H62黄铜热轧水冷对冷轧性能的影响
2018-12-12骆启荣
骆启荣
(铜陵金威铜业有限公司,安徽 铜陵 244000)
1 H62黄铜的性能应用以及成分
(1)H62黄铜有很高的强度,在热态下,塑性良好;冷态下,塑性也比较好;切削加工性好,易焊接,耐腐蚀性好。用于制各种销钉、铆钉、螺帽垫圈、导波管、夹线板、环形件、及散热器零件、船舶工业、造纸工业用零件等[1]。
(2)简单黄铜的组织:锌大量固溶于铜。固态下分别具有一定成分范围的α、β、γ、δ、ε、η等六个相,如图1所示。

图1 黄铜组织解析
一般来说β黄铜在室温时是硬而脆,但在高温时反而比α黄铜更加柔软[2]。
(3)H62黄铜的成分

表1 H62黄铜的成分分析
2 传统生产工艺的介绍
目前一般热轧生产H62黄铜时采取的工艺流程是:加热、热轧、卷取、铣面。这种工艺有一弊端就是铣面时要对热轧卷进行二次开卷,影响生产,效率不高。为了提高生产效率我们将热轧后的带卷直接进行铣面不再卷取,但是由于热轧后的带卷温度非常高,需要用水进行强冷才可以进行铣面。从生产实践来看用水强冷的工艺对H62的后续轧制性能影响非常大。本文主要研究各种水冷的速度对冷轧带卷性能的影响。
H62黄铜热轧工艺,①出炉温度一般都在820℃左右,铸锭从外表来看颜色要均匀,不要发白。②典型H62黄铜热轧道次安排如下:单位mm,240-220-183-150-120-100-81-57-42-25-21-16,带尾终轧温度一般都大于550℃以上。③轧辊冷却状况:乳液冷却浓度1.2%,流量按照每小时系统循环五次。
3 试验过程
(1)开启冷却装置流量按照2000m3/h进行冷却,热轧后测量带卷硬度值一般在120HV~140HV,抗拉强度410~435Mpa,延伸27%~30.5%。此硬度值范围大致为半硬态,一般来说热轧后的硬度值在80HV~90HV。
2000m3/h进行冷却时典型热轧带卷的金相图如下:

图2 冷却时典型热轧带卷的金相
上图是热轧100倍轧制方向(里面黑色部分就是β相,含量比较大)
热轧2000m3/h进行冷却时冷轧道次表(实际)。

表2 冷却时冷轧道次表
3 8.0 6.2 1020 4 6.2 5.4 1200 5 5.4 4.8 885 6 4.8 4.0 700 7 4.0 3.4 635 8 3.4 3.0 525
通过表2分析,冷轧时轧制力非常大,材料不易变形,而且板形明显不良,带卷横向公差大,严重时达到63um。导致粗轧轧制困难,轧制道次多,轧制时用了8个道次将带材从14.0mm轧制3.00mm。压下很小,轧制第四道次从6.2mm轧制到5.4mm压下率小于20%,而轧制力却达到1200吨,轧制力特别大,另外轧制H62时轧制厚度为3mm裂边很严重。
(2)改变冷却水流量为1000m3/h,保证带材在一定的时间内冷却至400℃,然后加大水冷速度至2000m3/h,检测此带卷的物理性能:抗拉强度350Mpa~380Mpa,硬度89HV,延伸35%~50%。改变冷却水流量为1000m3/h,保证带材在一定的时间内冷却至400℃,然后加大水冷速度至2000m3/h后得到的相图如下(β相含量减少):

图3 带材改变冷却水流量效果图
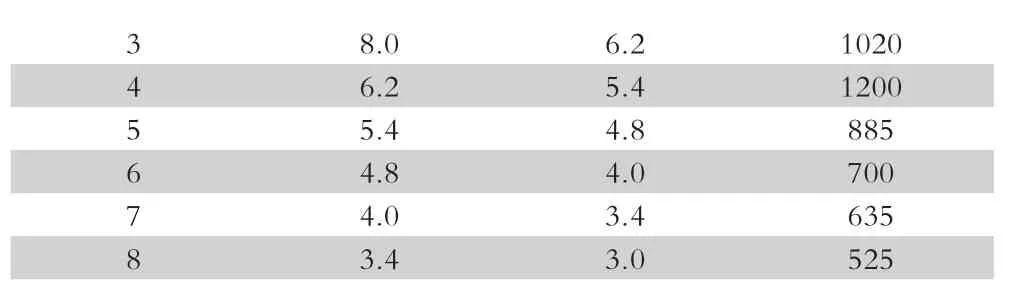
改变水流量为1000m3/h,保证带材在一定的时间内冷却至400℃,然后加大水冷速度至2000m3/h,冷轧道次表(实际)。
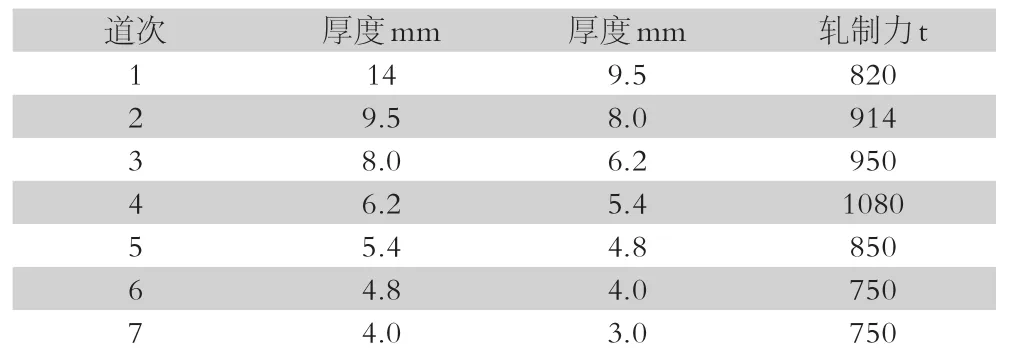
表3 变冷却水流量分析
从表3可以看出道次减少了而且轧制力下降了,公差和横向楔形改善达到10um以内。效果明显好转,裂边现象也没有了。
4 结论
在改变冷却速度同时保证不影响轧机和铣面的效率前提下调整冷却流量和速度对改善H62的冷轧性能有很大提高。原因分析:在高温时由于冷却速度非常快β相得以保留,导致冷轧时不易变形。如果降低冷却速度让β有充分的时间转变通过相图可以明显看出β减少,这样对冷轧有显著改善。
