优化电弧炉熔炼工艺的生产实践
2019-03-11战东平
安 杰,李 涛,王 哲,吴 昱,战东平
(1.抚顺特殊钢股份有限公司总工办,辽宁抚顺113001;2.东北大学材料与冶金学院,辽宁沈阳110819)
电弧炉是重要的炼钢熔炼装备之一,随着近年电弧炉冶炼工艺不断完善,尤其是引入“兑入铁水”工艺之后,生产效率和产品质量的控制水平均得到大幅提升。抚顺特殊钢股份有限公司第一炼钢厂自1999年从德国福克斯公司引进60 t交流竖井式电弧炉,主要用于生产汽车齿轮钢、高档轴承钢以及不锈钢管坯,一直采用全固态料熔炼,以废钢、生铁、注余冷钢以及坯材切头切尾等材料作为入炉钢铁料,负责钢水脱碳、脱磷以及脱钛等任务,生产中存在的配料成本高和能源消耗大两类问题较突出,需通过工艺优化予以改善。抚钢60t电弧炉主要设备参数,见表1。
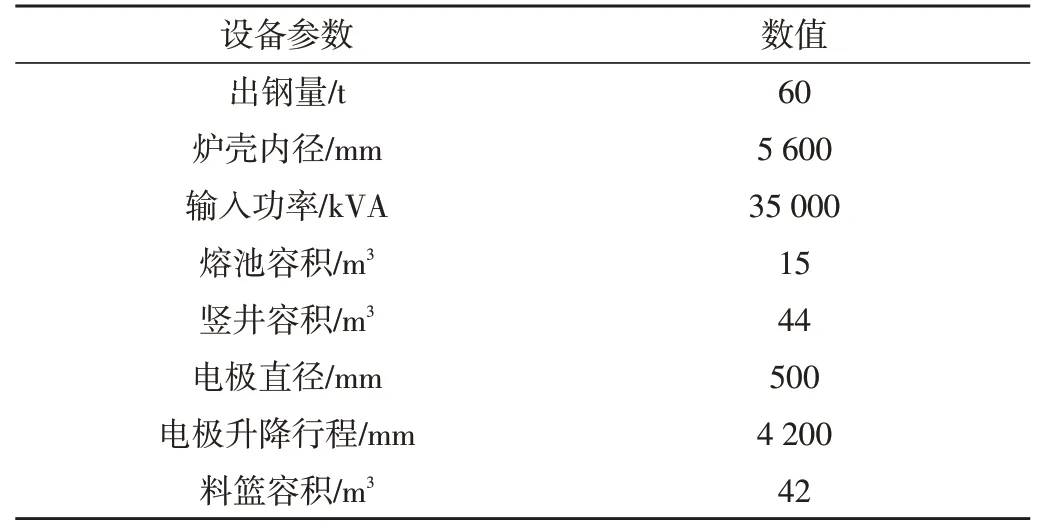
表1 60t电弧炉主要参数
1 优化料型结构,降低配料成本
迫于市场形势和环保压力,近年生铁价格持续走高,是导致电弧炉配料成本高的主要原因。所以,当废钢与生铁差价过大时,减少电弧炉入炉钢铁料的生铁配比被作为降低配料成本的首要任务。但当生铁配比降低时,同时存在:①生铁与废钢的熔炼收得率差异导致的钢铁料配入总质量增加;②钢铁料堆比重减少,装料后出现平铁现象,更可能导致料篮装铁次数(正常2次)增加,影响生产效率;③炉料配碳量降低加剧电弧炉熔炼过程的钢水过氧化等问题。
调整废钢料型结构,杜绝增加料篮装铁次数,维持2次装铁(1次旋炉盖+1次竖井加入),确保电弧炉生产顺行是重中之重。首先需要解决废钢各种料型相互掺杂堆放的问题,严格进行废钢分选,保证各种料型分区域堆放,见图1和图2。

图1 整治前废钢堆放效果

图2 整治后废钢堆放效果
原工艺配料生铁配入占比为40%~45%,其他以重型废钢为主,中型废钢和统料为辅。经标定重型废钢、中型废钢和统料的堆比重分别约为0.45、0.3和0.2 t/m3。当生铁配入占比减少至30%时,即出现了增加装铁次数的风险。优化后新引入粉碎料、返回钢(加工分厂切头切尾)等废钢料型,料篮装料时可以使大块料与小块料充分配合,在不增加总装入量的前提下,保证每炉料篮2次装铁。目前,电弧炉入炉钢铁料的生铁配比降至22%~24%,计算配料成本降低约110~130元/t。
2 优化供氧曲线
减少电弧炉配料的生铁配入量,直接将生铁的配碳量由1.6%~1.8%降低至0.9%~1.0%,显著增加电弧炉熔炼过程的钢铁料烧损,尤其是冶炼末期当钢水碳含量低于0.10%且温度高于1 580℃之后,氧枪强供氧方式更会导致电弧炉出钢钢水严重过氧化。汽车齿轮钢、轴承钢等品种的生产工艺流程为电弧炉+LF+VD+连铸,精炼采用铝脱氧方式,钢材对夹杂物的要求极为苛刻。电弧炉出钢钢水的氧含量高,会增加后续精炼的脱氧压力,同时脱氧产生的大量脱氧产物Al2O3是钢材上夹杂物的主要来源[1-2]。控制电弧炉钢水过氧化是避免成本损失和稳定产品质量的关键所在。从降低电弧炉炉门氧枪的供氧强度和调整熔炼末期供氧制度两方面入手,有效缓解了钢水严重过氧化的风险。电弧炉炉门氧枪优化前后的供氧曲线,见图3和图4。
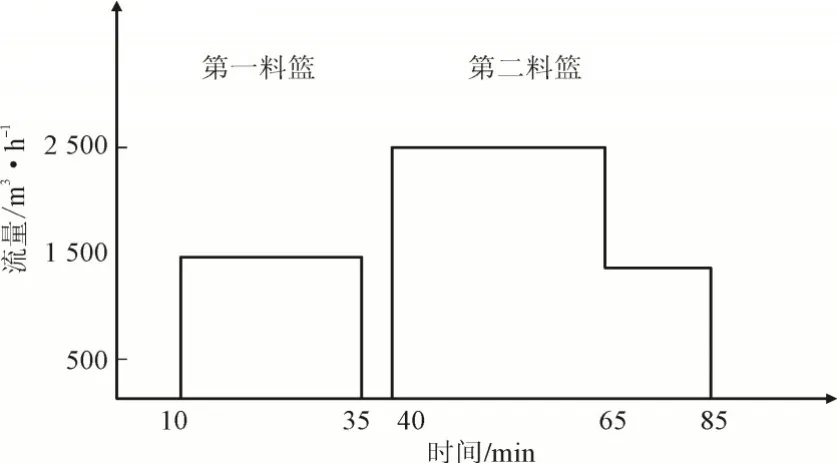
图3 优化前供氧曲线
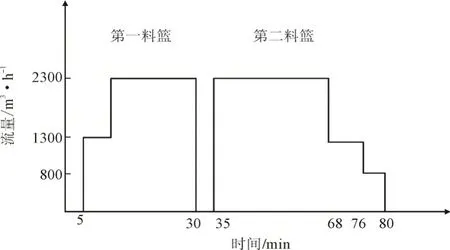
图4 优化后供氧曲线
电弧炉原炉门氧枪的氧气流量分2个档(2 500 m3/h和1 500 m3/h),存在供氧方式粗放、氧气流量大和钢水过氧化严重的问题。优化后炉门氧枪氧气流量分3个挡(高2 300 m3/h、中1 300 m3/h和低800 m3/h),重点调整出钢前的低氧流量操作,具体供氧步骤:电弧炉进入氧化期,炉门氧枪采用高氧流量。当钢水温度1 550~1 570℃,随即氧气流量降为中氧。钢水温度1 580~1 590℃时,氧气流量降为低氧直至出钢。该供氧方式较原工艺延长了中、低氧流量的供氧时间,电弧炉出钢前由原工艺的3 min增加至12 min,显著降低了钢水的过氧化程度和氧气消耗。经检验,优化供氧曲线后电弧炉出钢钢水氧含量由700×10-6降低至500×10-6,为后续LF炉操作提供良好的精炼初始条件。
另外,调整炉门氧枪供氧曲线的同时需要辅以配套的喷碳粉方法,一方面强化造泡沫渣脱磷效率,另一方面增加碳氧反应,缓解钢水与氧反应烧损,可将钢铁料收得率由87%提高至89%。
3 降低白灰消耗
电弧炉白灰主要用于钢水脱磷,决定白灰用量的主要因素是炉料磷配入量和冶炼过程的脱磷工艺。国家标准中炼钢用生铁的磷含量要求w(P)≤0.150%,具体分析结果一般为0.080%~0.100%。降低生铁配入占比后,炉料的磷配入量相应降低,缓解了电弧炉的脱磷压力。电弧炉冶炼操作当钢铁料全熔后,钢水温度1 540℃,加入白灰1 200 kg(18~20 kg/t),造泡沫渣一次流渣即可将钢水磷含量降至0.010%以下。白灰单耗可降低15~18 kg/t。
4 生产效率方面的优化
对于偏心底出钢的电弧炉合理的留钢留渣量能够充分利用炉内的热效率,达到钢铁料快速熔化的目的。通过修正炉内砌筑耐火材料的厚度,扩大炉膛容积,同时稳定出钢量等措施,将留钢留渣量由10 t增加至15 t以上。
另外,探讨通过快速完成电弧炉非给电时期的操作,如电弧炉装料、换电极等,同样能够缩短整体冶炼时间。这部分存在一定的挖掘潜力,需要持续的改进。
5 改善效果
经过以上工艺优化,除配料成本大幅降低外,电弧炉各项消耗指标同时得到不同程度的改善,具体见表2。
6 结论
实践证明,通过优化配料结构、电弧炉供氧方式等措施,降低了配料成本,改善了能源类指标消耗,进而在保证产品质量的基础上,大幅降低了冶炼成本。
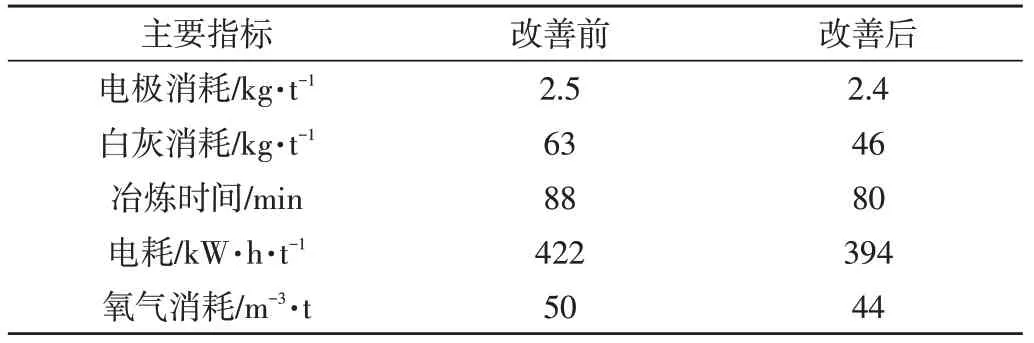
表2 消耗指标的改善
