线束自动包胶机控制系统设计
2019-01-08孙黎明张立文陈兴文
孙黎明 张立文 陈兴文

摘要:汽车线束制造行业是一个传统的劳动密集型产业,我国在线束行业起步比较晚,很多基本操作(比如包胶、布线、插线等)均需要由人工来完成。尤其是线束包胶这一关键步骤都是处于人工包胶,不仅效率低下并且极易出错,因此很多产业相关人员都在想办法改进,看能否使用机器提高效率减少失误。为了解决这一问题,本文设计了一种利用PC机来连接控制系统并与串口通信相结合的线束自动包胶机,不但实现了线束包胶过程的自动化,并且保证了线束包胶的质量。并且进一步经由实践证明,此线束自动包胶机完全可以达到生产工艺的需求,实现预期目标。
关键词:线束包胶;自动化;控制系统
中图分类号:U468 文献标识码:A 文章编号:1007-9416(2019)10-0012-03
0 引言
如今各个行业使用电气化设备的比率日益增加,这些设备均少不了要使用大量的线束,这使得线束的需求快速增长,并急需线束加工型的企业进行转型升级来提高产量。当前,我国的绝大部分企业都是采用人工的方法来进行线束包胶这一工作,这样的生产方式远远无法满足目前急剧增长的线束使用需求。对此,本文设计了一种可以将汽车线束包胶这一工艺进行自动化的控制系统,对线束加工中的包胶工艺自动化发展起到促进作用。
对线束包胶的过程分析,借鉴了前人的科研经验,结合目前的控制技术提出了技术方案。本文设计得线束自动包胶机的控制电路通过USB和电脑相连,将包胶过程中的相关参数实时的显示在电脑上,方便管理人员对现场操作的监控和对一些包胶参数的储存,不仅可以保证自动包胶机设备工作在最佳状态,还可以保证包胶的运行速率。
1 线束自动包胶机的技术方案
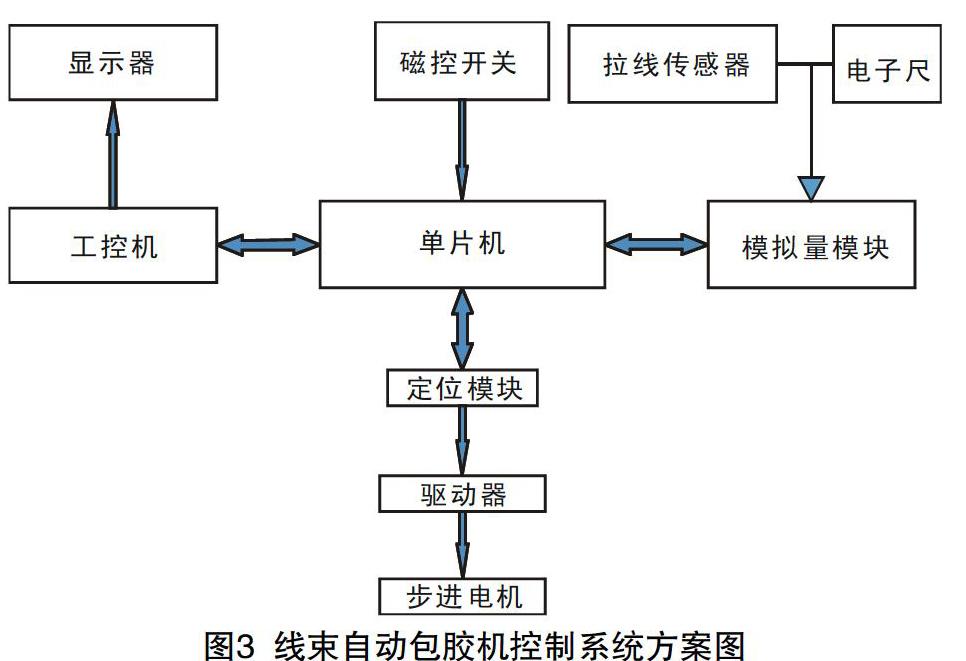
本设备需要使用PC机连接控制系统运用串口通信实现对包胶机的控制[1]。系统需要模拟量控制模块、定位控制模块,其中的模拟量控制模块可以采集拉线传感器和电子尺所检测得到的模拟信号,进一步再将所得信号转换成数值,再传输给单片机单元;单片机需要定位模块来控制步进电机。单片机将其串口通信状态和所采集的数据一同传输给PC机,PC机用于监控状态,并发送相应的控制指令。
2 系统硬件控制电路设计
2.1 硬件电路组成
本设备包括单片机最小系统电路、PL2303电路、串口调试电路、电压输入电路、开关电源降压电路、变压电路、触摸屏通信电路、伺服电机控制电路、开关电路、信号指示灯电路、电源指示灯电路、下载接口电路、蜂鸣器电路以及滤波电路。
2.2 单片机控制电路设计方案
为满足系统的控制要求,控制系统选取STC15F2K60S2单片机来对系统电路进行控制[2],其管脚排列如图1所示。
2.2.1 STC15F2K60S2单片机简介
STC15F2K60S2主要集成了以下资源:
增强型8051内核,单时钟机器周期,速度比传统8051内核单片机快8至12倍;
60KB FLASH程序存储器;1KB数据FLASH;2048字节的SARM;
3个16位可自动重装载的定时/计数器(T0、T1、T2);
可编程时钟输出功能;
至多42根I/O口线;
2个全双工异步串行口(UART);
1个高速同步通信端口(SPI);
8通道10位ADC;
3通道PWM/可编程计数器阵列/捕获/比较单元;
内部高可靠上电复位电路和硬件看门狗;
内部集成高精度R/C时钟,常温工作时,可以省去外部晶振电路。
并且,STC15F2K60S2内部资源包括:中央处理器(CPU)、程序存储器(Flash)、数据存储器(RAM)、数据Flash存储器、定时/计数器、I/O接口、通用异步串行通信接口(UART)、中断系统、SPI接口、高速A/D转换模块、PWM(或捕获/比较单元)、看门狗电路、电源监控、片内RC振荡器等模块,几乎包含了数据采集和控制中所需要的所有单元模块。
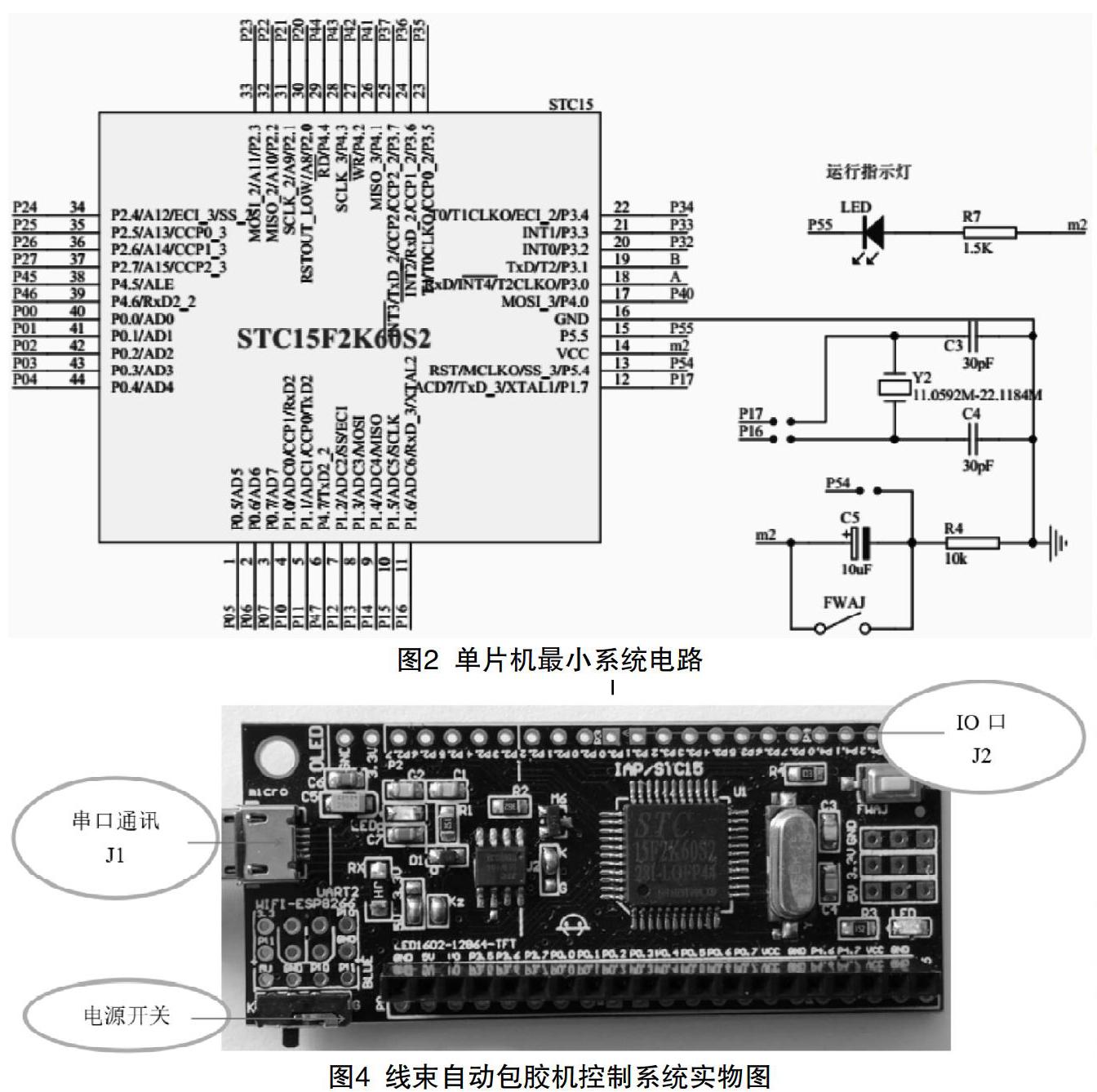
2.2.2 单片机最小系统电路
单片机最小系统电路包括控制芯片、电阻R1、电阻R2、电容C1、电容C2、电容C3、晶振Y1,最小系统电路如图2所示;控制芯片的电源管脚接3.3V外部电源;控制芯片的接地管脚接地;控制芯片的复位管脚接电阻R1、电容C1的一端,电阻R1的另一端届3.3V外部电源,电容C1的另一端接地;控制芯片的晶振管脚接电阻R2、晶振Y1、电容C2的另一端,控制芯片的晶振管脚同时与电容C3的一端,电阻R2、晶振Y1的另一端相连接,电容C2、电容C3的另一端接地。
3 控制系统的总体设计
3.1 信号的输入与输出
线束自动包胶机控制系统方案图如图3。控制系统的实物图如图4所示。通过通信串口J1接受PC机指令实现对包胶机的控制,从J2输出脉冲到功率级,驱动电机带动设备转动。控制系统以5V直流供电[1]。
控制系统的输入信号:
急停开关:用来应对紧急突发情况,将电源快速断开,停止设备运行。
启动开关:用于启动设备运行。
限位开关:进行工作范围限定,防止电机在运行时越过界限。
計数开关:直流电机每转一周就会反馈一个信号传输给单片机,由单片机记录所转圈数。
调速开关:用于调节转速,可加速可减速,10——50转/秒。
调圈数开关:用于调节圈数,可加圈数可减圈数,2——20圈。
控制系统的输出信号:
报警器控制:应用在指示系统的运行状态之中,在故障时会连续地闪烁同时发出报警。
方位选择控制:根据工作需要,可以实现0到270度方向的选择。
