工件定位误差的分析与计算
2019-02-10于淑静
于淑静

摘 要:明确了定位基准、定位基面等概念,研究了定位误差的产生与计算方法,尤其是对基准不重合误差和基准位移误差的计算方法以及两者的合成做了详细的说明。并通过举例子,对在不同定位方案下的定位误差做了具体的分析与计算。
关键词: 定位基准;定位误差;基准不重合误差;基准位移误差
0 前言
在加工工件前,为了确保其加工精度以及夹具设计的合理性,要对定位方案可能产生的定位误差进行分析与计算。本文从定位基准等基本概念入手,对于一些易于模糊的知识点进行了梳理,并对各种典型定位方案下工件定位误差的计算方法进行了分析与归纳,将计算的方法程式化,思路清晰、方法简单。
1 有关概念
1.1 定位基准和定位基面
为了便于在计算定位误差时对定位基准和定位基面进行查找,现对两者做如下规定:
(1)当工件与定位元件接触的表面是平面时,那么该表面既是定位基准,也是定位基面,如图1所示。
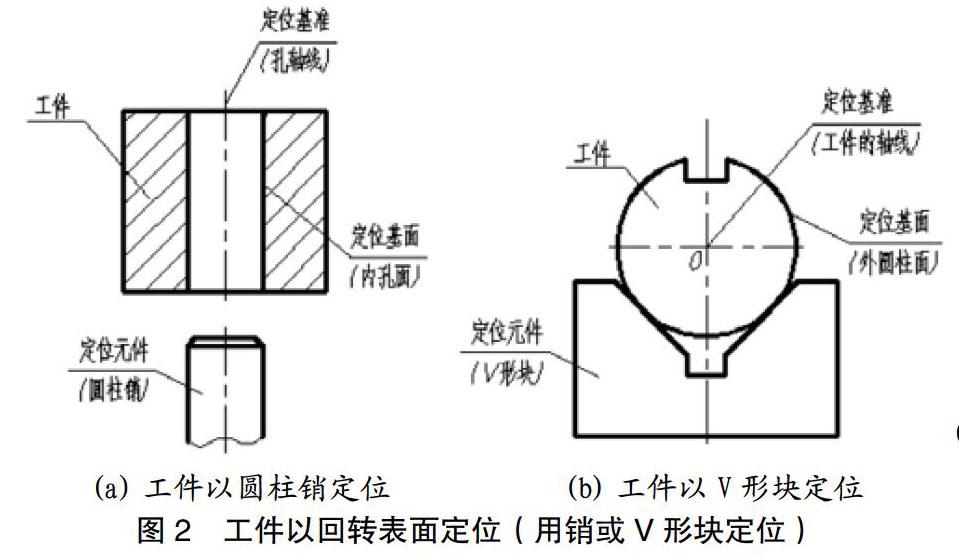
(2)当工件与定位元件接触的表面是回转面时,如果与定位元件具有包容或者类包容的关系,那么工件上此回转表面的轴线为定位基准,回转表面本身为定位基面,如图2所示。
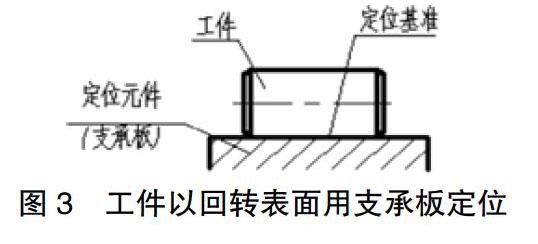
(3)当工件与定位元件接触的表面是回转面时,如果与定位元件不具有包容或者类包容的关系,那么接触点为定位基准。例如,工件以外圆柱表面在支承板上定位时,定位基准如图3所示。
1.2 工序基准
在工序图上,用来确定本工序的加工表面加工后的尺寸、形状、位置的基准,称为工序基准。[1]工序基准不会随着定位方案的改变而变化。
2 定位误差的分析与计算
2.1 定位误差的产生与组成
在加工一批工件时,首先要将工件在夹具上逐个定位,其所占有的位置不可能完全一致,此时就会产生定位误差,用△D表示。 定位误差主要包括基准不重合误差和基准位移误差[2]。
2.2 定位误差的计算
计算定位误差时,按照如下步骤进行:第一步,计算基准不重合误差△b;第二步,计算基准位移误差△y;第三步,把△b和△y合成。
(1)基准不重合误差△b。在计算此项误差时,先要明确工件的定位基准与工序基准。如果两者重合,那么基准不重合误差△b=0;如果两者不重合,那么基准不重合误差△b等于定位基准到工序基准之间尺寸的公差在加工尺寸方向上的投影。
(2)基准位移误差△y。在计算此项误差时,先要明确工序尺寸的方向与定位基准的变动方向。设定位基准的最大变动范围为△i,如果两者相同,那么基准位移误差等于定位基准的变动范围,即△y=△i;如果两者之间的夹角为а,那么基准位移误差等于定位基准的变动范围在加工尺寸方向上的投影,即△y =△iCOSа。
不同的定位方案和定位副机构,其定位基准的位移量的计算方法是不同的。常见的典型定位方式下基准位移误差△y的计算分析如下:
1)工件以平面定位。工件以精基面在平面支承中定位时,其定位基准的位置可以看成是不动的,因此基准位移误差可忽略不计。
2)工件以内孔定位(以采用圆柱销定位为例)。当圆柱销轴线水平放置时,工件在自重作用下,其内孔与圆柱销实际为单边接触,此时定位基准的变动方向是固定的,且与加工尺寸方向一致,如图4所示。
基准位移误差为:
△y = OO1-OO2=(Dmax-dmin)/2-(Dmin-dmax)/2=(TD+Td)/2。
Dmax 、Dmin—孔的最大、最小极限尺寸;
dmax 、dmin—销的最大、最小极限尺寸;
TD、Td—孔、销的直径的公差。
当圆柱销轴线垂直放置时,工件内孔与圆柱销是任意边接触,如图5所示的。
基准位移误差可按下式计算:
△y =O1O2= Dmax-dmin =TD+Td+Xmin
Xmin—工件孔与圆柱销的最小间隙。
3)工件以外圆定位(以采用V形块定位为例)。如图6所示,定位元件采用V形块,若不计V形块的制造误差,此时定位基准为外圆的轴线,会上下变动,从而产生基准位移误差。
注:工件尺寸¢d0-Td;
V形块夹角为а。
基准位移误差为:△y =OO1= d/2Sin(а/2)-(d-Td)/2Sin(а/2)=Td/2Sin(а/2)。
(3)计算定位误差。将基准不重合误差△b和基准位移误差△y合成来计算定位误差△D时,首先要明确工序基准和定位基面的位置。
如果工序基准不在定位基面上,则:△D=△y +△b。
如果工序基准在定位基面上,则:△D=△y±△b。
该式中“+”、“-”号的确定按照以下步骤:
1)当定位基面的直径由小变大(或者由大变小)时,分析定位基准的变动方向;
2)当定位基面直径发生同样变化时,假设定位基准的位置不动,分析工序基准的变动方向;
3)两者变动方向相同时,取“+”号,两者的变动方向相反时,取“-”号[3]。
3 计算举例
在图7(a)所示的套筒零件上铣键槽,要保证尺寸540-0.14 mm。现有两种定位方案,如图7(b)和图7(c)所示。试分别计算两种不同定位方案的定位误差,并從中选择较优方案。(忽略外圆与内孔的同轴度误差)
解:
(1)当采用图7(b)所示方案用圆柱销定位时:
1)计算基准不重合误差△b。工件以内孔用圆柱销定位,内孔与圆柱销具有包容关系,定位基准为孔¢320+0.03的轴线,工序基准为¢600-0.1的下母线,两者不重合,△b=0.05mm。
2)计算基准位移误差△y。圆柱销轴线水平,内孔与圆柱销是间隙配合,属于单边接触。
△y= (TD+Td)/2=(0.03+0.02)/2=0.025mm。
3)计算定位误差△D。工序基准为¢600-0.1的下母线,定位基面为¢320+0.03的内孔面,工序基准不在定位基面上,所以△D=△y +△b =0.025+0.05=0.075mm。
(2)当采用图7(c)所示方案用V形块定位时。
1)计算基准不重合误差△b。工件外圆与V形块具有类包容关系,定位基准为外圆¢600-0.1的轴线,工序基准为¢600-0.1的下母线,两者不重合,△b=0.05mm。
2)计算基准位移误差△y。工件以外圆在V形块上定位时,△y=Td/2Sin(а/2)=0.1/2Sin45°=0.071mm。
3)计算定位误差△D。工序基准为¢600-0.1的下母线,定位基面为¢600-0.1的外圆柱面,工序基准在定位基面上,所以△D=△y±△b。
接下来判断用“+”号还是“-”号。
第一步:当¢600-0.1的外圆柱面直径由小变大时,¢600-0.1轴线的变动方向是向上的;
第二步:當¢600-0.1的外圆柱面直径由小变大时,假设¢600-0.1轴线的位置不动,¢600-0.1下母线的变动方向是向下的;
第三步:两者的变动方向相反,取“-”号。
所以,△D =△y-△b=0.071-0.05=0.021mm。
(3)选择最优方案。通过以上两种定位方案的定位误差计算得知,用V形块定位的定位误差较小,且小于工件制造公差的三分之一,为较优方案。
4 计算定位误差时的注意问题
(1)分析定位误差的前提是应用夹具装夹工件,用调整法对工件进行加工。
(2)在计算定位误差时,要注意加工尺寸的方向。如果定位基准或工序基准的变动方向与加工尺寸方向不一致,在计算基准不重合误差和基准位移误差时都要投影到加工尺寸方向上。
5 结论
通过分析和计算,进一步明确了常见典型定位方式下的定位误差的方法,此种方法简单明了、易于掌握。
参考文献:
[1]孙鹏,谭动.机械制造工艺与装备[M].西安:西安电子科技大学出版社,2014.
[2]徐晓枫.机械制造技术[M].北京:中国建材工业出版社,2012.
[3]徐嘉元,曾家驹.机械制造工艺学(含机床夹具设计)[M].北京:机械工业出版社,2012.
