A novel chemical composition estimation model for cement raw material blending process☆
2019-02-09
Key Laboratory of Advanced Control and Optimization for Chemical Processes of Ministry of Education,East China University of Science and Technology,Shanghai 200237,China
Keywords:Raw material blending process Chemical component estimation Modulus prediction System identification
ABSTRACT Raw material blending process is an essential part of the cement production process.The main purpose of the process is to guarantee a certain oxide composition for the raw meal at the outlet of the mill by regulating the four raw materials.But the chemical compositions of raw materials vary from time to time,resulting in difficulties to control the oxide compositions to a predefined value.Therefore,a novel algorithm to estimate the chemical compositions of the raw materials is developed.The paper mainly consists of two parts.In model construction part,a novel constrained least square model is proposed to overcome the deviation introduced by long-term drift of the material components,and the model parameters are estimated with an online strategy.And in validation part,the approach is implemented to two examples including datasets from simulation model and the actual industrial process.The final results show the effectiveness of the proposed method.
1.Introduction
As the most fountainhead process of the whole cement production process,the raw material blending process has a decisive influence on the quality of the final product[1].Different chemical compositions of oxides in raw meal will produce different products with a specific strength grade.But the chemical compositions of raw material vary from time to time,leading to a change of oxide ratio in the raw meal powder at the outlet of the vertical roller mill(VRM).That is why it is essential to provide a precise model to directly estimate the main chemical composition in the raw material.The quality of the final clinker can be guaranteed with predefined oxide compositions by adjusting the ratios of the four different materials.Besides,a reasonable ratio of oxides improves the operating stability of the calcine system and meanwhile reduces energy consumption.Furthermore,due to the different prices among the cement raw materials,to achieve a predefined quality index,there may be more than one prescription.Therefore,it is necessary to choose a more reasonable operation scheme based on an accurate estimation for key compositions in the raw materials.For all of the reasons mentioned above,the need for a better model to estimate the raw material chemical compositions is on the rise.
The approaches to the solution of this fundamental blending problem have varied widely[2-4].Stochastic modeling using experimental process data and characteristics of the various disturbances,along with the self-tuning control of a continuous cement raw material mixing system has been presented by Westerlund et al.[5].Considering the mismatch of the developed model,an adaptive composition control strategy of the cement raw mill guaranteeing a robust operation was handled by Vajk et al.[6].Also,to cope with the strong noise of the process data,a time varying Kalman filter,whose outputs are the optimal estimations of the concentrations,was developed by Hubbard and Dasilva[7].On this basis,a two level adaptive control policy combined with a heuristic auxiliary system was proposed to optimize the robustness of the raw mix control system by Lin et al.[8].The approaches mentioned above are proposed based on a steady-state model,but the transient process can be time-consuming and even divergent.Taking the dynamic characteristic into consideration,an ARM model designed for MPC control was proposed[9]to describe the dynamic response of the raw material blending process.The transfer function model structure parameters are determined with the rank of the Hankel matrix[10].And the model is implemented as the prediction model in its further adopted model predictive control(MPC)system[11,12].Similarly,S.Tintavon[13]developed a multivariable model composed of linear differential equations,integrals,and delays to describe the dynamic characteristic of the raw material blending process.And the influences of the fluctuation in raw material chemical compositions on the distribution of the key parameters are analyzed.Recently,neural networks are implemented to build a mathematical model for cement raw material blending process with the data collected from the DCS[14].On the other perspective,considering a different formula could lead to a different economic cost,a real-time optimization model for the raw material blending process was developed and solved by Westerlund[15].However,the aforementioned methods are mainly based on black box modeling method,ignoring a priori knowledge of the process.It is difficult to validate the reliability of the constructed model when the working condition changes.Besides,these models assume that the chemical compositions in raw material remain unchanged over a period of time,but actually the performance of the neural network deteriorates due to the change of compositions in a long-term average level[16].
In this paper,a novel cement raw material blending process model is proposed to make a precise estimation of the chemical compositions in the raw materials and the model is validated with the application to the actual blending process in the cement plant.The data groups are collected from the DCS system or the handwriting records under varying operating conditions from a cement manufacturing line in China.As a comparison with the previous works,the follow-up control works can be achieved easily by developing a control model with the known ingredients.
2.Raw Material Blending Process
A simplified schematic diagram of the raw material blending process is shown in Fig.1,and the total flow rate of the production line is about 520 t·h−1.
Four different raw materials,limestone,shale,sandstone and iron powder,are firstly mixed on the belt and transported into the vertical roller mill.A sample of the raw meal is collected at the outlet of the VRM and analyzed in the laboratory with fluorometric analysis every hour.Another sample will be collected per minute at the inlet of the VRM by prompt-gamma neutron activation analysis(PGNAA)which will be equipped before long.The measurements mentioned above consist of four contents of main oxides:CaO,SiO2,Al2O3,and Fe2O3.The raw meal is transported to homogenization silos where further continuous pneumatic stir decreases the fluctuation of the average concentration[17].Nominal flow rates,concentrations and common names of the raw materials are given in Table 1.
Usually,the quality of raw meal is measured with three indicators,namely limestone saturation factor,silica modulus and alumina modulus,and the control standards of which in China are 1,2.2 and 1.5 respectively.But as shown in Fig.2,the data collected from industrial process indicate that the traditional manual operating method has great uncertainty in the control of batching process,resulting in an unstable feed quality for the follow-up calcination process.From this point of view,an accurate estimation of raw material composition is meaningful to ensure the reliability of the raw material blending process.

Table 1 Nominal data of raw material blending process
3.Model Description
3.1.Basic knowledge of the process
The cement manufacturing process is mainly composed of three parts:(1)raw material blending and grinding process;(2)clinker calcining and grinding process;and(3)coal pulverization process.A qualified product requires the chemical components in clinker to have the approximate weight fraction as follows:tri-calcium silicate,C3S(60%);di-calcium silicate,C2S(25%);tri-calcium aluminate,C3A(5%)and tetra-calcium aluminoferrite,C4AF (10%).The concentrations of these four compounds,in weight percent(wt%),are reported to be related to the concentrations of the four oxides in the clinker (CaO,SiO2,Fe2O3,and Al2O3)by Bogue equation[18].

Technically,the concentrations of these components are determined by the chemical components in raw meal and also slightly influenced by the compositions of the combusted coal.But considering that the amount of fly ash after burning is much less than that of raw materials,and the composition is relatively stable,the chemical composition of clinker is basically equal to that of the raw meal.Denote the amount of the four most important oxides:CaO,SiO2,Fe2O3,and Al2O3by C,S,A and F respectively.The purpose of the control is to maintain a certain percentage of these oxides which can be expressed as modulus values:
Limestone saturation factor:

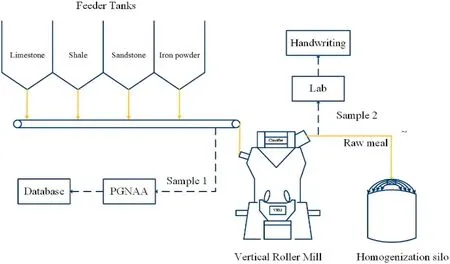
Fig.1.Process flow diagram of blending process.

Fig.2.The three indicators collected from industrial cement plant.

Raw meal with higher LSF requires for a higher heat consumption for calcination process,and is calcined into cement product with stronger intensity.A higher SM index decreases the liquid phase content,which impairs the burnability of the clinker and it also reduces the cement setting time.The value of the IM index determines the composition of liquid phase in clinker.The main purpose of this paper is to estimate the present chemical composition in each raw material according to the recorded formulas and the corresponding modules.
3.2.The proposed model
Denote the limestone,shale,sandstone and iron powder as the 1st,2nd,3rd and 4th components and use wi(k)to represent the weight flow rate of the ith component at kth sampling time,also use ci(k),si(k),ai(k)and fi(k)to express the content of calcium oxide,silicon dioxide,aluminum oxide and ferric oxide in the ith component at kth sample time.Besides,denote the limestone saturation factor,silica module and aluminum module at kth sampling time as LSF(k),SM(k)and IM(k).And the mass flow rates of CaO,SiO2,Al2O3and Fe2O3at kth sampling time are recorded as C(k),S(k),A(k)and F(k)in this paper.
According to the definition of LSF above,the following equation is obtained:

Subject to the conservation of mass,the mass flow rates of these oxides could be determined as follows:

Substitute Eq.(6)into Eq.(5),the final equation about the chemical composition of the raw material is shown in Eq.(7):

Similarly,Eqs.(8)and (9)are obtained as follows according to Eqs.(2)and(3):

Denote the coefficient matrix M(k)and estimated variable θ(k)as follows:

And the following simplified formula can be acquired:

Considering the raw materials are mainly composed of four oxides and the total content of other impurities in each raw material is relatively stable.The four oxide content ratios in a certain raw material should be summed up to a constant approximate to 1:

In Eqs.(12)and(13),there are 20 parameters to be estimated with the abovementioned 7 equations.It does not satisfy the parameter identification requirements for degree of freedom.Therefore,an underlying assumption is proposed as shown below:
Hypothesis 1.The average chemical compositions in each raw material will not change significantly in a short time.In other words,the estimated parameters mentioned above are subject to independent normal distribution in a short period.
Under this assumption,for a given time duration K,the following online learning least square(LS)estimation method[19]is formulated:
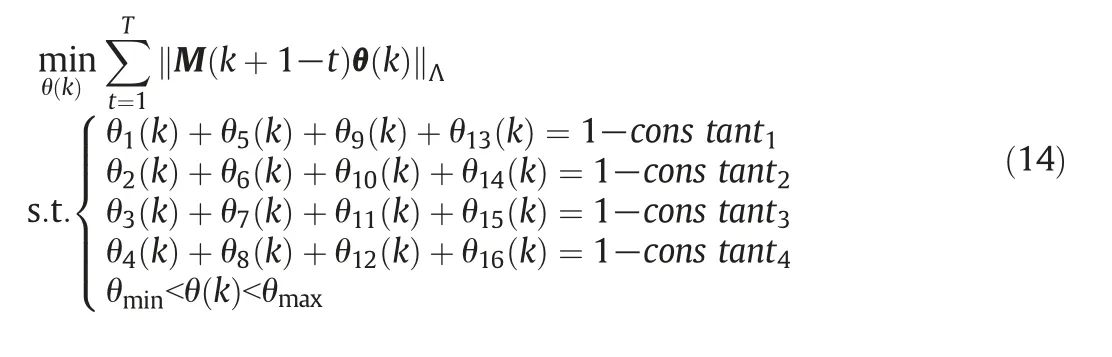
But as the sampling interval of a PGAA is approximately 1 min,therefore the prescribed duration time K needs to be greater than 15(at least 45 equations)to ensure the estimation accuracy of the abovementioned parameters.Hence,the time span of the equations in model (14)reaches as much as 15 min.While considering the production capacity of the equipment is 520 tons per hour,which means a total of

Hypothesis 2.The average compositions of raw materials change linearly with time in a short period.In other words,the estimated parameters satisfy the following formula in a short term.130 tons of raw materials are processed during this period.From this perspective,Hypothesis 1 is unreasonable anymore for the average chemical compositions of raw materials may have changed.To cope with this problem,another rational assumption is proposed as follows:
Under this assumption,at the Kth sampling time and for a given time interval T,the following formula can be established:

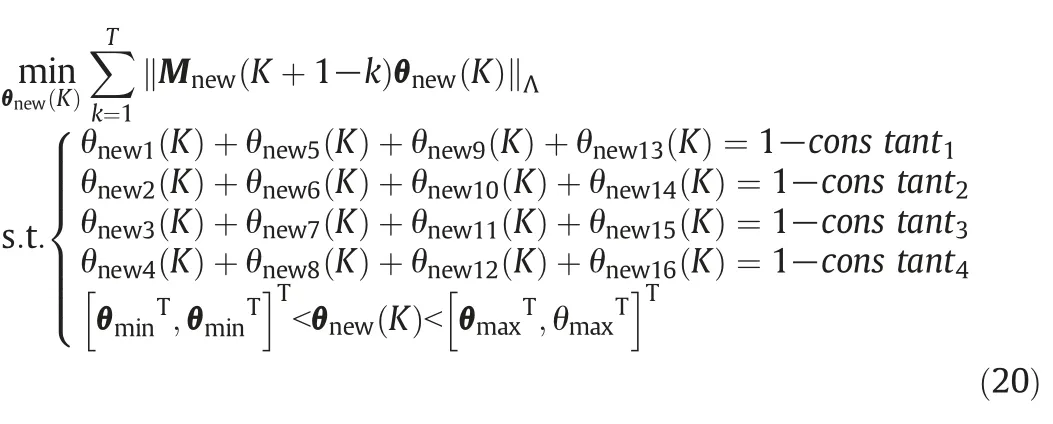
Then by substituting Eq.(16)into Eq.(12),the following model is obtained:

The new model can be obtained as follows:
To avoid the overfitting problem in model parameter estimation,and to make full use of the existing basic process knowledge,two months of historical quality inspection data are collected and statistically analyzed.From which the range of 16 pairs of estimated parameters in the 32 dimensional vector and the proportion of the impurity components in the four different raw materials are determined as shown in Tables 2 and 3.
The final parameter estimation is completed with an inequality constrained weighted least square parameter estimation method.
4.Application and Discussion
4.1.The first example with Simulink model
To validate the effectiveness of the proposed method,a Simulink model is constructed as shown in Fig.3.The developed simulation model describes the raw material blending process in the industrial cement process,in which the chemical components of each raw material are obtained from the recorded quality inspection data.But considering the irregular sampling intervals of the chemical composition analysis process among different raw materials,the input data are not available in real time.Therefore,the raw material chemicalcompositions are basically estimated according to the linear interpolation of the field data.

Table 2 The range of the estimated parameters

Table 3 The proportion of the impurity components

Fig.3.The simulation model of the blending process.
The final parameter estimation results corresponding to model(14)and model (20)are shown in Figs.4 and 5 respectively.The red thick lines represent the estimated chemical composition values,which imply that the proposed method is more efficient in estimating these ever-changing parameters.The RMSE indexes of the results are shown in Table 4,which imply that the proposed model outperforms the traditional model especially in estimating these bolded data.The largest errors in Fig.4 appear at the inflection points,because the simulation process no longer satisfies the 2nd hypothesis at these points.But as for an industrial process,material compositions will not mutate at a short time,therefore this method still has its universality.Also the estimated results are treated as the raw material compositions at the next time to predict the corresponding modules.The prediction results are shown in Fig.6 (the LSF is plotted with LSF/100).There is almost no difference between the actual values and the predicted values.The RMSE indexes of the prediction results of LSF,SM,and IM are 0.1633,0.0033,and 0.0026 respectively.

Fig.4.The final parameter estimation result with model(14).The four figures represent for the main oxide contents in the four raw materials estimated with model(14).

Fig.5.The final parameter estimation result with model(20).The four figures represent for the four main oxide contents in the four raw materials estimated with model(20).

Table 4 RMSE indexes of the results
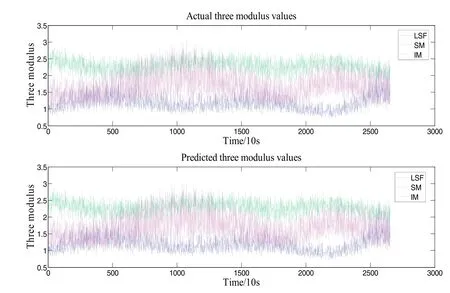
Fig.6.The modulus prediction results with the chemical composition estimated with model(20).
4.2.The second example with handwriting data
Another validation example is a dataset collected from handwriting book(quality inspection data)and distributed control system(proportioning scheme).The data consist of seven fields:the feed volumes of the four kinds of raw materials and the three moduli at the corresponding time.The purpose in this part is to predict the three moduli of the raw meal at the next sample time with the collected data in the past period of time.The main difference between the second example and the first example is that the noise in the actual process is not exactly subject to Gauss distribution.Hence,it does not satisfy the assumption of the least square estimation method.But the final prediction result is shown in Fig.7.The corresponding RMSE equals to 3.54,0.065 and 0.05,and it indicates the method with practical ability under a noise with unknown distribution.

Fig.7.The prediction result of the second example.
5.Conclusions
In this paper,a novel raw material blending process model is proposed to make an estimation of the raw material chemical compositions.The main advantage of the method is that the model takes the long-term varying average level of the chemical compositions into consideration and transforms the traditional model structure into a more reasonable one.The composition estimation simulation,along with the modulus prediction result with the industrial dataset validates the proposed method with a high prediction accuracy and effective practical ability.Meanwhile,combined with a vertical roller mill model,the estimated chemical compositions can be used to establish a more accurate process control model for the raw material blending process.
杂志排行

Chinese Journal of Chemical Engineering的其它文章
- Scaling of the bubble/slug length of Taylor flow in a meandering microchannel☆
- Analyzing of mixing performance determination factors for the structure of radial multiple jets-in-crossflow☆
- Particle-resolved simulation of packed beds by non-body conforming locally refined orthogonal hexahedral mesh☆
- Visual study on the characteristics of liquid and droplet in a novel rotor-stator reactor☆
- Molecular dynamics simulation of supercritical CO2microemulsion with ionic liquid domains:Structures and properties☆
- Modeling bubble column reactor with the volume of fluid approach:Comparison of surface tension models☆