装盒机一种新的倒瓶方式与应用
2018-12-18王德琳
王德琳
装盒机一种新的倒瓶方式与应用
王德琳
(汤臣倍健股份有限公司,广东 珠海 519040)
工业自动化是现代工业的支柱,它是衡量一个国家现代化的标准。可以说工业自动化对一个国家的经济发展、人民生活水平的提高都起着至关重要的作用。近年来在各方的努力之下,我公司的生产自动化程度也日益提高,在同行业里一直处于领先水平。尽管如此,我们依然还有巨大的潜力去提高自动化程度,从而降低人工成本,增加企业效益,这也是本次研究的目的所在。长期以来,车间的装盒机倒瓶方式都是通过机械螺杆将塑料瓶拉开间距通过瓶子底部导向杆逐一放进倒瓶工位槽里,这样的工艺会带来因操作人调试位置不合理导致的塑料瓶和导向杆位置没有完全配合,从而使塑料瓶和倒瓶工位槽碰撞并被卡坏或卡变形的后果。针对上述情况,我们通过前期的可行性研究和方案设定后,更改了设备程序。同时在原有基础上增加了新的机构,并进行一系列现场调试,最终达到了快速倒瓶并且不会出现卡瓶的目的。
工业自动化;装盒机;倒瓶;工位槽
所谓自动化,其中包括机械化、电气化与自动控制相结合的结果,处理的是离散工件。早期的机械制造自动化是采用机械或者电气部件的单机自动化或者是简单的自动生产线。20世纪60年代后,由于电子计算机的广泛应用,出现了数控机床、加工中心、机器人和自动化仓库等。研制出了适应多品种、小批量生产形式的柔性制造系统。以柔性制造系统为基础的自动化车间,加上信息管理、生产管理自动化,出现了采用计算机集成制造系统(CIMS)的工厂自动化。
21世纪以后,特别是近几年,机械自动化检测、分类、生产、包装、印刷,已经广泛应用于工厂。提高工业效率、减少成本为中国现代工业的发展做出了巨大的贡献。装盒机是包装机械的一种,有自动装盒机、半自动装盒机等。自动装盒机是将药瓶、药板或者药膏等同说明书自动装入折叠纸盒中,并完成折盒、封盒动作。部分功能较全的自动装盒机还带有贴封口标签或进行热收缩包装等附加功能。
1 改造前装盒机包装方式
自动装盒机进料一般分为3个入口:药瓶入口、推瓶入口和机包盒入口。从药瓶进料到最后包装成型的整个过程大致可以分为4个阶段:①由一个输送带将药瓶输送到进瓶螺杆,将药瓶每个分开间距通过导轨将药瓶放到卡位里,纸盒通过开盒旋转机构上的多角度吸盘打开纸盒,同时会有两个可向前移动的盒成型卡位从下面升起,从前后方向卡住纸盒的两侧面,使盒子打开成直角并前移到装填区。②在装填区推杆将倒瓶工位里的药瓶推送到已开好的盒子里进行填装,填装后折页机构会将彩盒耳朵折进左右的导轨中,然后通过封盖机构再进行合盖动作。③合盖前有一导向杆推动盒盖弯折,盒盖折弯同时通过热熔胶枪从上往下做45°角斜喷在盒内侧叶上,然后通过导向杆将盒盖与盒内侧叶粘贴在一起。④合盖动作是个关键性的动作,彩盒的成型好坏与纸盒的结构和机器调节的准确程度有很大关系。
1.1 装盒机改造前状况
倒瓶方式是将药瓶通过一条白色输送带输送到螺杆处,通过螺杆再将挨在一起的药瓶逐一分开相等距离,进入到待倒瓶区域。
当瓶子进入待倒瓶区域后通过药瓶底部的输送带将药瓶输送到底部倒瓶机构导向杆处,利用输送带底部摩擦与倒瓶导向杆精准配合将药瓶放到倒瓶工位里,同时通过顶部一个反向导向杆和底部导向杆做“×”相对机构,将药瓶放倒在倒瓶工位里。
因为该设备是多品种切换,因此员工更换品种时需要花费很长时间才能调试出来,同时在生产过程中还会因为有药瓶未倒好导致卡瓶或者将倒瓶工位挤坏。
由于该倒瓶方式每天都会出现几十个或者上百个药瓶挤坏或挤变形的情况,造成需要花费大量的人员去返工和维修的情况,这样严重影响了生产的进度,导致每个班次8 h的生产量不足30 000瓶。
1.2 倒瓶流程
倒瓶流程如图1所示。
1.3 倒瓶示意流程
倒瓶示意流程如图2所示。

图1 倒瓶流程图
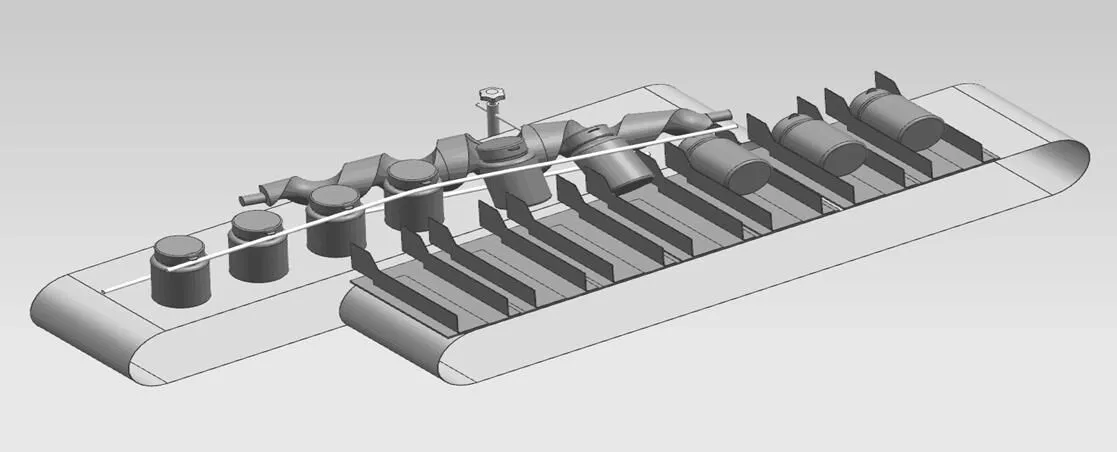
图2 倒瓶示意流程图
2 改造后装盒机倒瓶方式
2.1 改造方案选型
装盒机倒瓶改造后的方式是将药瓶通过一条白色输送带将药瓶输送到螺杆处,通过螺杆再将挨在一起的药瓶逐一分开相等距离进入到待倒瓶区域,当瓶子进入待倒瓶区域后通过药瓶底部的输送带将药瓶输送到底部倒瓶机构导向杆处,利用输送带底部摩擦与倒瓶导向杆精准配合将药瓶放到倒瓶工位内,当药瓶进入倒瓶工位后输送带向前移动到底部导向条末端,通过末端电眼检测,电眼输出信号给电磁阀,电磁阀通电气道打开通过直径为3 mm的枪头,将8 MPa气压吹到药瓶底部,同时通过顶部一个固定毛刷和气吹机构配合形成“×”相对机构,将药瓶放倒在倒瓶工位里。
2.2 改造后倒瓶流程
改造后倒瓶流程如图3所示。

图3 改造后倒瓶流程图
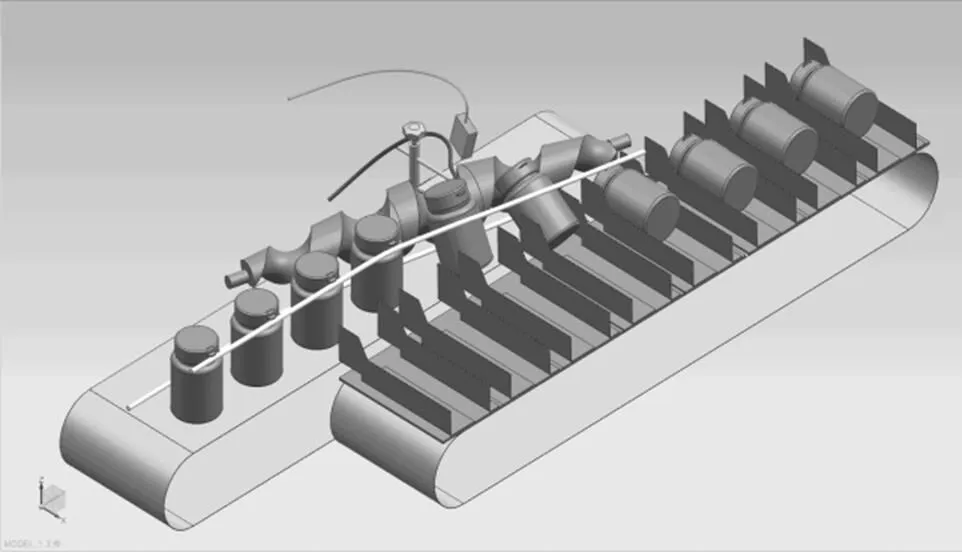
图4 改造后倒瓶示意流程图
2.3 改造后倒瓶示意流程
改造后倒瓶示意流程如图4所示。
3 结论
改造后只要瓶子药瓶进入到工位后才开始倒瓶动作,同时利用压缩空气无形机械原理瞬间将药瓶放倒方式将药瓶放倒,在产品切换上操作人员无需再次调整倒瓶工位机构。这样可以节约出操作人员产品切换的时间,让他们同时做更多的工作,可以合理、有效地利用时间,减少了员工在操作上的工作量,同时也避免了因半成品未放倒造成半成品报废和设备故障的发生。
装盒机新型倒瓶方式通过在原来机械控制的基础上进行改造完成,实现了快速倒瓶,满足了生产的实际需求、优化了员工操作流程、节约了产品切换的时间、避免了倒瓶引起设备故障的发生,达到了改造的目的。这个过程对以往的模式进行了改造,改变了装盒机传统倒瓶模式,拉近了装盒机全自动化的距离。
2095-6835(2018)23-0156-02
TB486
A
10.15913/j.cnki.kjycx.2018.23.156
〔编辑:辛霞〕
