Cr12钢与YG8硬质合金焊接接头组织及性能研究
2019-01-08罗云萌马涛曹峻
罗云萌,马涛,曹峻
(1. 陕西铁路工程职业技术学院,陕西 渭南714000; 2. 如东县科学技术局,江苏 如东 226400)
0 引言
YG8硬质合金是一种硬度相对于陶瓷、金刚石等略低,但比高速钢要高得多,而韧性相对于高速钢略低,但比陶瓷、金刚石及立方氮化硼好得多的一种组合材料。其使用粉末冶金方式生产,由难熔金属化合物与粘结金属所构成[1],硬质合金具有高硬度、高强度、耐磨性、耐高温、抗腐蚀、抗氧化和膨胀系数小等一系列优点。硬质合金在刀具行业具有不可替代的地位。当今已普遍应用于制造各类硬质刀具、开挖采掘、石油钻井、地质勘测等方面,以及各种模具、量具和耐磨损机械零件[2]。绝大多数硬质合金在实际使用中均作为镶嵌件,通过钎焊的方式固定在用工具钢等高强钢制造的工具的工作部位,由工具钢来承受冲击载荷,充分运用硬质合金和钢的各自的优点,大大削减材料成本、构件,使用技能和寿命大大提升。本文选用抗磨性能较高的Cr12钢作为与硬质合金钎焊连接的钢基体;采用CuMnCo钎料,研究真空钎焊时钎缝宽度对接头组织与性能的影响。通过弯曲试验,并结合显微分析手段,分析钎缝产物和钎焊接头形成的机理,得出最佳钎缝宽度。
1 试验条件及方法
1.1 工艺参数
为了防止在钎焊加热途中硬质合金及基体金属被氧化,同时为了避免母材中某些合金元素的挥发而降低材料性能,真空度选择不宜过高,一般为5×10-2Pa以上[3]。本文选用CuMnCo钎料,要求真空度同样不宜过高,以避免钎料组分过多的挥发。结合所使用钎焊设备、母材和钎料的特性,确定钎焊工艺的冷态真空度在7×10-3Pa以上,热态真空度在5×10-2Pa以上。加热的速度确定在11 ℃/min。
1.2 试验方法
测量在最佳钎焊温度1 070 ℃下不同钎焊钎缝宽度(0.05mm,0.10mm,0.20mm、0.30mm和0.40mm)时焊接的钎焊接头抗弯强度,以分析钎焊间隙对接头性能的影响,确定最佳的钎缝宽度。
a) 钎焊接头设计
结合三点弯曲试验的特点,采用对接的钎焊接头形式,硬质合金放在Cr12钢上,中间为CuMnCo钎料,并用Mo丝控制钎缝的宽度。
b) 三点弯曲试验
参照GB-T14452-93标准A型试样,将钎焊后试样线切割为长约34mm、宽5±0.25mm、高5±0.25mm的条状小试样进行三点弯曲试验,测定钎焊接头的抗弯强度。
c) 钎缝组织的金相分析
真空钎焊试验完成后获得的接头经磨床加工及线切割,制备金相试样。钎焊接头的金相制备过程如下:
1)在涂有W3.5金刚石研磨膏的铸铁上将焊件试样接头部位磨平,分别采用W3.5及W1.5的金刚石研磨膏将试样在抛光机上抛光,以抛光面上无明显划痕为宜。
2)采用预先配制NaOH10g-50mLH2O溶液与K3Fe(CN)610g-50mLH2O按1:1比例混合使用,金相试样腐蚀的时间为60s。
3)Cr12钢侧金相试样采用3%的硝酸酒精溶液腐蚀至钢侧颜色泛黄即可。
4)焊缝组织试样则选用FeCl35g-HCl15mL-H2O100mL溶液腐蚀15s左右。
2 实验结果
2.1 接头的三点弯曲试验结果
表1为不同钎缝宽度对钎焊接头抗弯强度及断口部位的影响。
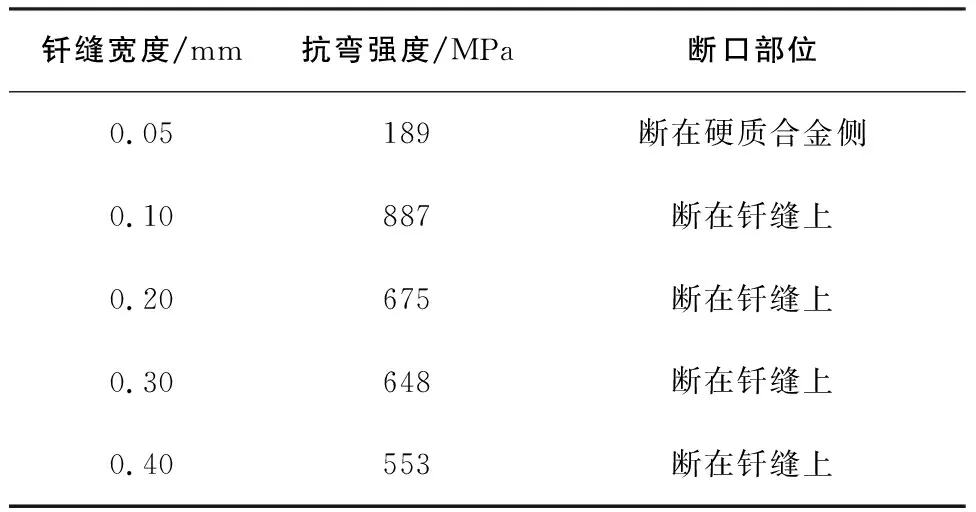
表1 不同钎缝宽度对钎焊接头抗弯强度及断口部位的影响
如表1所示,在0.10mm钎缝宽度条件下,钎焊接头具有最高的抗弯强度。
2.2 钎缝界面区微区超景深扫描
图1(a)-图1(e)为各钎缝宽度下接头两个界面区显微组织金相照片,左侧是钢侧,右侧是硬质合金侧。
由图1可以很明显看出,硬质合金与钢两侧界面区内有一定的反应产物形成。当间隙为0.05mm时反应产物贯穿了整个焊缝,随着接头间隙的增大,反应产物越来越不明显。因此,对界面区内产物及钎缝中心区的元素构成进行分析有助于确定界面区产物的类型及钎焊接头形成机理。
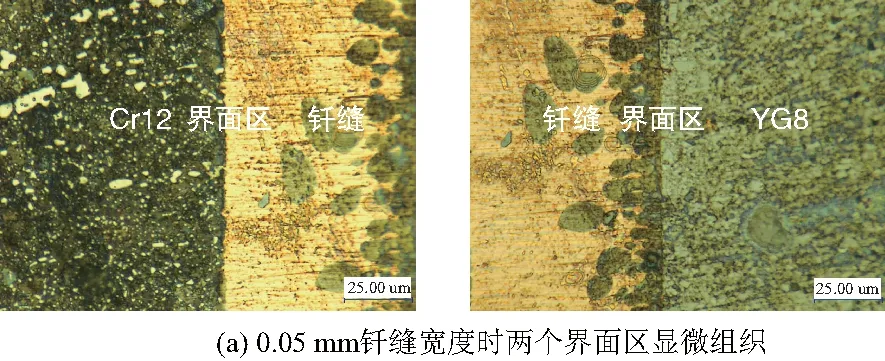
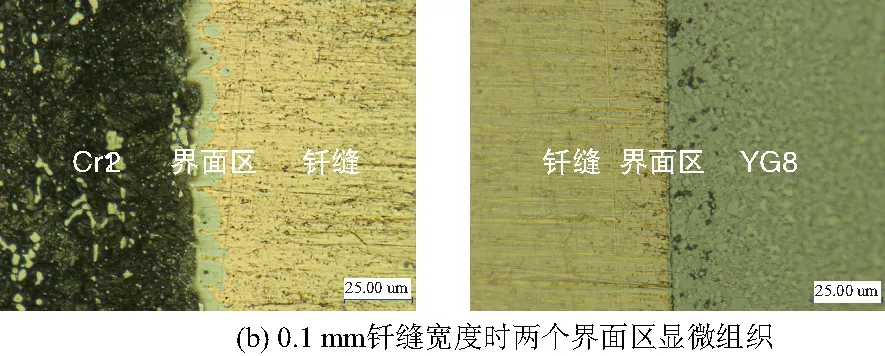
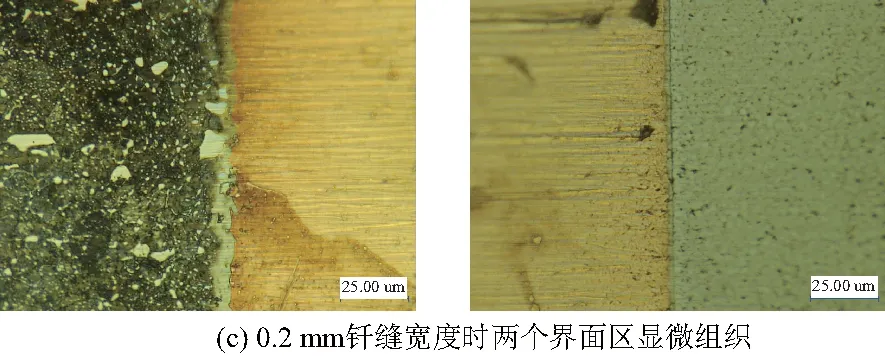
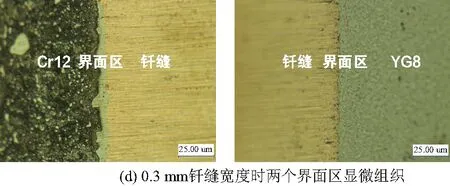
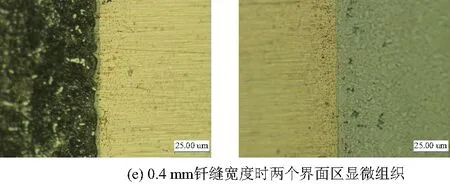
图1 各钎缝宽度接头界面区显微组织
2.3 钎焊接头元素能谱分析
表2为Cr12钢侧区域主要质量分数。
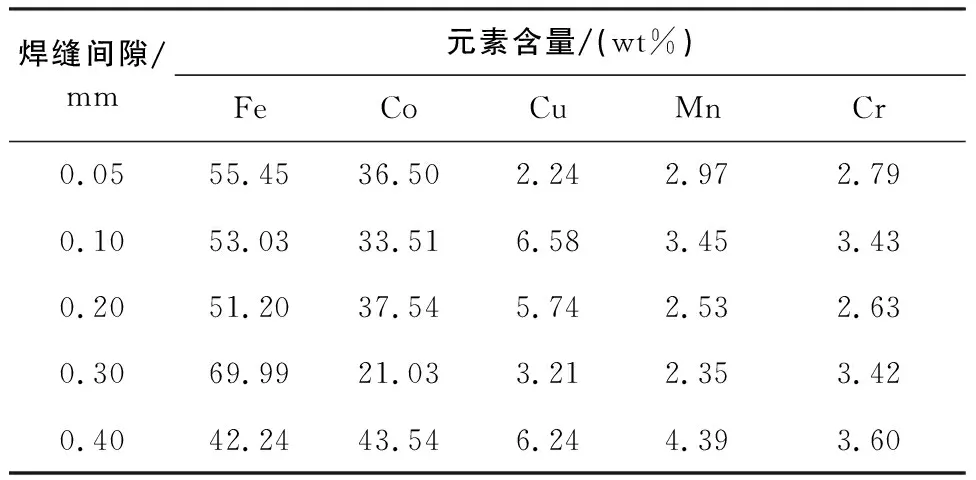
表2 各钎焊宽度钎缝显微组织中Cr12侧主要质量分数
由表2所知,这一侧析出了大量的Fe-Co相固溶体,提高了焊缝的冶金性能。
表3为各钎焊温度下YG8硬质合金侧界面区反应产物的主要质量分数。
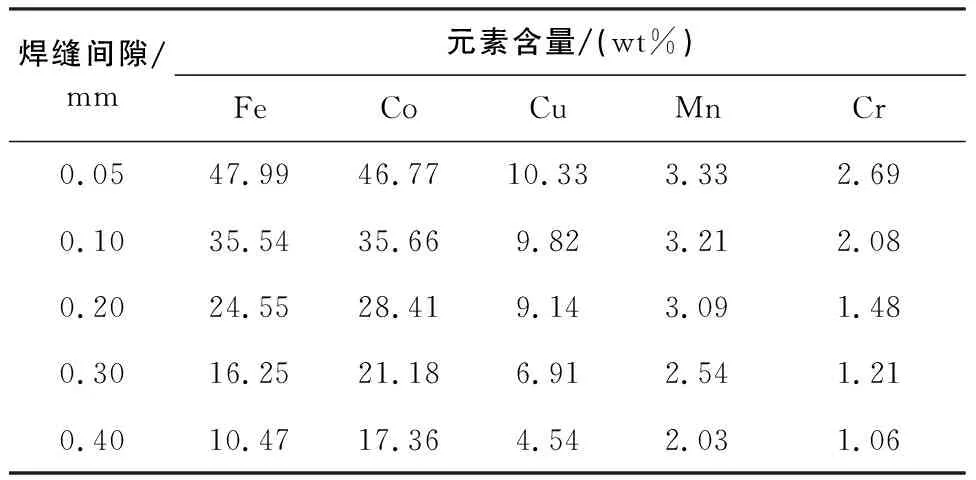
表3 各钎宽度度钎缝显微组织中YG8侧主要质量分数
由表3所知随着焊缝间隙的变大,Fe元素和Co元素的含量明显降低,因此Fe和Co元素的扩散明显减小,析出的Fe-Co相固溶体也减少,焊缝的冶金性能也随之降低。
表4为各温度下钎缝组织中心区主要质量分数。
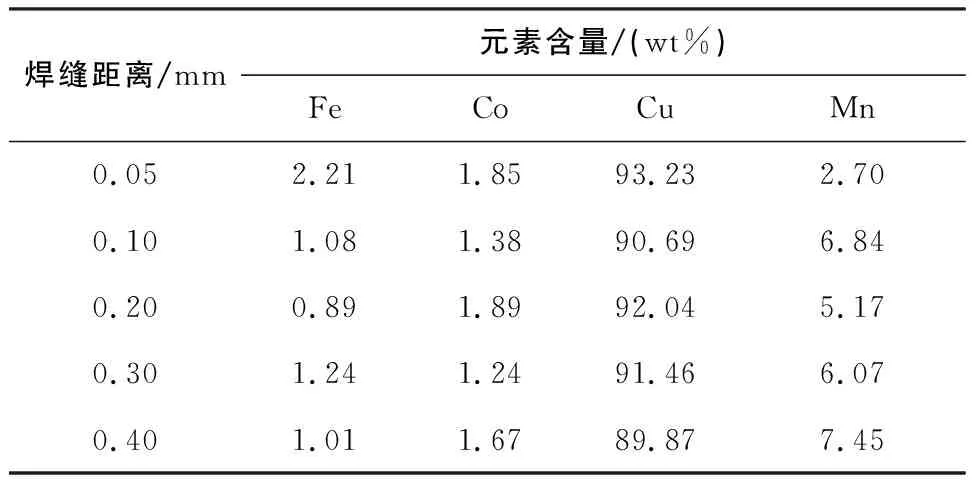
表4 各钎焊宽度钎缝显微组织中焊缝区主要质量分数
从表4中可以看钎缝组织中心区主要合金元素是6%左右的Mn,主要元素是含量92%左右的Cu,形成均匀的Cu-Mn基固溶体组织,具有良好的塑性,能有效释放硬质合金侧的焊接接头残余应力。
3 结语
当钎缝宽度逐渐增大时,析出的Fe-Co相固溶体也随之减少,并且只在钎料的界面区形成,冶金结合能力较好,残余应力也逐渐得到更好的释放。但钎缝宽度过大时,由于Fe和Co元素需要长程扩散才能形成Fe-Co相固溶体,因此固溶体的量较少,冶金结合能力也较弱,焊件在受压时,容易在钎缝处断裂。最后确定Cr12钢和YG8硬质合金的真空钎焊最佳参数为:采用CuMnCo钎料,在1 070 ℃温度下,钎缝宽度控制在0.1mm,所得到的焊件抗弯强度最高,组织性能最好。
