井冈霉素发酵过程溶氧浓度的优化控制
2019-03-19
(浙江省桐庐汇丰生物科技有限公司,浙江 桐庐 311500)
井冈霉素是以井冈霉素A,B,C,D,E,F,G等组分为主,含有多种糖类、盐类等杂质的混合物,具有强吸湿性,溶水呈弱碱性,常温下在弱酸至弱碱的范围内稳定,在强酸、强碱或超过135 ℃的高温下易分解,不溶于苯、乙醚、氯仿,甚至难溶于丙酮、乙醇和石油醚。井冈霉素主要用于防治水稻纹枯病,以及易患纹枯病的小麦与玉米、患立枯病或根腐病的蔬菜和患立枯病的豆类与棉花等农作物。井冈霉素可以被人、畜等肠内细菌分解为无法被肠道吸收、可以全部排出体外的井冈胺与葡萄糖,故对动物无毒害,是一种绿色环保的农用抗生素,具有高效、低残留和绿色等优点[1]。
目前,在井冈霉素的生产中,发酵水平的提高是其生产的瓶颈[2-3]。井冈霉素如今受到己唑醇、戊唑醇和氟环唑等化学农药的冲击,市场份额不断受到挤压。要提高井冈霉素的市场竞争力,需要进一步提高其发酵水平[4]来降低生产成本。在需氧发酵过程中,溶氧(DissoIved Oxygen,DO)是影响发酵的重要因素之一,溶氧条件不仅影响菌体生成,对产物积累的影响也很大。因此,优化发酵过程中的溶氧控制策略,对发酵具有重要意义[5-12]。发酵后期,随着菌丝逐渐衰亡,对DO的需求相应减少,DO会逐渐升高,针对这一现象,笔者对井冈霉素发酵后期DO对井冈霉素效价的影响进行了研究;还通过分阶段控制通气量,降低压缩空气的使用量,对通气量对井冈霉素效价的影响进行了研究。
1 材料与方法
1.1 材 料
1.1.1 菌 种
吸水链霉菌井冈变种(Streptomyceshygroscopicusvat. Validamycin),菌株编号1228,由桐庐汇丰生物科技有限公司种子室提供。
1.1.2 培养基
种子培养基:大米40 g/L,花生饼10 g/L,蚕蛹粉10 g/L,酵母粉10 g/L,NaCl 2 g·L-1,CaCO32 g/L,KH2PO40.625 g/L,pH 7.5。
发酵培养基:大米110 g/L,花生饼粉20 g/L,NaCl 1.45 g/L,CaCO30.625 g/L,KH2PO40.95 g/L,pH 7.5。
1.1.3 培养条件
斜面种子培养条件:琼脂茄子瓶斜面,培养温度28 ℃,培养116 h。
二级种子培养条件:种子罐容积为500 L,培养温度为38 ℃,罐压为0.05 MPa,每分钟通气量与罐内料液的体积比为0.5,接种量约1茄瓶。
5 000 L罐/50 000 L罐发酵条件:采用二级发酵,发酵罐容积为5 000 L,培养温度为40 ℃,罐压为0.05 MPa,每分钟通气量与罐内料液的体积比为0.5,移种量与罐内发酵液的体积比为1∶10。
1.2 测定方法
用HCl(ω=25%)将发酵液调至pH为3.0,加热到80 ℃,4 000 r/min离心5 min,过滤。采用液相色谱法测定井冈霉素效价,重复3次。色谱条件为
色谱柱:L=200 mm,φ=4.6 mm(ODS-C18不锈钢柱),5 μm;T=40 ℃。
检测器:紫外检测器(210 nm)。
流动相:c(Na2HPO4)=0.005 mol/L与φ(CH3OH)=5%的体积配比为97∶3。
流速:1.2 mL/min。
2 结果与讨论
2.1 发酵中后期5 000 L罐自控转速维持DO在最大饱和量的50%对效价的影响
对发酵中后期搅拌转速采用(比例—积分—微分)控制器控制,维持DO在最大饱和量的50%,从表1中可以看出:采用PID控制搅拌转速的效价比不控制要高,说明自控转速维持DO在最大饱和量的50%对效价无影响。
表1发酵中后期5000L罐自控转速维持DO在最大饱和量的50%对效价的影响
Table1EffectofautomaticcontrolspeedonDOinthemidandlaterphaseoffermentor

类别效价/(μg·mL-1)试验1试验2试验3平均值±标准差对照(不控制)19 96320 45419 45319 956.67±408.68试验(PID控制)20 06720 07319 82219 987.33±116.93
发酵中后期5 000 L罐PID控制转速维持DO对效价的影响见图1。
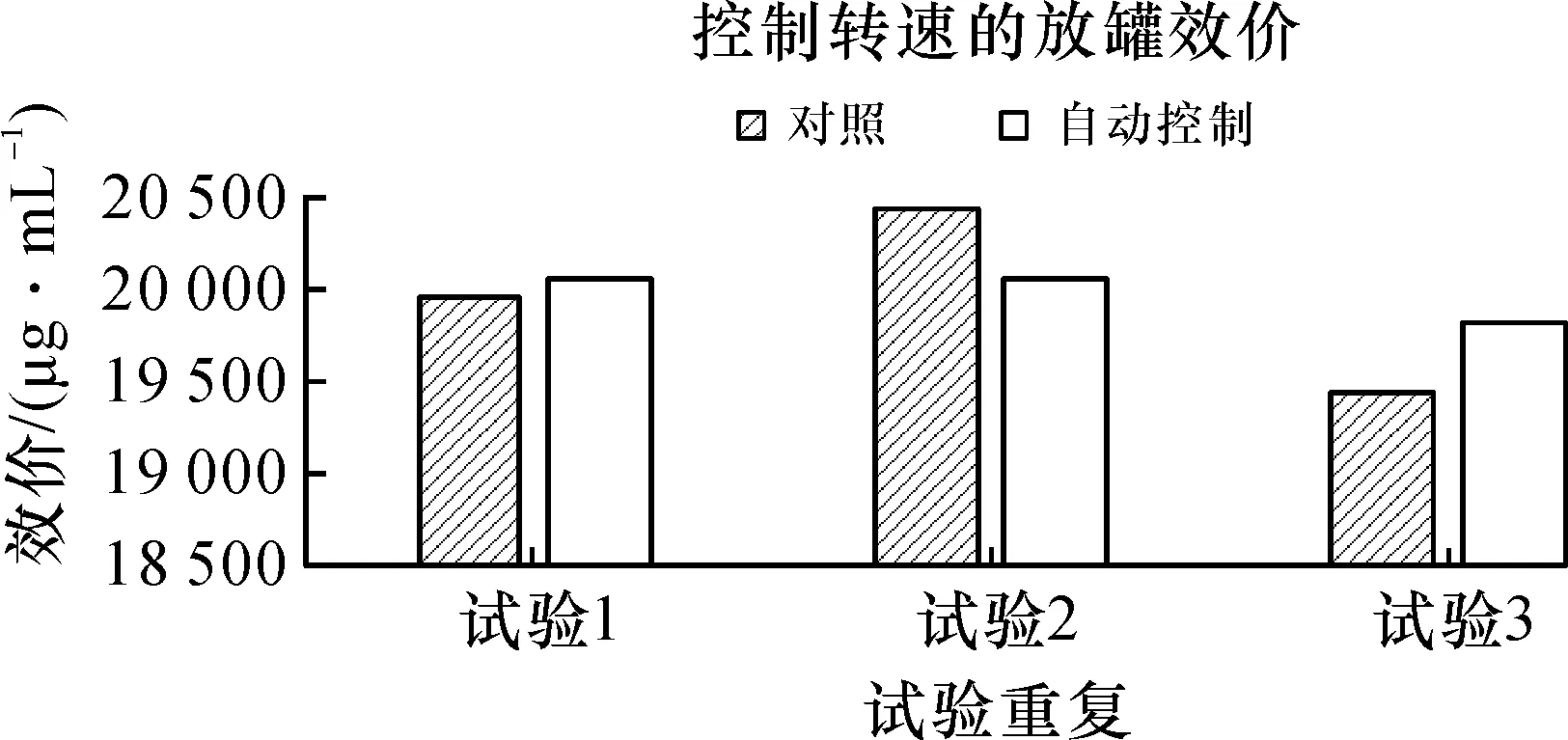
图1 发酵中后期5 000 L罐PID控制转速维持DO对效价的影响 Fig.1 Effect of automatic control speed on DO in the mid and later phase of fermentor
发酵中后期PID控制转速对5 000 L罐DO的影响见图2。

图2 发酵中后期PID控制转速对5 000 L罐DO的影响Fig.2 Effect of automatic control speed on DO in the mid and later phase of fermentor
2.2 发酵中后期5 000 L罐人工控制搅拌转速维持DO在最大饱和量的50%对效价的影响
发酵中后期对5 000 L罐采用人工控制搅拌转速维持DO在最大饱和量的50%,结果见表2,可以看出:人工控制通气量的效价比不控制低,说明人工控制搅拌转速维持DO在最大饱和量的50%对效价无影响。
表2发酵中后期5000L罐手控制搅拌转速维持DO在最大饱和量的50%对效价的影响
Table2EffectofmanualcontrolspeedonDOinthemidandlaterphaseoffermentor
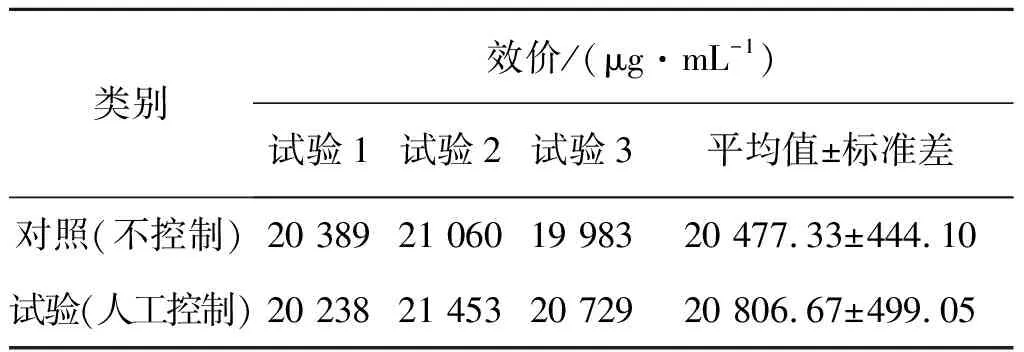
类别效价/(μg·mL-1)试验1试验2试验3平均值±标准差对照(不控制)20 38921 06019 98320 477.33±444.10试验(人工控制)20 23821 45320 72920 806.67±499.05
发酵中后期5 000 L罐人工控制搅拌转速维持OD对效价的影响见图3。

图3 发酵中后期5 000 L罐人工控制搅拌转速维持DO对效价的影响Fig.3 Effect of manual control speed on DO in the mid and later phase of fermentor
发酵中后期控制通气量对5 000 L罐在线DO的影响见图4。

图4 发酵中后期控制通气量对5 000 L罐在线DO的影响Fig.4 Effect of manual control speed on DO in the mid and later phase of fermentor
2.3 发酵中后期阶段控制5 000 L罐通气量对效价的影响
根据2.1与2.2的试验结果,对现行生产工艺中的通气量中后期进行调整,分阶段将每分钟通气量与罐内料液体积比从0.5逐渐降至0.35,最后至0.15。从表3得出:井冈霉素效价随发酵中后期阶段对通气量的控制略有降低,但影响幅度小。综合产品与电气成本因素考虑,发酵中后期阶段控制通气量对5 000 L罐井冈霉素效价的影响微小。
表3发酵中后期阶段控制5000L罐通气量对效价的影响
Table3Effectofstagecontrolventilationon5000Linthemidandlaterphaseoffermentor

类别效价/(μg·mL-1)试验1试验2试验3平均值±标准差对照(不控制)19 44618 96819 96119 458.33±405.48试验(控制)19 10519 15519 37019 210.00±114.96
发酵中后期阶段控制通气量对井冈霉素效价的影响见图5。

图5 发酵中后期阶段控制通气量对井冈霉素效价的影响Fig.5 Effect of stage control ventilation on 5 000 L in the mid and later phase of fermentor
发酵中后期阶段控制通气量对5 000 L罐在线DO的影响见图6。

图6 发酵中后期阶段控制通气量对5 000 L罐在线DO的影响Fig.6 Effect of stage control ventilation on DO in the mid and later phase of fermentor
每分钟通气量与罐内料液体积的比值:30 h为0.50 m3/L,40 h为0.35 m3/L,45 h为0.15 m3/L。
2.4 发酵中后期50 000 L罐阶段控制通气量对效价的影响
根据2.3的试验结果,放大至50 000 L罐试验。表4说明50 000 L罐随阶段通气量的控制对效价的影响幅度不大。考虑经济性,发酵中后期阶段控制通气量对50 000 L罐井冈霉素效价的对生产水平影响不明显,且可降低生产成本。
表4发酵中后期50000L罐阶段控制通气量对效价的影响
Table4Effectofstagecontrolventilationon50000Linthemidandlaterphaseoffermentor

类别效价/(μg·mL-1)试验1试验2试验3平均值±标准差对照(不控制)19 20518 78018 26118 748.67±386.02试验(控制)19 29918 58018 06118 646.67±507.61
发酵中后期50 000 L罐阶段控制通气量对效价的影响见图7。

图7 发酵中后期50 000 L罐阶段控制通气量对效价的影响Fig.7 Effect of stage control ventilation on 50 000 L in the mid and later phase of fermentor
发酵中后期阶段控制通气量对培养中代谢及效价的影响见图8。

图8 发酵中后期阶段控制通气量对培养中代谢及效价的影响Fig.8 Effect of stage control ventilation on metabolism in the mid and later phase of fermentor
3 结 论
在发酵培养的中后期,随着井冈霉素菌丝逐渐衰亡,对DO的需求相应减少,DO会逐渐升高。试验发现:在中后期通过降低搅拌速度或减少通气量来使DO维持在一定的空气饱和度,对井冈霉素的生产没有影响。为简化实际生产过程中的工艺控制,在50 000 L罐上采用分阶段控制通气量,对效价影响幅度仅有-0.54%。试验表明可较大减少压缩空气的使用量,对降低生产成本具有重要的指导意义。
