大规格镀锌钢丝绳生产工艺研究
2019-03-08宋俊强
李 鹏,宋俊强
(天津冶金钢线钢缆集团有限公司,天津300400)
0 引言
随着市场对大规格镀锌钢丝绳的需求量越来越大,我们对镀锌钢丝绳进行了大量研究,其中包括对锌层质量的改变,采用合金镀层Zn-5%Al、Zn-10%Al提升钢丝绳的防腐性能,还尝试了各种规格成品镀以及先镀后拔、中镀后拔等方法,先后开发了一大批厚镀层、高强度、高韧性、高防腐性能的镀锌钢丝绳,得到了市场的认可,也为此次大规格镀锌钢丝绳的研发打下了坚实基础。
根据市场需求订单,我们选取6×37+IWR-58 mm,1 770 MPa独立钢芯镀锌钢丝绳作为本次研发的对象,本次订单要求900 m一轴,共计6轴,采用集装箱运输,镀层级别为3级,需要进行船级社认证,执行标准GB/T20118-2006《一般用途钢丝绳》和CCS船级社规范。
1 设备工装准备
1.1 捻制设备和工装件
根据标准规定900 m钢丝绳共计12.15 t[1],我公司的KS8/2000筐篮式合绳机可以满足该钢丝绳的需求。该设备自带两套预变形器,一套是生产(120±10)mm左右钢丝绳专用预变形器,一套是生产(60±10)mm钢丝绳专用预变形器,预变形器工装可以满足该钢丝绳生产需求。
1.2 收线轴的设计
由于需要采用集装箱运输,收线轴外圆直径不得超过集装箱宽度和高度2 300 mm,再加上该钢丝绳为高重量钢丝绳,在装箱时必须配置底部托盘,避免重量集中压坏集装箱。在设计收线轴时,必须考虑托盘的高度。钢丝绳内圆应为钢丝绳直径的25~30倍,避免钢丝绳因过度弯曲而造成不可恢复损伤,且铁轴应具备足够的支撑能力,中心部位应有相应的支撑件作为支撑。
经过综合考虑,设计收线铁轴尺寸见表1。

表1 收线铁轴尺寸表/mm
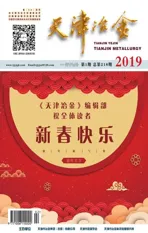
如图1所示,底部托盘附带锁定装置,能将钢丝绳固定在托盘上。铁轴中心筒有4道支撑,充分保证钢丝绳在收线有较大张力时不塌陷。铁轴一侧有孔,可以在收线时固定绳头。
图1 钢丝绳收线用铁轴图
2 生产工艺特点
2.1 制绳用钢丝的生产
根据钢丝绳的捻制系数[2],计算出钢丝绳所用的配丝如表2所示。其中子绳是按照绳径的0.39倍进行理论计算的。
本次钢丝工艺生产是按照中镀后拔的方法进行生产的,以外层钢丝2.70 mm镀锌钢丝的生产流程为例,镀层钢丝的生产流程见图2。

图2 钢丝生产工序流程图

表2 钢丝绳钢丝直径表
为增加公司产品的价格优势,采用盘条直拔的方法进行生产,中间省去了盘条酸洗磷化和热处理工序,降低了产品成本。镀层采用Zn-5%Al镀层,使钢丝绳在3级镀锌级别的情况下依然具有良好的防腐性能。
从中间开始镀锌即可以保证钢丝的锌层级别,又可以保证钢丝的韧性指标,缓解盘条直拔造成的韧性指标过低的现象。
2.2 钢丝绳捻制工艺
钢丝绳捻制采用设备自带的预变形器进行捻制,钢丝绳的预变形和后调直根据现场的实际情况进行调整后,均可达到预期目标,如图3、图4为钢丝绳在捻制时的预变形和后调直。

图3 预变形过程图

图4 后调直过程图
根据订单要求,该钢丝绳生产采用股涂油、绳不涂油的方式进行生产。在试生产刚开始时,钢丝绳捻制没有出现问题,随着生产时间加长,钢丝绳捻制出现了子绳鼓起的现象,如图5所示。

图5 捻制时绳芯凸起图
根据现场实际情况分析,出现这种情况的原因是钢丝绳外股捻距大,子绳捻距小,随着生产进行造成的子绳应力集中得不到有效的释放造成的。当时提出的解决方案是调整子绳的翻身速率,更加有效释放子绳应力,可以避免这种情况发生。逐步调整钢丝绳子绳的翻身比之后,钢丝绳子绳应力得到有效释放,最终起鼓问题得到解决。
3 问题与改进
3.1 收线轴的设计
此次工艺生产是我公司第一次设计收线轴,内圆直径与绳径的倍数约为28.5倍,钢丝绳没有任何造成不能逆转变形的迹象,在下次设计时可以相应地减小内圆直径与绳径的倍数,以节约生产成本和空间。
3.2 钢丝质量
由于采用盘条直拔的方式进行生产,所生产的钢丝有部分钢丝韧性指标不合格,约占总产量的5%左右。不合格钢丝出现的没有规律,可以通过优化盘条质量达到提高合格率的目的。
在拉拔过程中有局部锌层脱落的现象。通过调整拉丝模角度,降低压缩率等方法可以避免这种情况。另外,为了利于拉拔,在镀完镀层之后在钢丝表面进行涂蜡处理,可以有效保护镀层,利于钢丝拉拔。
盘条从8.00 mm拉拔至5.00 mm,钢丝平均强度为1 590 MPa,在镀完之后钢丝强度将为1 510 MPa,镀锌过程钢丝强度下降约80 MPa。
拉拔完成后,钢丝强度范围为1 890~2 044 MPa,可以达到1 870 MPa,可以在以后生产过程中酌情适当下调压缩比,以提高韧性指标。在此工艺基础上,我们生产出1870MPa级的钢丝绳,锌层质量145~178 g/m2,大于船级社CCS为3级130 g/m2的要求,且使用的是Zn-5%Al镀层,防腐性能得到很大提高。
3.3 钢丝绳的捻制
钢丝绳捻制除了要解决前文中提到的子绳起鼓问题之外,还必须调整好钢丝绳的预变形器和后调直器,使钢丝绳达到不松散的要求。6×37(b)类钢丝绳,要求钢丝绳切断后股及股中钢丝均不松散,可以适当减小股绳的捻距,使捻股后钢丝产生的变形能减少,另外,捻股时适当加大钢丝张力和压线模的压力,达到消除股中残余应力的目的。在捻绳时,采用股预变形减少股绳中的残存捻制应力[3],可以达到钢丝绳不松散的目的。
在捻制时,需要随着捻制的进行适当调整股张力。由于工字轮在捻制的不同时期重量存在很大差异,为了保证股的张力一致,必须在捻制一段时间后增加工字轮的阻尼带张紧力,以保证捻制前后张力的一致性。股的长度尽可能的长,减少在后期股脱离工字轮后没有了股张力造成的浪费,没有股张力的情况下捻制的钢丝绳应当做标记都判废。