新形势下裂解混合碳四利用路线分析
2019-01-23刘海廷李兵宫春艳
刘海廷* 李兵 宫春艳
(1.盛虹炼化(连云港)有限公司化工技术部;2.江苏斯尔邦石化有限公司;3.中石油独山子石化分公司)
0 引言
传统的裂解混合碳四物料是以石脑油为原料的蒸汽裂解制乙烯装置的重要副产物之一,其主要组分为1,3-丁二烯、丁烯、丁烷等碳四馏分。近些年随着国内蒸汽裂解乙烯装置的蓬勃发展,原料组成多样化,装置规模越来越大型化,裂解混合碳四的产能大幅增加。做好各碳四组分经济价值的开发和下游产品的综合利用,以获取更大的附加值被日益重视。2017年9月,由国家发展和改革委员会、国家能源局、财政部等十五部委共同下发的《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》提出:到2020年,在全国范围内推广使用车用乙醇汽油。同年,国家标准车用乙醇汽油(E10)(GB 18351—2017)和车用乙醇汽油调和组分油(GB 22030—2017)也进行了更新发布。随着乙醇汽油新政及相关标准的出台和逐步实施,乙醇汽油(E10)标准要求含氧化合物不得超过 0.5wt%,而甲基叔丁基醚(MTBE)等醚类添加剂因为含氧而被禁止添加到乙醇汽油中。至此传统工艺中炼厂催化碳四和乙烯裂解工艺丁二烯抽提装置副产的抽余碳四下游生产MTBE将不得不做出改变。在新形势下应探讨如何做好裂解混合碳四下游产业链的转型,如何重新选择碳四烃的综合利用路线,成为目前急需解决的问题。
1 裂解混合碳四利用路线介绍
1.1 传统的裂解碳四利用路线
裂解混合碳四是蒸汽裂解制乙烯装置副产的混合碳四馏分,1,3-丁二烯含量约占 50%、正异丁烯约占 25%,同时含有少量的正异丁烷、2-丁烯、1,2-丁二烯、丙烷、碳五等。其中 1,3-丁二烯通常在溶剂萃取精馏的作用下分离并精制,主要作为合成橡胶和新兴的合成树脂原料,市场应用前景广阔。因此对裂解混合碳四首先进行丁二烯抽提分离是目前最经济和主流的工艺利用路线。抽提分离同时副产40%左右的抽余碳四、少量的含炔碳四和碳四重组分。抽余碳四中含有的约 40%的异丁烯被送至MTBE/丁烯-1装置,生产汽油添加剂MTBE和高纯度的丁烯-1。高纯丁烯-1一般作为聚乙烯的共聚单体原料。传统的乙烯裂解混合碳四下游利用路线如图1所示。
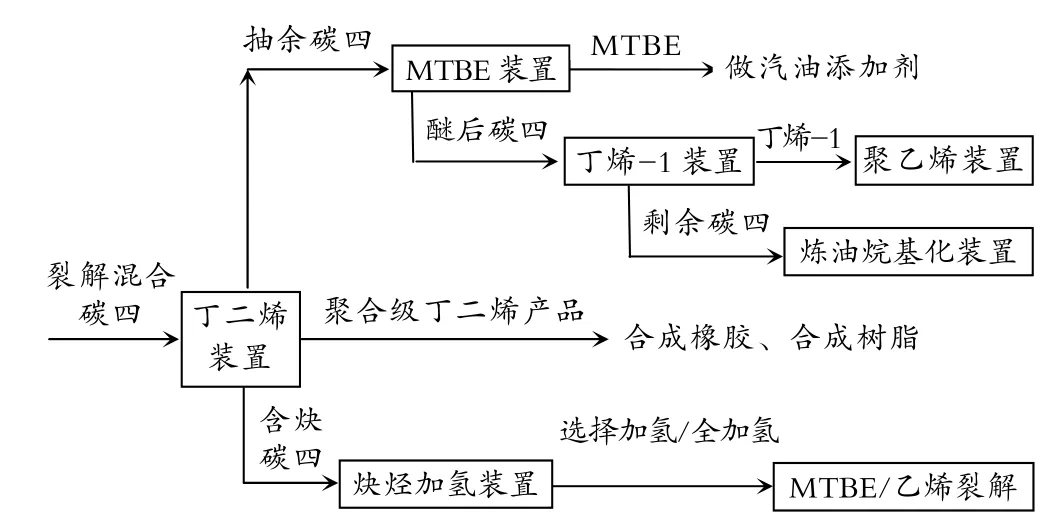
图1 传统的乙烯裂解混合碳四下游利用路
1.2 新兴的裂解碳四利用路线
近几年随着催化剂工艺技术的更新换代和资源利用的优化整合,兴起了许多碳四烃利用的新工艺。如异丁烯叠合加氢制异辛烷、乙烯与碳四烯烃转化制丙烯、碳四烯烃催化裂解制乙烯和丙烯等工艺,提高了碳四烃的经济价值。还有利用碳四烃制甲基丙烯酸甲酯(MMA)、正丁烯水合制甲乙酮、正丁烷氧化制顺酐再水合加氢制1,4-丁二醇,以及利用碳四烃制四氢呋喃和γ-丁内酯等精细化工工艺的成功开发和应用,使碳四烃的下游产业链逐渐丰富,综合利用率得到进一步提高。
2 丁二烯抽提装置副产抽余碳四现状及应对措施
据相关资料统计[1]43,2016年国内MTBE产能、产量和需求量分别为1 475×104t/a、859×104t/a和935×104t/a,其中丁二烯抽提装置副产抽余碳四路线的产量占总产量的14%,即131×104t/a。2016年生产MTBE消耗异丁烯约563×104t/a。到2020年,由于MTBE不再允许添加到乙醇汽油中,炼厂催化碳四和乙烯裂解工艺丁二烯抽提装置副产的抽余碳四去生产MTBE的装置不得不转型或停工。为抽余碳四寻找合适的利用路径,既要避免大量炼厂碳四的MTBE装置转型同质化而出现某一种产品产能集中爆发,又要防止碳四原料大量过剩,导致碳四资源的严重浪费,以期望裂解混合碳四资源能发挥更大的经济价值。表1为丁二烯抽提装置副产抽余碳四常见组分的组成范围。
从表中看出,抽余碳四中异丁烯含量在35%~45%左右、丁烯-1含量20%~30%左右。最经济的做法是先将异丁烯分离出来。传统路线中采用醚化生产MTBE或者水合制叔丁醇的工艺可有效除分离异丁烯。但由于乙醇汽油新政的出台,以及叔丁醇消费市场很小,抽余碳四的利用必须重新找到其他合理的路径。客观来说,这也给抽余碳四利用工艺的技术进步提供了难得的历史机遇。

表1 乙烯裂解原料丁二烯抽提装置副产抽余碳四组分表
2.1 改造已投产的MTBE装置
对于以抽余碳四为原料且已投产的 MTBE装置,可考虑改造MTBE装置,采用碳四间接烷基化工艺生产高辛烷值汽油;或在MTBE下游新建MTBE裂解装置,分离出高纯异丁烯,并配套生产聚异丁烯、丁基橡胶、MMA等。通过合理规划利用路线,对MTBE装置进行技术改造,生产产品转型,才能避免报废装置造成巨大损失。
2.2 规划阶段的抽余碳四的利用路径
对于目前仍处于规划阶段的项目,对抽余碳四有以下几种利用路径可以参考:
1)采用水合工艺制叔丁醇;
2)采用烯烃转化工艺(OCU)增产丙烯;
3)采用烯烃催化裂解工艺(OCC)增产乙烯、丙烯;
4)采用直接烷基化工艺,生产烷基化汽油。有炼化一体化条件的可以扩大炼油厂烷基化装置生产规模,增产烷基化汽油。
3 抽余碳四利用各技术路线分析
3.1 碳四间接烷基化制异辛烷工艺(又称异丁烯叠合工艺)
3.1.1 工艺发展简介
异丁烯叠合工艺最早始于20世纪30年代,具有原料易得、生产流程简单、产品辛烷值较高、生产过程环保性好等特点。由于磷酸-硅藻土作为催化剂活性低、寿命短和装卸困难等缺点,逐步被氢氟酸、硫酸等直接烷基化工艺所取代。在2000年左右,芬兰 Fortum Oy油气公司和美国凯洛格·布朗路特(KBR)公司首次联合开发新异丁烯叠合工艺,将MTBE装置进行改造,生产异辛烷,即后来的NExOCTANE工艺[2]。该工艺改造费用较低,且环保性好,已在芬兰工业化。美国UOP公司也推出了一种称为 InAlk的间接烷基化技术。国内的中国石油化工股份有限公司石油化工科学研究院(简称石科院)、上海石油化工研究院和齐鲁石化公司研究院在1990年后对异丁烯叠合工艺也进行了研究开发,并成功研发出了相应的催化剂。凯瑞环保科技公司自2008年起,针对乙醇汽油不允许添加含氧化合物的规定,开始了固体酸烷基化、间接烷基化技术和相关催化剂的研究,尤其在间接烷基化技术上取得了较大进展。通过对现有MTBE装置改造,采用外循环固定床,在树脂催化剂的催化作用下,生成异辛烯中间产物,经过加氢得到异辛烷产品。该技术目前正在河北石家庄炼化进行工业化应用,反应效果和条件能满足设计要求,长期运行的效果还待时间来验证。
3.1.2 工艺原理及利用路线分析
抽余碳四中的异丁烯首先吸附在催化剂活性中心发生解离,形成一个C+离子,然后与其他烯烃分子结合,形成一个较重的C+离子,再继续结合形成更重的离子,也可以控制其脱去一个质子,就可生成异辛烯(DIB)。异辛烯再经过加氢,即得到异辛烷。
利用现有的MTBE装置,新增一台加氢反应器,更换相应的叠合反应树脂催化剂,反应的操作条件与合成MTBE条件相近。可以依据原料碳四不同采用合适的加氢催化剂,使叠合烯烃高转化率地生成烷烃。在反应过程中为了抑制叠合的程度,必须要加入适量的抑制剂,防止异丁烯深度叠合成三聚物和高聚物等,减少副反应,进一步延长树脂催化剂的使用周期。就目前而言,依托现有装置对流程和管线稍作改动即可实现工艺要求,不需要很大的投资。生产异辛烷的方案从经济性、可行性和技术风险上考虑,都是比较理想的选择方案。重要的是产品异辛烷是汽油的良好组分,市场销售前景良好,可以有效避免产品路线同质化的风险。
3.2 MTBE裂解制异丁烯工艺
3.2.1 工艺发展简介
MTBE裂解制异丁烯工艺是20世纪70年代末期研发成功的一种生产异丁烯的重要方法。和其他方法相比,该技术对设备无腐蚀,对环境污染小,工艺流程合理,操作条件缓和,能耗低,产品异丁烯纯度高,还可以根据市场需求生产不同纯度异丁烯产品,适应性好。
国外 MTBE裂解制异丁烯有 Shell、BASF、Snamprogetti、CDTech、IFP等公司为代表的专利技术。国内有中国石化集团北京燕山石油化工有限公司研究院、华东理工大学、中石油吉林石化分公司研究院、中国石油化工股份有限公司抚顺石油化工研究院等都自主开发了MTBE裂解制异丁烯技术[3]。2016年国内高纯度异丁烯产能约72.6×104t/a,其中MTBE裂解方式产能占81%,少量为叔丁醇脱水法生产[1]43。
3.2.2 工艺原理及利用路线分析
MTBE产品首先经过一个粗精馏系统脱除重组分等杂质,进入反应器,在裂解催化剂的作用下催化裂解为异丁烯和甲醇。利用甲醇溶水不溶碳四的特点,经过水洗分离出碳四后,甲醇水溶液再进入甲醇回收塔分离精制后,甲醇重新被循环利用。不含甲醇的异丁烯组分经过压缩、冷凝、精馏等工序,分离出MTBE和二聚物等重组分、二甲醚和水等轻组分,最终得到高纯度的异丁烯产品。
目前受聚异丁烯、丁基橡胶、MMA、异戊二烯/异戊橡胶等产品需求的限制,异丁烯需求量供大于求,市场前景并不乐观。因此若采用此方案,必须考虑避免下游配套的产品与其他同类装置的同质化竞争。企业应立足研发,开发出适合自身特点的异丁烯下游产品,才能获取较好的经济效益。
3.3 碳四水合制叔丁醇工艺
3.3.1 工艺发展简介
碳四水合制叔丁醇工艺是异丁烯在离子交换树脂催化剂的作用下与水发生合成反应生成叔丁醇。叔丁醇的合成技术主要有异丁烯硫酸水合法(工艺较老,环境污染大已被淘汰)、树脂催化剂水合法和杂多酸水合法。20世纪 70年代由兰州化工研究院研发的异丁烯并流水合工艺因其异丁烯单程转化率较低(仅50%左右)被逐渐淘汰。异丁烯水合反应本身是可逆反应,异丁烯转化率受化学反应平衡和反应条件等制约,故转化率比较低。目前比较成熟的异丁烯水合制叔丁醇工艺是以高浓度杂多酸水溶液为催化剂。由于反应条件比较温和,催化剂使用周期长,反应活性相对更高,因此成为水合制叔丁醇工艺的发展方向[4]。但该工艺的热稳定性和工艺的选择性还不是很成熟,还有很大的发展进步空间。
3.3.2 叔丁醇简介及利用路线分析
叔丁醇的沸点较低,是一种优良的有机溶剂,也是精细化工、有机合成工业的重要原料。叔丁醇的市场价格维持在3 000~6 000元/吨左右,市场消费能力非常有限,国内装置规模都比较小,经济效益不高。因此抽余碳四无论是水合制叔丁醇还是进一步脱水制高纯度异丁烯都存在和MTBE同质化的问题,最终导致叔丁醇或者异丁烯产量暴增,消费市场饱和而失去经济价值。抽余碳四水合制叔丁醇的工艺相比醚化制MTBE工艺并无明显的投资、能耗、运行成本或环保优势,应慎重选择此工艺路线。
3.4 碳四烯烃转化(OCU)制丙烯工艺
3.4.1 工艺发展简介
碳四烯烃转化是利用抽余碳四馏分中的丁烯-2在催化剂的作用下与乙烯易位反应制取丙烯的工艺。国外主要有美国PHILLIPS公司开发的OTC工艺,IFP公司开发的 Meta-4工艺,德国 BASF的OCT工艺等。国内有中科院大连化学物理研究所开发的乙烯与丁烯歧化制丙烯工艺等。目前实现工业化最具代表性的是LUMMS公司的OCT工艺[5]。
3.4.2 工艺特点及利用路线分析
碳四烯烃转化是在过渡金属化合物催化剂的条件下,乙烯和丁烯发生烯烃易位转化生产丙烯的工艺。当乙烯与丁烯-2反应时,可一次得到两个分子的丙烯,从而实现了利用乙烯和丁烯来增产丙烯的过程。当此工艺与蒸汽裂解制乙烯结合,即可将丙烯/乙烯比由传统工艺的0.6提高到1.0~1.25。2009年这一工艺技术在上海赛科石化公司的90×104t/a乙烯装置首次实现国内应用,其烯烃转化装置采用德国BASF的OCT工艺,可增产丙烯16×104t/a。其生产过程中部分的裂解混合碳四和丁二烯装置来的抽余碳四混合后,进入选择性加氢第一反应器,绝大部分的丁二烯被加氢生成丁烯-1和一些丁烷。同时催化剂也将一部分丁烯-1异构化成丁烯-2。经过脱异丁烯单元脱除异丁烯后,丁烯与乙烯一起进入歧化反应器,生成丙烯,经过精制和脱除副产物,最终得到高纯度丙烯。
因抽余碳四组分中含有40%左右的异丁烯,在催化剂作用下不能参与歧化反应,目前国内外开发的几种歧化工艺中,抽余碳四需先选择加氢脱除二烯烃和炔烃,再经过催化精馏将丁烯-1异构化为2-丁烯后与异丁烯分离,在催化精馏塔顶脱除异丁烯。此工艺流程复杂,需要多个反应系统和精制系统,同时还要配套压缩机、加热炉等,装置投资很大。另外碳四烯烃转化工艺需消耗一定量的乙烯,导致该工艺生产丙烯的物耗、能耗较高。在建设规模达到百万吨级乙烯的装置时,出于平衡乙烯和丙烯的产量需要,可以配套建设OCT装置。
3.5 碳四烯烃催化裂解制乙烯、丙烯(OCC)工艺
3.5.1 工艺发展简介
碳四烯烃催化裂解工艺是将裂解副产品碳四、碳五物流及轻裂解汽油在催化剂的作用下通过催化裂解反应,将碳四馏分中的丁烯-1、异丁烯、2-丁烯等选择性的催化裂解为丙烯和乙烯的技术。按反应器的结构不同分为两类:一是固定床工艺,国外主要包括 Lurgi公司的 Propylur工艺和 UOP公司的ATOFINA/UOPKBR工艺等。国内有上海石油化工研究院自主开发的OCC工艺。另一种是流化床工艺,国外主要包括 ARCO化学公司的 Superflex工艺、Mobil公司的 MOI工艺[6]。
3.5.2 工艺特点及利用路线分析
碳四烯烃催化裂解过程很复杂,主要通过先聚合再裂解的机理进行,同时还会发生一系列包括异构化、歧化、环化、叠合、烷基化、氢转移、缩合等并行反应。由此可知,碳四烯烃催化裂解的产物也很复杂,包含有大量不同碳数的烯烃、烷烃和芳烃等。因此,催化剂的高选择性就非常重要,同时如何选择最佳的反应条件来减少副反应亦成为工艺的关键所在。如何提高目的产物丙烯及乙烯的选择性也就成为装置的难点和关键点。目前国内外碳四烯烃催化裂解的几种工艺中,均需要对原料进行预处理,要对二烯烃和炔烃进行选择性加氢,以减少结碳,操作温度一般在500 ℃左右。国内多家单位也在烯烃催化裂解制丙烯方面进行研究,比如北京化工研究院和大连物化所就有相关催化剂的研究。
催化裂解技术适用的原料广泛,原料可以是混合碳四、抽余碳四、碳五、FCCA汽油和焦化汽油等,但相关催化剂积碳失活快,稳定性和寿命问题是制约其工业化推广应用的主要问题。相关催化裂解技术的最佳工艺和更可靠的催化剂还需要进一步的研究。
3.6 直接烷基化工艺
3.6.1 工艺发展简介
直接烷基化技术最早出现在二战期间,是为解决高辛烷值航空汽油的供应而诞生的一项清洁汽油炼制工艺。自1938年第一套烷基化装置工业化投产至今80年间,烷基化技术得到了快速的发展,到目前已有十多种技术路线;同时传统的氢氟酸、硫酸工艺和配套的废酸处理技术也得到了持续的改进。全球拥有烷基化技术的专利商很多,如鲁姆斯、UOP、杜邦和KBR等。除了传统的硫酸和氢氟酸烷基化外,近些年离子液烷基化和固体酸烷基化技术也日渐成熟并走向了工业应用。
国外相关研究机构在固体酸烷基化技术上起步较早,目前比较知名的有 ABB Lummus/Akzo Nbel公司的AlkyClean工艺、UOP公司的AlkyClean工艺、Haldor Topsoe公司的FBA技术Lurgi公司的Eurofuel技术[7]和 KBR公司的K-SAAT固体酸烷基化技术等。石科院和石油大学研发的固体酸和离子液烷基化技术研发和工业应用也取得了不错的成绩。由石科院和北京燕山石化共同研发的 ZCA-1固体酸烷基化催化剂及相关技术已进行工业试验,技术也已通过了中国石化的技术鉴定。目前仍然存在的问题是固体酸催化剂失活速度较快,需要进一步优化工艺,提高工艺的先进性。
3.6.2 工艺特点及利用路线分析
抽余碳四烷基化以丁烯(包括丁烯-1、丁烯-2、异丁烯等)和异丁烷为主要原料,在强酸催化剂的作用下烯烃双键发生断裂,与异丁烷结合生成异构烷烃混合物(即烷基化油),其主要成分是异辛烷。在传统的硫酸法烷基化工艺中,丁烯-1在强酸作用下首先异构化生成丁烯-2,再与异丁烷发生烷基化反应生成异辛烷。在反应过程中,还包含有裂化反应、叠合反应、异构化反应等,最终产生各种其他副产物(酸渣和酸油等)。
传统的硫酸和氢氟酸工艺因废酸排放和环境污染问题而受到多方面制约,发展环保型烷基化工艺成为近期国内外研究的热点。目前,固体酸法和离子液烷基化法工艺技术已日渐成熟,逐步实现了工业化。特别是固体酸烷基化工艺因具有良好的成本优势,同时在安全环保方面存在很大优势,是未来碳四烯烃烷基化工艺的发展方向[8]。
烷基化工艺技术几十年来经历了很大的发展,无论是操作条件、反应部分和精馏部分都有较大改变,工艺已经十分成熟。烷基化油的辛烷值高、RON与MON辛烷值的差值小,兼具挥发性低、不含烯烃芳烃和硫含量低等优点,作为汽油的调和组分油,可以有效地稀释降低汽油中烯烃、芳烃、硫等含量,同时还能提高汽油的辛烷值和抗爆性能。因此能很好地适应我国不断提升汽油标准的发展趋势。将抽余碳四直接烷基化生产烷基化汽油是一种简易可行的工艺利用路线,并具有不错的市场前景,也可以避免和其他工艺利用产品同质化而造成的路线冲突问题。
4 结论
本文重点分析了在乙醇汽油新政即将推出的新形势下,企业如何立足于自身状况,破解MTBE面临禁用的困境。对已建成运转的MTBE装置,建议对装置进行简单改造,采用异丁烯叠合的间接烷基化工艺生产异辛烷;或者新建MTBE裂解装置生产高纯度的异丁烯。对处于前期规划的炼化项目,建议采取抽余碳四烯烃转化生产丙烯或者抽余碳四烯烃催化裂解生产乙烯、丙烯的工艺路线,避免陷入异丁烯产业链的同质化竞争;在炼化一体化项目规划时,可考虑将抽余碳四直接送至炼油厂烷基化装置去生产烷基化汽油等简单易行的方案,为提高混合碳四烃的综合利用价值提供了参考意见。