大型铸钢件冒口补浇的数值模拟
2019-01-07杨敬伟
■ 杨敬伟
大型铸钢件的材料利用率一直是铸造工艺人员关注的重点之一,例如大型轧机机架铸钢件,净重动辄上百吨甚至几百吨,浇注总钢液重往往比净重多出接近一倍,因此开展降低冒口体积、提高材料利用率研究非常有意义。保温冒口套或保温砖的使用可以在一定程度上增加冒口模数即减小冒口体积,但普遍认为对于直径大于1000mm的冒口使用时经济性并不好,因此其在大型铸钢件上使用得并不多。传统上典型的轧机机架冒口设计都是采用直冒口,而直冒口与板形铸件形成了“丁字筋”结构,即形成了一个大型的接触热节,其最终凝固部位往往在冒口下端与铸件上表面的位置,如果工艺参数设计不当或浇注温度过高,则很容易导致此位置超声波无损检测不合格(晶粒粗大),甚至裂纹的产生。
在增加冒口模数的新技术尚未出现之前,补浇是解决大型铸钢件上述问题的一个重要方法,可以在增大冒口模数的同时让成分偏析远离铸件本体。以往,对冒口补浇的效果人们只能通过想象、以及从生产实践的结果反推,本文使用ProCAST软件对补浇过程进行了模拟仿真,便于铸造工作者参考借鉴。
1.试验产品介绍
(1)结构尺寸与生产工艺试验产品为某种规格机架的横梁部位,毛坯尺寸如图1所示,图中剖面线截面为后序建模与网格划分时所使用的对称面。在实际生产时,该机架横梁部位的冒口根部直径为1300mm,冒口重量为14.5t,钢液总重为34.4t,此部位对应的铸件工艺出品率为55%,浇注时一次浇满,未进行补浇。用外冷铁隔出末端区。
(2)铸件验收标准 铸件材质为G20Mn5+N,是目前轧机机架广泛使用的材质之一,其化学成分要求如附表所示。
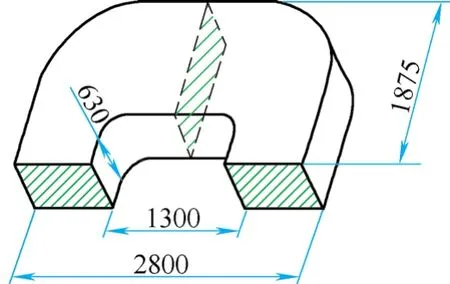
图1 机架横梁部位毛坯尺寸
力学性能要求:Rp0.2≥300MPa,Rm≥480MPa,A≥20%,AKV≥50J(20℃时)。超声波无损检测的检验等级按EN12680一级,质量等级按SN320第10部分进行验收。
2.试验方案
补浇的工艺参数主要涉及补浇的材质、重量、温度、浇速与补浇时机。补浇时机会对补浇效果产生较大影响,如果补浇距首次(前次)浇注的时间较短,型腔内钢液的液态收缩与凝固收缩量很小,后注入的钢液与型腔内已有钢液瞬间完成均匀混合,实际补浇效果微乎其微;相反,如果补浇距首次(前次)浇注的时间过长,后注入的高温钢液只能进入冒口上部的收缩凹陷区,则补浇操作依然起不到作用。

轧机机架要求化学成分 (质量分数) (%)
实际补浇用材质均为低C、S、P的材质,目的是希望能够减弱冒口下成分偏析,模拟浇注时始终使用的都是同种材质。先按照以往铸造厂补浇的习惯操作,次数设定为一次,补浇钢液温度1590℃,重量为冒口高度的2/5的重量。设定补浇距离首次浇注的时间间隔为2h,观察补浇钢液对型腔内原有钢液的温度场影响,以及对冒口内缩孔高度的影响。根据观察结果,优化调整冒口尺寸及补浇方案。
3.数值模拟与分析
(1)建模与网格划分 由于3D模型尺寸非常大,为使模拟尽可能接近真实情况以及有效利用计算机资源,笔者将模型网格细划,并且在机架立柱底部的外冷铁位置(人为末端区)和机架对称面将模型做成了1/4对称处理。为避免钢液在浇注系统内冷却过快,将浇注系统单独建模,并且前处理时将其与型砂的界面换热系数设为较低值。首次浇注时让钢液从浇注系统注入,补浇时让钢液从冒口上方注入。
(2)模拟结果与分析 首次浇高设定为冒口的3/5高度,冷却2h后进行补浇操作,让温度1590℃的同种钢液从冒口顶部注入冒口内,浇满后再次进入冷却凝固阶段。补浇时型腔内温度场如图2所示,从图中可以看到,补浇初始时铸件的凝固率并不高,约为18%,补浇的高温钢液与型腔内原有钢液立即均匀混合,随着补浇的进行,凝固率逐渐降低。最终缩孔判据(Shrinkage Porosity)预测的缩孔位置与未进行补浇的情况是一致的,即没有实现通过补浇增加冒口模数和减弱冒口下偏析的目的。

图2 间隔2h补浇时型腔内的温度场
(3)优化工艺方案 根据模拟结果分析,笔者将一次补浇改为两次补浇并且延长补浇时间间隔。为了提高材料利用率,将冒口根部直径减小至1100mm,相应地降低冒口高度,同时增加1:10锥度。二次补浇时型腔内温度场如图3所示,凝固结束时跟据缩孔判据预测的缩孔情况如图4所示,可以看出缩孔位置是远离铸件本体的。调整后的冒口所需总钢液重为11t,对应铸件工艺出品率提高至62%,达到了预期目的。
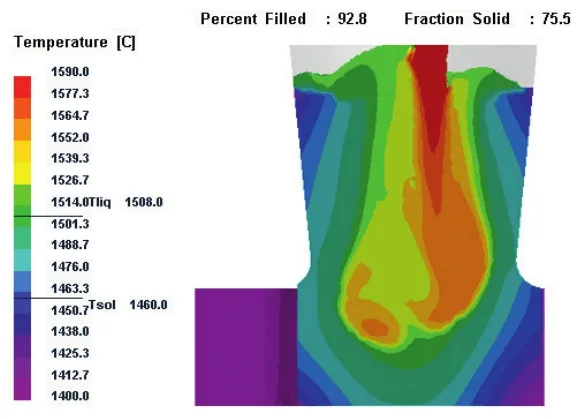
图3 二次补浇时型腔内的温度场

图4 凝固结束时的缩孔位置预测
4、结语
(1)在增加冒口模数的新技术尚未出现之前,可以通过优化补浇工艺并结合冒口结构来提高铸件成品率。
(2)根据模拟仿真结果,发现以往习惯操作下的补浇冒口仅能起到补充首次浇注时钢液量的不足,如果想通过补浇实现增加冒口模数和减弱冒口下偏析的目的,则需要使用多次补浇方案并适当延长时间间隔,以及采取措施避免冒口顶层钢液过早凝结成壳。
