中间轴机加工工艺分析
2019-01-16朱达新
□ 朱达新
1.江阴中等专业学校 江苏无锡 214400
2.北京理工大学 机械与车辆学院 北京 100081
1 问题概述
中间轴位于主柴油机曲轴和螺旋桨轴之间,起传递主机功率至艉轴螺旋桨的作用,是船舶动力装置轴系的重要部件之一[1]。某57000DWT散货轮的中间轴质量达8 t,长度为6 346 mm,小端法兰外径为780 mm,大端法兰外径为900 mm,两法兰平面要求平面度在0.05 mm以内。中间轴轴承档mm处的圆度、圆柱度、跳动量均要求在0.03 mm以内。针对如此高的要求,通过分析加工工艺,采用一夹一顶的加工方法,以增强中间轴的刚性。通过反复调头和合理选用切削用量等方法来保证加工的技术要求。在精车好一段并调头时,应用φ25 mm紫铜棒垫在已加工表面,保证中间轴的自由度,达到两法兰平面的平面度要求。
2 技术要求与特点
中间轴加工技术要求如图1所示。由图1可以看出,中间轴轴承档的长度为700 mm,φmm轴承档部位的跳动量和两法兰平面的平面度加工要求比较高,此外,D处的三个圆弧连接要求光滑过渡。
3 机加工工艺过程
中间轴的材料牌号为合金结构钢,毛坯种类为锻件,采用C61160×8 000 mm普通车床,其机加工工艺过程[2-4]如下。
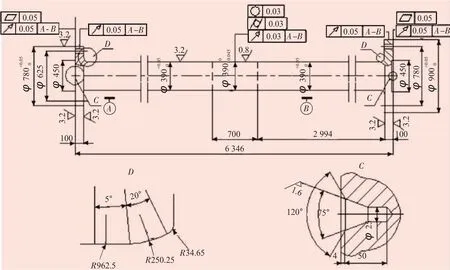
图1 中间轴加工示意图
3.1 粗车
夹住大端法兰,尾架端用四爪卡盘夹小法兰端,校正工件,车出中心架支撑点。用中心架托住工件,拆下尾架端四爪卡盘。车小法兰端平面,打深50 mm、φ25 mm中心孔,车 75°及 120°保护锥,并车出深6 mm、φ450 mm平面内台阶。
车小法兰端外径至宽106 mm、φ786 mm,并确保另一端法兰宽106 mm后总长不小于6 350 mm。轴颈外径各档均放直径余量5 mm。
工件下车检验符合要求后,调头上车,夹牢已加工表面φ786 mm外径。以粗车时的方法校正,中心架托住工件,车削大平面并车出深6 mm、φ450 mm内台阶。打深50 mm、φ25 mm中心孔,车75°及120°保护锥。
用尾架顶住工件,拆除中心架,车φ906 mm外径,D放大处的圆弧粗车成形。工件下车,需进行自然时效处理,时效处理一般不短于120 h。
3.2 半精车
工件上车,采用一夹一顶的方法,半精车模板成形,表面粗糙度Ra均为6.3 μm。工件调头,重新装夹后车宽104 mm、φ783 mm法兰,总长为6 348 mm。
工件下车后,为消除内应力,需进行自然时效处理,时效处理一般不短于72 h。
3.3 精车
继续用一夹一顶的方法加工。夹头脚处垫φ25 mm紫铜棒。除轴承档φ390 mm处留0.15 mm余量作抛光用外,其余均加工到图纸要求尺寸。D放处大的圆弧用模板和百分表操作,来保证圆弧正确度,表面粗糙度用抛光来实现。φmm处抛光到要求尺寸,表面粗糙度Ra为0.8 μm。按图纸要求检验外径、长度、跳动量等,用磁粉探伤工件的各应力集中处圆弧角部位。
4 机加工工艺分析
以下对中间轴机加工工艺进行分析[5-6]。
(1)为消除粗车、半精车后产生的内应力,保证工件的形状精度,工艺过程中安排了两次自然时效处理。
(2)为保证轴的精度,在工艺过程中安排了粗车、半精车、精车,通过这些工序,逐步消除圆度误差及两平面的平面度误差。
(3)粗车到精车均采用一夹一顶的加工方法,用于提高工件的刚性。精车好一端调头时,垫φ25 mm紫铜棒,以保证工件的自由度。校正控制已加工好的外径公差在0.03 mm以内,以确保两平面的平面度及mm处的跳动量。
(4)精车时要修正中心孔,以达到工件的圆度及两平面的平面度要求。
5 圆弧连接加工难点
由 D放大处可知 R34.65 mm、R250.25 mm、R962.5 mm轴颈和法兰平面过渡处是应力集中处。三圆弧连接目的是增强工件的抗扭力,因此三圆弧连接的加工非常重要[7-9]。由于在C61160×8 000 mm普通车床上加工三圆弧连接有较多困难,因此一般都在数控车床上完成加工。对现有设备进行分析后,确认加工R250.25 mm、R962.5 mm不用接刀,采用工艺装备一次成形的加工方法,工艺装备如图2所示。
先加工R34.65 mm,后用模板精车一次成形R250.25 mm、R962.5 mm。操作过程为百分表与小拖板固定,模板夹具安装在尾架上,百分表头触及模板圆弧处。车刀车削圆弧时,用大拖板自动走刀,小拖板手动,使百分表数值保持在0.02~0.03 mm内。精车好后用抛光方法来提高表面粗糙度,取得了较好的效果。
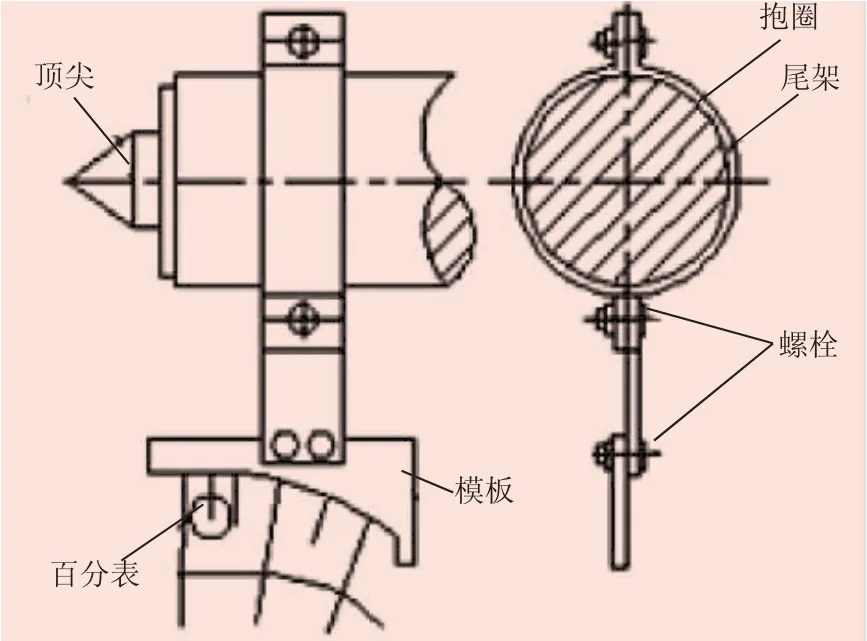
图2 工艺装备
6 检验
7 结束语
笔者详细介绍了在C61160×8 000 mm车床上加工57 000 DWT散货轮中间轴的过程。基于现有设备,采用专用工艺装备设计了一套模板和百分表相结合的操作方法,解决了三圆弧连接光滑过渡的问题。为消除工件的内应力,在粗、精加工之间安排两次自然时效处理工艺,通过一系列工艺改进,保证了加工精度。
