冲压自动化生产线设备管理系统设计
2019-01-06张英华胡天龙
张英华 胡天龙

摘 要:文章在对某企业自动化冲压生产线进行充分研究的基础上,设计了一套冲压生产线设备管理系统。本系统利用计算机系统来控制设备管理的整个流程,冲压生产线的产品数量、开始时间及主要设备故障等均通过现场总线从冲压设备的主控PLC中读取出来,同时上位机的生产控制指令将通过现场总线网络传送到控制设备,从而实现冲压线设备的信息化管理。
关键词:冲压;生产线;设备管理;可编程逻辑控制器;现场总线
目前,在冲压自动化生产线的设备管理技术领域还是以人工管理为主,这对冲压生产设备的价值管理和冲压设备的全生产周期管理是极为不利的。设计冲压线设备管理系统的出发点是利用计算机管理系统、现场总线、可编程逻辑控制器(Programmable Logic Controller,PLC)及各种传感设备将冲压设备信息化,利用网络及计算机系统追求资产的优化和资产投资回报的最大化,确保冲压线设备的生产能力得到最大化的利用及设备安全性能的最大提升。
1 系统需求分析
本项目是为某企业的冲压自动化生产线设计的管理系统,此单位的自动化冲压生产线共3条,第一条是西班牙FAGAR的冲压设备,设备型号:TLE4-2500-6300-2300,主控设备:SIEMENS S7-300系列,317F-2PN/DP,人机界面:SIEMENS,IPC577C。另外两条为台湾SEYI的直壁式偏心齿轮机械冲床SE2-1000,主控设备:三菱QnU系列,Q03UDECPU,人机界面:Proface GP-4501TW[1]。根据前期调研和对接,本系统的基本功能需求为:生产信息管理、故障管理和知识系统、设备管理和模具管理4个功能模块,系统需要具备数据采集、自动报表、故障管理和专家系统、设备保养和模具保养计划、移动端联机等功能。
2 系统体系结构
本系统采用3层B/S结构,用户机不运行相关程序,各客户端都不要求安装数据库软件和应用软件,同时兼容各种操作系统[2],如W10,Win Ce,Android等。用户只需安装符合相关标准的浏览器,并与网络相连就可以使用该系统,使用简洁、方便,结构如图1所示。
HTTP服务器负责超文本访问的处理,接受用户请求并返回给用户相关监控数据、动画、曲线页面。应用服务器负责应用的处理,包括应用逻辑、开发、维护等几乎所有的工作并通过数据接口可以动态的访问数据库。如果用户请求的是静态页面,则由HTTP服务器处理返回;如果用户请求的是信息查询等动态页面,就由应用服务器处理,将处理结果返回HTTP服务器,由HTTP服务器将处理好的页面返回给用户。数据库服务器是系统的实时数据库,是整个系统的数据处理、存储、转发中心。
3 系统功能实现
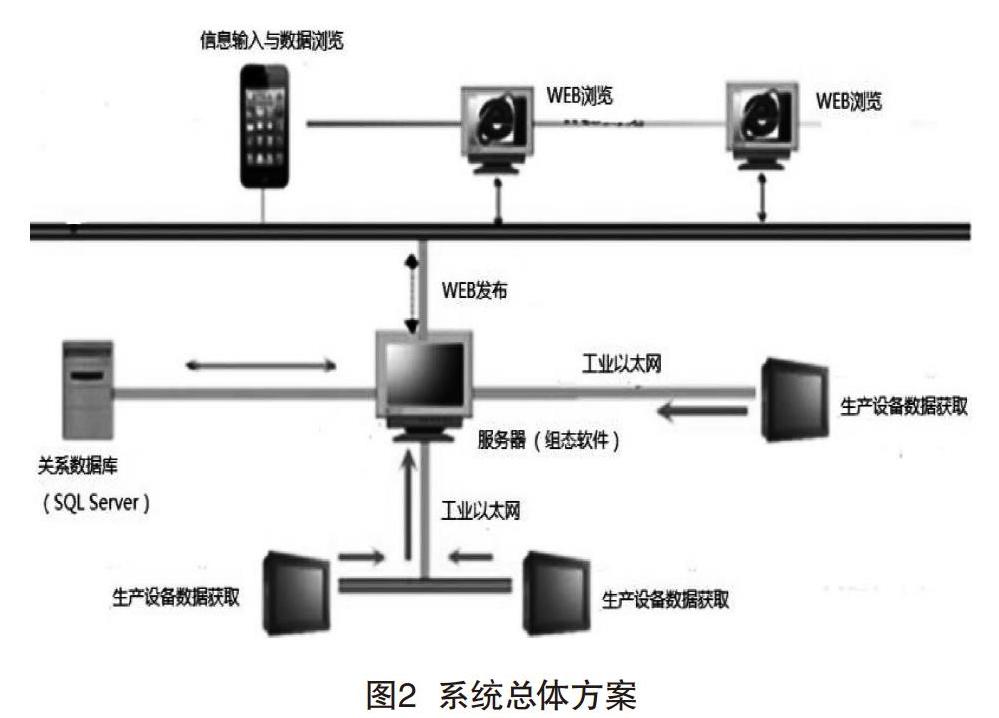
基于上述的B/S 3层架构,设计的系统方案如图2所示。
在生产线现场设置一台服务器,完成数据采集、分析、处理等功能。
3.1 数据采集功能
数据采集主要由服务器和3台冲压设备通信来完成。为缩短开发周期,增强系统的稳定性,采用组态软件完成数据采集工作[3-4]。
服务器通过工业以太网或是Profibus工业总线与冲压设备的主控PLC之间进行通信,完成设备信息和生产信息的读取工作。同时,根据设备经常出现的故障和关键部件的需求,可以外加温度检测、震动检测、噪声检测、油液分析、泄漏检测、裂纹检测、红外热像检测等辅助手段,对设备的运行状态进行全面采集和记录分析。
对于部分主控PLC未能记录的异常状态,或是生产过程中的临时调整,还可以通过客户端浏览器或手机浏览器等进行数据的输入。组态软件完成数据采集,并将采集的数据记录到数据庫中。
3.2 自动报表功能
自动报表功能可以分为两种:生产报表和设备报表。服务器对采集的数据进行分析,并结合部分人工输入的信息,自动生成生产报表。自动生产报表包含生产的时间、数量及各类时间如换模时间、故障时间等的统计和分析等,其中部分信息通过客户端浏览器或手机浏览器输入。为了便于对设备运行情况进行分析,系统还根据采集到的设备运行数据,自动生成设备报表,记录设备的运行状态。
3.3 故障管理和专家系统
为提升故障处理的响应速度,提高设备的利用率,本系统结合厂家提供的产品信息和维护维修人员的经验记录,设计出故障专家系统,将故障现象和故障原因存储在专家系统中,系统发生故障时,专家系统根据得到的故障现象进行分析,并提供可能的故障原因。
本系统服务器一旦发现设备出现故障,马上提交详细信息到故障专家系统,通过专家系统对设备历史数据和设备故障信息进行分析,做出设备故障原因初步分析,并通过短信等方式通知相关的设备维修人员(区分机修组和电工组)前往现场维修,同时通知相关主管人员,并记录维修人员的响应时间、故障维修时间,进行分析,将相关信息记录反映在报表中。
3.4 设备保养和模具保养计划
本系统对设备实时运行信息和运行时间进行记录,提前设置好设备保养计划策略,当设备需要进行保养时,发送短信和弹窗信息给相应的维护维修人员和管理人员,提醒其进行设备的保养。
系统对模具使用时间和工作的次数进行记录,设置好保养策略,当模具需要保养时,发送短信和弹窗信息给相应的维护维修人员和管理人员,提醒其进行模具的保养。
3.5 移动端
为便于现场工作人员录入信息和浏览信息,系统支持智能终端(包括手机、平板电脑等)浏览器进入系统,也支持APP访问[4]。通过移动端浏览器,可以输入必须要人工输入的信息,如停机异常等。
3.6 數据库
本系统中历史数据记录以及报表管理系统等功能的实现都离不开数据库的支持。本项目通过上位机组态软件访问SQL Server数据库,数据库包括本地数据库和远程数据库,实现了数据的异地备份,保证了数据的存储安全。
3.7 系统安全
系统安全主要从身份认证和防火墙两方面来实现和保证。系统设计超级管理员、管理员、操作人员等多个身份等级,并对权限做相应限制。
4 结语
本系统经过一年实际运行,安全、可靠,功能完善,不仅减少了冲压生产线设备管理有关的总费用,同时还提高了冲压设备的综合生产效率。本系统利用生产线原有的PLC、传感设备及通信网络实时采集设备信息,汇总人工管理时期的各种经验并计算机化。这些技术手段在其他类似的自动化生产线设备管理上也有较大的推广价值。
[参考文献]
[1]黄丰,莫易敏.整车制造厂冲压车间生产计划的仿真研究[J].武汉理工大学学报,2010(10):139-141.
[2]查修齐,吴荣泉,高元钧.C/S到B/S模式转换的技术研究[J].计算机工程,2014(1):263-267.
[3]贾烨维.离散制造企业MES中的生产数据采集实践研究[J].自动化应用,2018(8):20-21,24.
[4]聂志,冷晟,叶文华,等.基于物联网技术的数字化车间制造数据采集与管理[J].机械制造与自动化,2015(4):104-107.
Design of equipment management system for stamping automatic production line
Zhang Yinghua, Hu Tianlong
(Institute of Intelligent Manufacturing, Chengdu Technological University, Chengdu 610000, China)
Abstract:Based on the full research of automatic stamping production line in an enterprise, a set of equipment management system for stamping production line is designed in this paper. The system uses computer system to control the whole process of equipment management, the number of products in stamping production line, the starting time and the main equipment failure are read from the main control PLC of stamping equipment through the field bus, at the same time, the production control instruction of the upper computer will be transmitted to the control equipment through the field bus network, so as to realize the information management of the stamping line equipment.
Key words:stamping; production line; equipment management; programmable logic controller; field bus
