纯铁材料精密切削过程切削力及表面粗糙度研究∗∗
2019-02-27朱金鹏杨吟飞孔金星
朱金鹏 杨吟飞 孔金星
(①南京航空航天大学机电学院,江苏南京210016;②中国工程物理研究院机械制造工艺研究所,四川绵阳621900)
高精度弱刚性纯铁件在国防、航空航天等领域有着广泛的应用[1]。由于纯铁材料的高塑性、高韧性,在切削过程中具有切屑变形大且加工硬化严重、极易形成积屑瘤、刀具磨损快等显著特征,引起较大的切削力并降低工件表面粗糙度,从而影响该类工件的制造质量[2]。因此,掌握不同工艺参数下纯铁材料精密加工过程中的切削力和表面粗糙度演化规律,对于实现弱刚性纯铁工件的高精度加工具有重要意义。
当工件材料和加工刀具确定后,加工过程中的切削力和表面粗糙度主要受工艺参数的影响。针对纯铁材料的精密加工,孔金星[3]研究了工艺参数对切削加工性和表面完整性的影响规律,结果表明纯铁材料切削过程中的切削力随切削速度的增加而迅速减小,随进给量增大而增大,表面粗糙度值随进给量的增加而明显增大。田文生[1]等认为刀具前角对纯铁切屑变形和切削力的影响最为显著。但是上述研究仅从试验角度探讨了工艺参数与切削力和表面粗糙度间的关系,并没有深入开展切削力、表面粗糙度的预测研究。为此有学者通过正交试验、响应曲面法等方法,建立切削力和表面粗糙度的预测模型,进而研究其变化规律。如Thakur等[4]通过正交试验,认为切削速度是影响Inconel718高速车削时切削力的主要因素,并得出了切削力、切削温度及刀具寿命的经验公式。Subramanian等[5]基于响应曲面法建立了7075铝合金铣削力的预测模型,采用遗传算法对最小切削力对应的切削用量区间进行优化。Ilhan等[6]通过信噪比法和方差分析法,认为进给量对AISI4140钢车削表面粗糙度的影响最大。罗育果[7]等在铝合金低速铣削试验中,利用多元回归分析法建立了表面粗糙度的经验公式,研究表明每齿进给量对表面粗糙度的影响显著性大于切削宽度和切削速度。
综上所述,建立纯铁材料精密加工过程中切削力和表面粗糙度的预测模型,探明其变化规律并优化工艺参数,是实现纯铁精密制造的前提。因此本文采用正交试验法,使用PVD TiAlN涂层硬质合金刀片进行纯铁材料精密车削试验,建立切削力和表面粗糙度的经验公式,分析进给量、切削深度、切削速度等切削用量对切削力和表面粗糙度的影响规律,该项研究工作将为弱刚性纯铁工件的精密加工工艺参数优化提供技术支持。
1 试验方案
本文所使用纯铁材料为太原钢铁公司生产的原始棒料(执行标准 Q/TB 3045-2007),牌号为 DT4E,主要化学成分如表1所示,其硬度在50~80 HB,抗拉强度为313 MPa,冲击韧性达到234 J/cm2。

表1 纯铁材料的化学成分(wt%)
将φ155 mm×45 mm的纯铁材料在常温下冷锻成尺寸为φ208 mm×25 mm的试样,经700℃保温2 h处理后,得到晶粒度为5.5~6级的纯铁材料,如图1所示;加工后的试样尺寸为 φ79 mm×20 mm,如图 2所示。
切削试验平台为自主研制的高速立式精密车床,主轴功率为5.7 kW,转速范围400~12 000 r/min,最小切削深度可以控制在0.5μm。试验采用干式切削,加工刀具为KENNAMETAL生产的DCGT11T302 HP KC5010锋利型硬质合金刀片;安装刀柄为 SDJCL2020K11,安装后主偏角为93°,工件装夹方式及切削机床如图3所示。
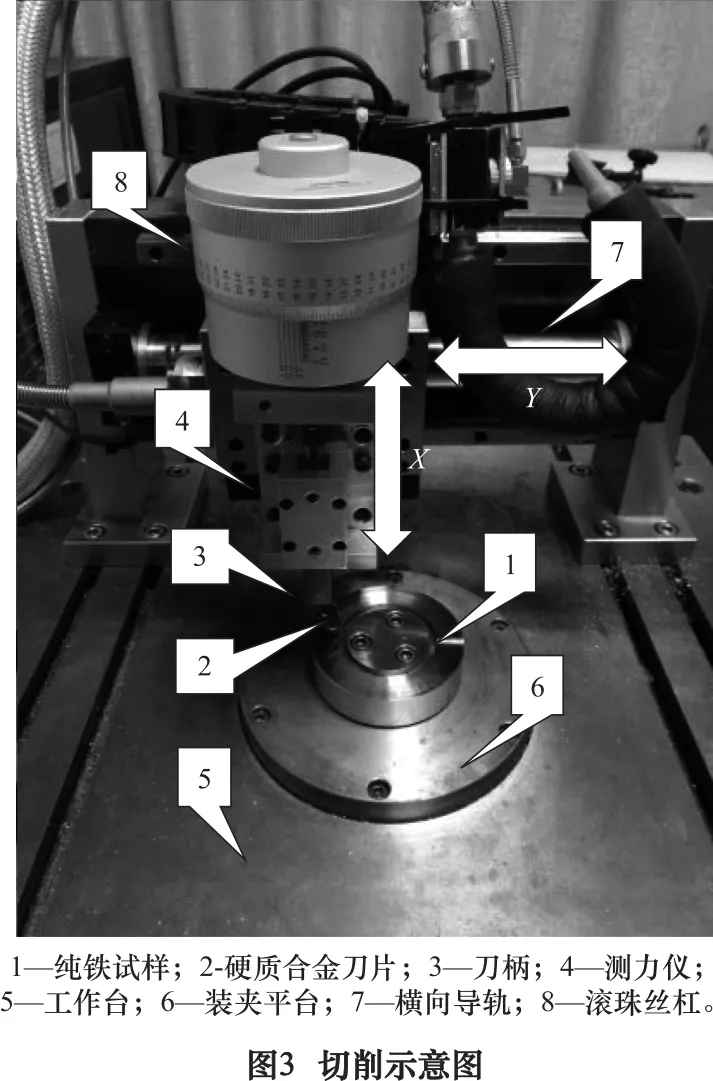
切削力采用 Kistler 9119AA2型高精度三向测力传感器进行测量;表面粗糙度Ra采用北京时代公司的TR3220型号手持式粗糙度仪进行在位测量。
采用三因素四水平进行切削试验,因素水平表见表2。由于采用恒转速切削,端面车削时取试样被加工环面中间位置为数据采集区,根据该处位置对应直径调整主轴转速,保证切削速度与表2中的设计水平一致。
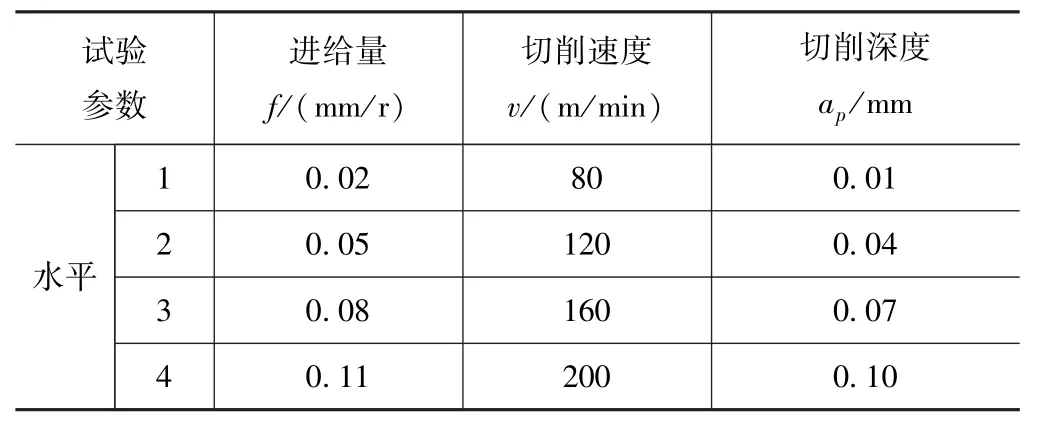
表2 试验因素与及其相应水平
2 试验结果与分析
2.1 切削力、表面粗糙度预测模型建立
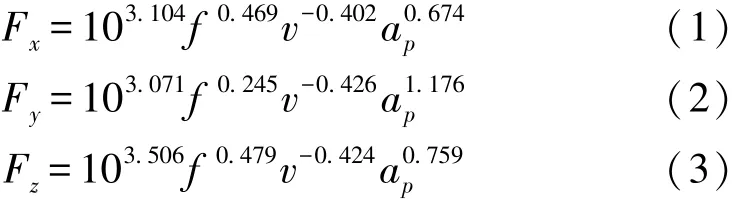
纯铁材料精密切削过程中,不同切削用量下的三向切削力、表面粗糙度Ra的测试结果如表3所示。其中背向力Fx是垂直试样表面方向的切削分力,进给力Fy是平行于进给方向的切削分力,主切削力Fz是垂直于进给方向且与切削速度v方向一致的切削分力,Ra是工件表面粗糙度值。根据最小二乘法原理,采用多元回归分析法,得到纯铁材料精密切削过程中三向切削力的指数型经验公式,如式(1)~(3)所示。
同理,可得到表面粗糙度Ra的经验公式,如式(4)所示。

采用F值检验法对回归分析的显著性进行检验。F检验法规定:水平间均方与水平内均方之比F服从自由度为(m,n-m-1)的F分布,其中m指因素数目,n指试验次数;在给定的显著性水平0.05下,若F<F0.05(m,n-m-1),则称因变量Y与自变量Xj间无明显的线性关系,回归方程不可信;若F0.05(m,n-m-1)<F<F0.01(m,n-m-1),则称因变量Y与自变量Xj间有显著的线性关系;若F>F0.01(m,n-m-1),则称因变量Y与自变量Xj间有非常显著的线性关系[8]。
本次试验中,m=3,n=16,查 F分布表可得 F0.05(3,12)= 3.49,F0.01(3,12)= 5.95。 根据 F 检验法,对回归方程的方差检验法分析结果如表4所示。背向力Fx、进给力Fy、主切削力Fz和表面粗糙度值Ra的回归方程对应 F 值分别为 350.06、274.15、501.73、56.52,均大于F0.01(3,12),说明所建立的回归方程非常显著,切削力和表面粗糙度的预测公式可信。
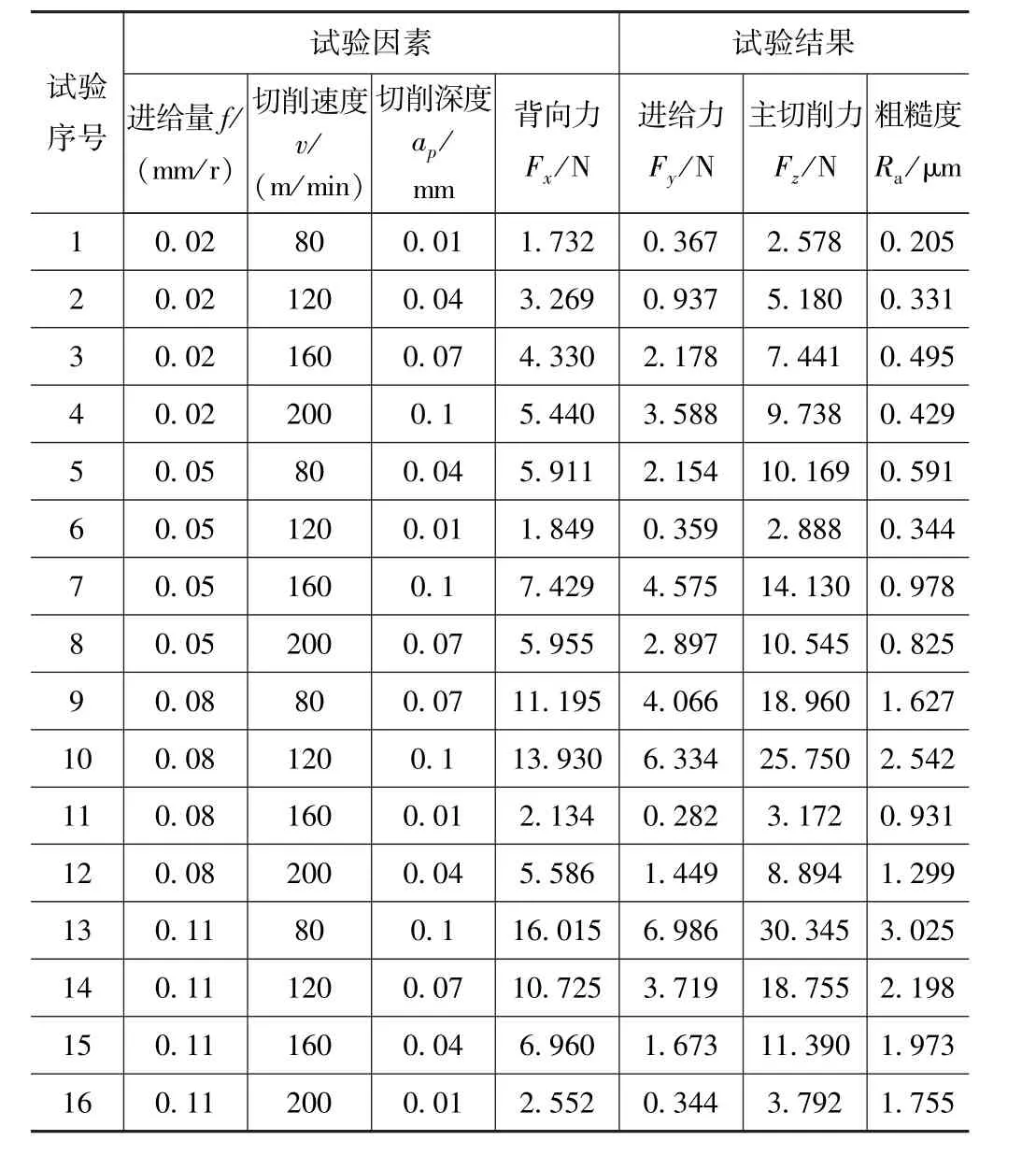
表3 正交试验方案与结果
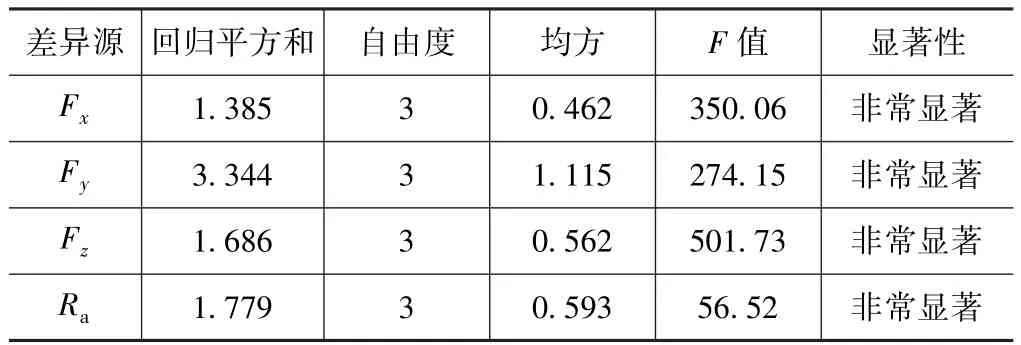
表4 回归方程F检验法
均值主效应图反映了每个因素如何影响响应特征,当因素的不同水平对特征产生不同影响时,即存在主效应[9]。对各切削用量不同水平对应下的三向切削力和表面粗糙度求平均值,然后连线画出图形,如图4所示。通过比较线的斜率,可以分析出各切削用量的相对影响量值。从图4可以看出,切削深度对三向切削力的影响程度最大,其次是进给量和切削速度;从4d中可以看出,进给量对表面粗糙度的影响最大,其次是切削深度,切削速度对表面粗糙度的影响最小。
当以粗糙度和切削力为衡量指标时,优选参数为较小的切深和进给量。切削速度对切削力和粗糙度的影响趋势相反,但相比于进给量、切削深度,切削速度对切削力和粗糙度的影响最小。故选择在进给量为0.02 mm/r、切削深度为0.01 mm、切削速度为80 m/min和160 m/min加工下的试验结果来检验经验公式。表5所示为两组加工参数下测量值和预测值的对比。结果表明,测量值和预测值的误差均在20%以内,回归分析所得经验公式对车削纯铁表面的切削力和表面粗糙度具有较好的预测能力。

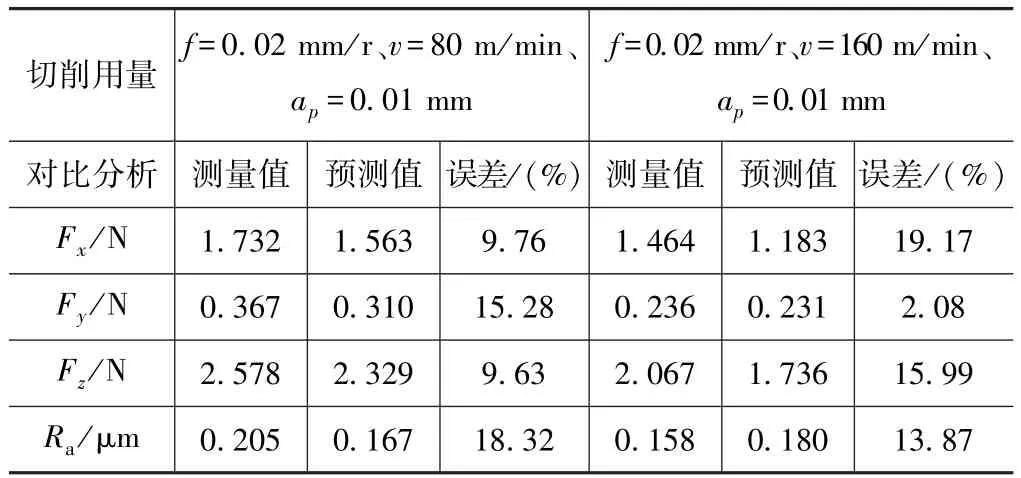
表5 切削力和粗糙度经验公式验证
2.2 切削用量对切削力的影响规律分析
切削力是机械加工过程中的重要因素,对切削热、刀具磨损与耐用度、加工精度和已加工表面质量都有着较大影响[10]。图5反映了切削用量对三向切削力的影响规律。其中图5a所示为 v=120 m/min,ap=0.02 mm时切削力随进给量变化的曲线。从图中可以看出三向切削力随着进给量的增加而增加,其中进给力Fy的增速较大,背向力Fx、主切削力Fz的增速较缓。根据公式Ac=f×ap,切削深度ap不变时,进给量f增大会引起切削层单位面积Ac的增大,导致单位时间去除材料体积增大,增加切削功,使得切削力增大。
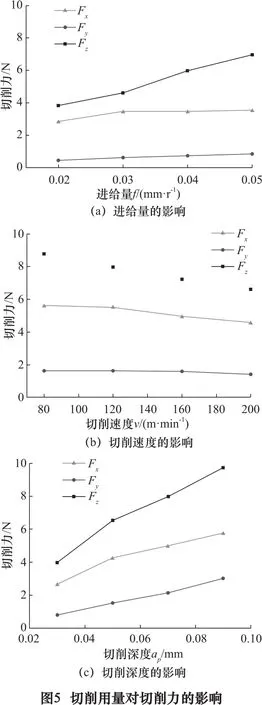
图5b所示为 f=0.05 mm/r,ap=0.04 mm 时切削力随切削速度变化的曲线。三向切削力随切削速度的增大而减小,其中切削速度由80 m/min增加到200 m/min时,主切削力由8.77 N减小到6.62 N,减小幅度最大。这是因为切削温度会随着切削速度的增大而升高,导致材料热软化效应增强,刀-屑平均摩擦系数减小,从而使得变形系数减小,切削力减小。
图5c所示为 f=0.02 mm/r, v=120 m/min时切削力随切削深度变化的曲线。随着切削深度的增大,各个方向的切削力均呈增大趋势。根据上文分析,切削深度和进给量的改变最终都会导致切削力的变化。但切削深度增大时,切屑变形系数不变,而增大进给量时,切屑变形系数有所减小。故与进给量相比,切削深度对切削力的影响更大。
2.3 切削用量对表面粗糙度的影响规律
表面粗糙度反映了已加工表面的微观不平度[11],是纯铁工件精密切削加工表面质量的重要评价参数,其大小直接影响纯铁工件的使用性能。图6反映了切削用量对表面粗糙度Ra的影响规律。其中图6a所示为v=120 m/min,ap=0.02 mm时表面粗糙度随进给量变化的曲线。由图可知,进给量增大时,表面粗糙度随之增大。根据参考文献[12],采用圆弧刃刀具车削工件时轮廓算术平均偏差Rs如公式(5)所示,Rs随着进给量增大而增大。此外,由于纯铁材料的高塑性,切削加工过程中极易生成积屑瘤和鳞刺,而增大进给量会促进积屑瘤和鳞刺的产生,增大加工表面粗糙度值。
式中:Rs为轮廓算术平均偏差,f为进给量,r为刀尖圆弧半径。
图6b所示为 f=0.05 mm/r,ap=0.04 mm 时表面粗糙度随切削速度变化的曲线。可以看出,切削速度增加时表面粗糙度值呈现先减小后增大的变化趋势。切削速度只有80 m/min时,工件表面材料主要受刀具的挤压作用,使得纯铁材料极易粘结在刀具表面形成积屑瘤,表面粗糙度值较大;切削速度增加到120 m/min时,由于切削温度的提高,纯铁材料发生了明显的热软化效应,积屑瘤减小,表面粗糙度值随之减小;切削速度继续增大,切屑与刀具间摩擦加剧导致刀具前刀面温度大幅度升高,使工件表面发生严重的塑性变形和侧向流动,增大了表面粗糙度值。
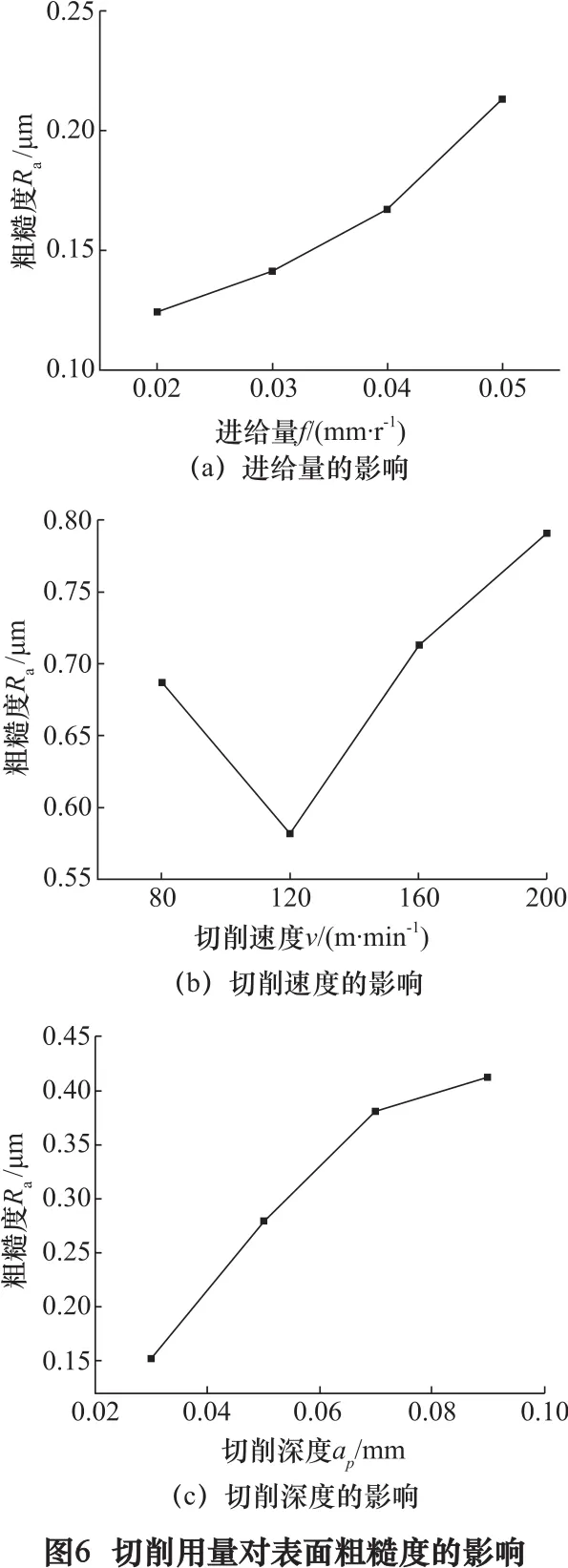
图6c所示 f=0.02 mm/r,v=120 m/min时表面粗糙度随切削深度变化的曲线。切削深度为0.03 mm时,表面粗糙度值只有0.15μm;此后表面粗糙度值随着切削深度的增大而逐渐增大,在切削深度增大到0.09 mm时,表面粗糙度值增大至0.41μm。这是因为切削深度增大会导致切削力的增大,致使切屑变形加剧,增大表面粗糙度值。
3 结语
(1)基于正交试验法,对试验数据进行多元回归分析,建立了切削力和表面粗糙度的经验公式,试验实测值和预测值误差小于20%,表明经验公式对纯铁材料精密切削过程中的切削力和表面粗糙度有较好的预测能力。
(2)纯铁材料精密切削时,切削用量对切削力的影响顺序为:切削深度、进给量、切削速度。切削用量对表面粗糙度的影响顺序:进给量、切削深度、切削速度。
(3)三向切削力随着切削深度和进给量的增加而增大,随着切削速度的增大而减小,且主切削力Fz增减幅度最大,进给力Fy增减幅度最小。表面粗糙度Ra随着进给量和切削深度的增加而增大,但在切削速度增大时呈现先减小后增大的变化趋势。
