制,只有彻底地解决了这两方面的难题,才能长周期稳定地生产出满足氢燃料电池用的合格氢气。
由于技术的认识和理解不同,不同技术供应商所开发的技术路线差异很大。通过技术研发和工业应用,已有完善的焦炉煤气净化和制氢技术体系,保证了焦炉煤气制氢技术的安全性、可靠性、合理性和经济性。
3.2 焦炉煤气净化技术
焦炉煤气由于含有多种杂质组分,如粉尘、焦油、萘、苯、硫化物、氨及HCN等杂质组分,在利用或进入变压吸附提纯氢气之前必须除去,以消除对后工序催化剂或吸附剂的影响。
焦炉煤气在出焦炉后会进行粉尘、焦油、萘、硫化物、氨及萘等杂质的脱除及回收。在焦炉煤气初冷过程中通过喷洒氨水和初冷器将出炉煤气降温至~25℃,其中直冷可脱除大部分杂质。据测定,在直冷过程中可有效除去煤气中90%以上的焦油、80%左右的氨、60%的萘、80%的H2S等[3]。焦炉煤气通过焦油、氨、萘、苯和硫化物脱除及回收等工序后,杂质可控制在较低水平,焦油能降到20~100mg/m3,萘能降到~500mg/m3,苯含量2g/m3以下,硫化物300~500mg/m3,氨~50mg/m3,然后外送利用。
焦炉煤气的深度净化方式较多,如柴油洗或深冷等。净化工艺的选择对焦炉煤气净化流程的集成十分重要,不同工艺净化效果不同。如柴油洗工艺,能将部分焦油和萘洗除,焦油降到20~100mg/m3,萘降到 100~500mg/m3,苯含量在 2g/m3以上,同时引入大量的轻油饱和蒸汽,不利于进一步利用。再如深冷处理工艺,可以将焦油、萘降到5~10mg/m3的水平,但很容易发生萘结晶堵塞管道,同时每种杂质须用一套设备进行处理,投资很大。
焦炉煤气净化技术虽然非常多,但都存在部分微量杂质无法达标的问题,其根本原因是净化技术不过关,工艺简单,考虑不全面,稳定生产的周期短,杂质很快穿透。天科股份经过多年焦炉煤气净化技术和吸附剂研究,开发出完善的焦炉煤气干法净化技术,并建成上百套长周期稳定运行的工业装置。
干法净化流程简介:焦炉煤气首先经过除尘脱焦油,保护和提高脱萘剂及后工序吸附剂的效果,然后经脱硫单元脱除无机硫和部分有机硫,再通过脱烃和脱氮化物单元,脱除大分子高沸点的烃及氮化物。净化焦炉煤气能满足压缩机的原料气要求,可送至其它化工单元直接利用,也可进入PSA技术提纯氢气,氢气用于化工生产原料及氢燃料电池等。
天科股份开发的焦炉煤气干法净化工艺流程见图1。

图1 焦炉煤气干法净化工艺路线
全干法净化工艺可有效地净化脱除其中的粉尘、焦油、萘和硫及其它杂质组分,达到焦油、萘、苯、无机硫均≤1.0mg/m3的水平,有机硫、氨和HCN含量非常低。
全干法净化技术的关键是要有效地控制各级的脱除效果,保证下一级吸附剂正常运行,否则前面的杂质未控制住,会逐级影响后面的脱除效果,最终导致净化系统失效。
全干法净化技术具有操作简单,效果好,能耗低和投资低的优点。
3.3 焦炉煤气制氢技术
经过多级净化的焦炉煤气无油压缩后进入PSA提取氢气,用于后续用氢生产。对于普通氢气生产采用常规流程即可达到要求,保证产品氢气纯度和杂质即可。但氢燃料电池对氢气纯度和杂质有更高的要求,采用常规的工艺和吸附剂难以保证微量杂质指标的精度。
天科股份通过多年的工艺和吸附剂研究和实践,开发的新工艺技术和高效专用吸附剂,既能保持产品氢气的质量、收率和产量,又能达到微量杂质指标完全满足氢燃料电池的要求,保证关键杂质指标如总烃≤2μmol/mol、CO≤0.2μmol/mol和总硫≤0.004μmol/mol及其它杂质组分的精度的有效控制。
3.3.1 常规焦炉煤气制氢技术
焦炉煤气通过除尘脱焦油、脱萘、脱硫和脱高烃等净化步骤后,经无油压缩进入变压吸附得到半产品氢气。半产品氢气通脱氧和干燥后得到物质的量分数99.97%以上的氢气产品,杂质组分满足氢燃料电池要求产品氢气。
常规焦炉煤气制氢技术典型工艺路线见图2。

图2 常规焦炉煤气制氢技术工艺路线
本技术的关键在于净化和变压吸附吸附剂的合理选择和配置,严格控制变压吸附单元出口杂质指标,变压吸附和脱氧单元需要控制部分微量杂质指标,特别是有机硫精度。常规焦炉煤气制氢技术的操作控制难度较大,产品质量易波动,难以保证装置长周期稳定运行。
本技术的优势在于工艺流程简单,投资低,占地小,适合氢气规模较小的需求。但为保证净化精度,CO、烷和总硫及其它微量杂质控制,氢气收率相对较低,氢气运行费用较高。
3.3.2 焦炉煤气耐硫变换制氢技术
由于焦炉煤气中含有较高的有机硫,难以脱除,还需要PSA和脱氧单元来控制有机硫的精度。为降低硫等杂质的控制难度,提高氢气产量和收率,焦炉煤气经耐硫变换,把有机硫转化成H2S,容易脱除能保障氢气中总硫精度;同时把CO转变成H2和CO2组分,原料中CO含量大幅降低,产品氢气中CO指标更容易控制。
焦炉煤气经过脱焦油和脱萘,压缩至一定压力后经耐硫变换,把有机硫转化成H2S,把CO变换成H2和CO2。变换气进入脱硫装置脱除H2S并回收得到单质硫,脱硫气进入PSA脱碳段脱除CO2和部分CH4等组分,脱碳气再进入PSA提氢段得到半产品氢气;半产品氢气经过脱氧和干燥,得到纯度和杂质组分都满足氢燃料电池要求的产品氢气。
焦炉煤气耐硫变换制氢工艺路线见图3。

图3 焦炉煤气耐硫变换制氢工艺路线
本工艺技术关键在于变换脱硫和两段PSA技术的综合应用及吸附剂的合理配置,确保CO、CO2和甲烷等的高效脱除,及CO指标精度和有机硫等微量杂质的有效控制。
本工艺路线优势在于工艺技术完善合理,耐硫变换后硫易脱除,总硫精度易控制,消除了有机硫对脱氧催化剂的影响。合理的工艺不需要牺牲氢气收率来保证微量杂质精度,提高了氢气产量和收率,氢气规模大时更具有竞争力。虽然变换脱硫导致投资增加,占地大,但氢气生产成本因产量和收率增加而降低。
4 结束语
焦炉煤气通过净化和变压吸附技术及专用吸附剂生产低成本的高纯氢,能够满足氢燃料电池的使用要求。随着氢燃料电池和氢能源综合利用的快速发展,成熟的提氢技术和高性能的吸附剂逐渐投入应用,低成本的氢气助力氢能源氢燃料电池的快速发展。