创新型催化配方助力提升超低SHR苯乙烯单体生产效率
2019-01-07KazuhikoShinyama
Kazuhiko Shinyama
采用超低蒸汽/烃比的(SHR)苯乙烯单体生产工艺可大幅降低蒸汽消耗带来的高昂成本,但是苯乙烯催化剂的高活性和高选择性不可兼得等问题始终限制着生产效率,全新的科莱恩高性能苯乙烯催化剂可完美突破这一瓶颈。
超低SHR的机遇和挑战
以乙苯为原料生产苯乙烯单体需要超高温蒸汽作为能量来源和促进脱氢催化剂的反应。蒸汽的消耗量是生产成本中的最大影响因素,因此优化流程设计一直是工程师煞费苦心的环节。自20世纪50年代起,业内常规的新厂设计蒸汽/烃比值(SHR)已从重量比2.5降低到1.0。在当前的SHR处理条件下,也就是所定义的超低SHR,所需的蒸汽量将大幅降低,从而显著提升能源效率。
然而,降低SHR是一个复杂的过程。乙苯经脱氢制苯乙烯是一个吸热平衡反应,产物中的摩尔数上升。因此,高温、低压、高蒸汽比的反应环境更有利于反应的正向进行。蒸汽不仅有助于推移平衡点向产物方向移动,而且还能防止过度焦化和催化剂的过度还原。如果SHR较低,则相应地导致转化率降低。让超低SHR得以实现且创造价值的唯一方法便是创新流程技术并使用高活性和高选择性兼得的催化剂。
高活性与高选择性之间的取舍
在相同作业温度下,更高的催化剂活性能够提升苯乙烯单体的产量。高选择性则能生成更高比例的苯乙烯单体,降低副产物的生成,如苯和甲苯等。当前可用的苯乙烯单体催化剂只能在高活性和高选择性之间二选一。这是因为在超低SHR作业条件下,催化剂活性的上升通常会导致选择性下降。
合二为一的催化剂
在科莱恩日本富山(Toyama)的研发团队的努力下,通过对大量催化剂配方的深度研发和对比测试,一种新型乙苯脱氢催化剂终于诞生(见图1),其成功在超低SHR工况下(重量比1.0)将高活性和高选择性合二为一。

图1 用于超低SHR苯乙烯单体生产的新乙苯脱氢催化剂,产品通过挤压成型提供棱纹和光滑表面两种选择
与以往的催化剂相比,这一前所未有的功能催化剂让苯乙烯单体的生产更高效环保,且已经通过了行业领先认证机构的全面测试。其性能和流程匹配度已经为其在新项目中倍受欢迎。
更高的出口压力条件下,副产品产量大幅降低
通常,催化剂选择性和和副产品的生成呈反比关系。如图2所示,在一个双反应器隔热测试单元中分别使用新型苯乙烯单体催化剂和市场对标催化剂时,副产物的典型生成量。
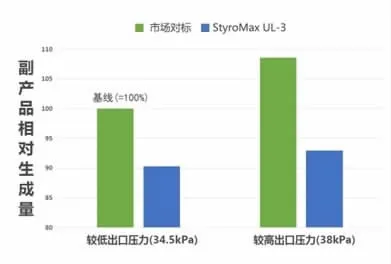
图2 典型副产物生成量(SHR为1.02,转化率为64%),测试由独立第三方在隔热双反应器测试单元中进行
测量结果以100%为基线,代表苯乙烯生产装置在使用市场对标催化剂、常规的低出口压力设置时的副产物生成量。在后一个反应器中,分别测量较低出口压力(34.5 kPa)和较高出口压力(38 kPa)时的副产物生成量。在后一种情况中,预期副产物生成量将会升高。
如图2所示,在两种情况中,科莱恩新型催化剂的表现皆超过市场对标催化剂。较低出口压力时副产物生成量降低约10%,较高压力时降低约15%。副产物生成量的大幅降低,即使在更为严苛的环境中也能够实现,证明了科莱恩新型催化剂的卓越选择性。
高低出口压力时皆获稳定活性
对科莱恩新型催化剂的活性的分析中,测试了维持64%的转化率所需的入口温度(T64),且与对标催化剂(见图3)进行比对。如果所需温度降低,则表明催化剂活性更高。
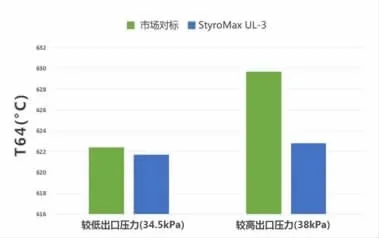
图3 常规入口温度T64(1.02SHR,64%转化率时温度),测试由独立第三方在隔热双反应器测试单元中进行
值得关注的是,测试是在很低的SHR条件下(重量比1.02)进行,一般情况下会限制催化剂的活性和选择性。因此,预期测试中副产物生成量会升高,同时为了保持恒定的转化率需要高更高的入口温度。
测试分别在较低和较高出口压力条件下进行。出口压力较高时,通常催化剂活性降低。在对标催化剂的测试中便出现这种情况:出口压力较高时,需要更高的入口温度。然而在科莱恩新型催化剂的测试中,较高和较低出口压力所需的入口温度相差甚小。这证明了科莱恩新型催化剂无论在何种出口压力下都保持了良好活性,且显示出抵抗压力波动的优良韧性。
成功的商业应用
该款新型催化剂的首次工业应用诞生于一家亚洲石化生产商的台湾苯乙烯生产工厂。生产方是一家年产能24万t的完全集成化苯乙烯单体生产公司。2016年5月安装新型催化剂后,工厂迅速达到了满负荷生产,并以比以往作业更低的温度很快达到了苯乙烯单体的设计生产速率。此外,与之前使用的催化剂性能相比,新型催化剂选择性提升0.4%,且比业内对标的催化剂展现出更高的稳定性。
失活速率降低,稳定性提升
失活速率通常被用来评估一款催化剂的稳定性,而失活速率受到入口温度范围的限制。入口温度范围由超高温蒸汽(800℃左右)和预加热的乙苯混合结果决定。通常,二者混合后温度范围在600~650℃之间,这也是工厂在催化剂生命周期内作业的典型入口温度范围。(最高入口温度取决于超高温蒸汽的冶炼限制。)
为了在固定运行条件(常态温度)下保持恒定的转化率或生产率,入口温度需每月逐渐调高,催化剂失活速率正由此决定。失活速率和入口温度范围共同决定了催化剂的可用生命周期。通常催化剂的失活速率在每月1℃左右。在苯乙烯工厂,科莱恩新型催化剂呈现的失活速率降至0.58℃/月(见图 4),表明该新型催化剂有着极高的稳定性。
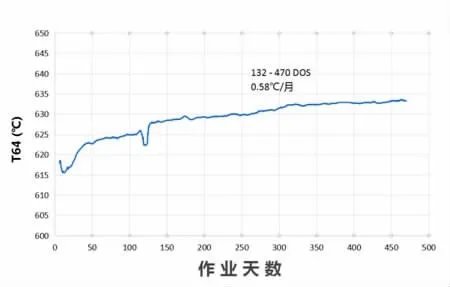
图4 使用科莱恩新型催化剂的苯乙烯生产装置平均常态入口温度走势T64(基线工况:SHR=1.02,Rx-B出口压力=34.5 kPaA)
一般情况下,中国大陆地区的工厂的催化剂更换周期为30~42个月较多。基于实验室测试结果,科莱恩新型苯乙烯催化剂预期能够在至少42个月的作业中保持良好性能。如图4所示,催化剂的高稳定性在商业工厂应用案例中也得到印证。
在规模上,苯乙烯是石化行业中第四大塑料支柱产品,但是生产苯乙烯的化学反应能耗极高。通过在超低SHR条件下同时实现催化剂的高活性和高选择性,科莱恩新型乙苯脱氢催化剂解决了苯乙烯生产中的关键性棘手问题,为生产商大幅降低运营成本提供机会。该款新型催化剂将成为全球超低SHR苯乙烯单体生产中的新标杆。
