熔模铸造铸态QT800-5开发与应用
2018-12-11陈娟金柱马波李乔
陈娟 金柱 马波 李乔


摘要:本文主要介绍了采用熔模铸造工艺实现铸态性能达成抗拉强度≥800MPa,延伸率≥5%,主要的技术措施是:1、利用合金元素Mn和Cu等合金强化基体组织;2、通过采用低镁低稀土球化剂FeSiMg6Re2,包内孕育采用75SiFe,倒包孕育采用4-8mm的钡硅铁孕育剂,三次型内孕育采用2—4mm的钡硅铁孕育剂;3、球铁原铁液化学成分控制为:W(C):3.3%一3.5%,W(Si):2.3%一2.5%,W(Mn):0.8%一1.0%,W(Cu):0.7%-0.9%。试验结果表明,基体组织中珠光体含量≥85%,球化等级≤2级,力学性能能够满足要求。
关键词:铸态;熔模铸造;QT800-5;合金化
中图分类号:TG255 文献标识码:B 文章编号:1005-2550( 2018) 02-0105-04
引言
随着汽车工业的迅猛发展,人们对整车的性能要求越来越高,为了进一步提高产品竞爭力,实现目标产品轻量化,提高整车的NVH性能,本公司对熔模铸造高强度高延伸率球铁进行了大量的探究与试制。本文主要对熔模铸造铸态QT800-5生产工艺进行探讨,为熔模铸造高性能球铁提供理论依据及技术指导。
1 实验过程
1.1化学成分依据
(1)含碳量
碳能促进镁吸收率提高,改善球化,含碳量的选择应从保证球墨铸铁具有良好的力学性能和铸造性能两个方面考虑。含碳量高,铁液的流动性好,凝固析出石墨数量越多,石墨球数多,石墨化膨胀体积增大,减小缩孔体积,缩松面积,使铸件致密;但含碳量过高,降低缩松的作用不明显,反而出现严重的石墨漂浮。另一方面,含碳量过高,则为保证球化所需的残余镁量要增多,例如碳含量从3.0%提高到4.0%时,残余镁量从0.028%增加到0.044%,才能保证球化。
(2)含硅量
硅明显促进石墨化,以孕育剂的方式添加硅的作用更显著。对于铸态球铁,增加含硅量有双重作用。一方面使渗碳体、珠光体、三元磷共晶减少,铁素体量增加,因而改善塑性;另一方面硅固溶强化铁素体,使屈服点和硬度提高。但是,硅显著增加球铁韧一脆转变温度;并且当硅增加到一定含量以后,球铁的脆性随其含量的增加而明显增加。
(3)含锰量
锰是珠光体的促成元素,但锰比铜、锡促进珠光体形成趋势稍弱。可以提高铸件的强度和硬度,降低塑性韧性。随着锰含量的增加,铸态时更容易出现共晶渗碳物。当锰量小于0.4%时,得到的铁素量体越多,断后伸长率越大。抗拉强度和硬度随锰量的增加而增大。在考虑锰对基体组织和力学性能影响的同时,要注意锰会使铸件白口倾向增加,是偏析倾向特别显著的元素,易形成碳化物并富集在共晶团边界。
(4)含铜量
铜是很强的促进珠光体形成元素,在共析转变时,铜显著细化和稳定珠光体,其促进珠光体的能力为锰的3倍,铜在共晶转变时,促进石墨化,可减少或消除游离渗碳体的形成,在共析转变时,促进珠光体的形成,可抑制铁素体的形成,对基体起固溶强化、沉淀硬化的作用;同时随着铜含量的增加,球墨铸铁抗拉强度和硬度相应增加,但断后伸长率有所下降为中等促进石墨化元素,它能稳定奥氏体,提高奥氏体的稳定性及石墨的圆整度。
根据化学元素对球铁力学性能以及铸造性能的影响,为了满足高性能QT800-5抗拉强度≥800MPa,同时延伸率≥5%性能要求,在保证球化等级的前提下,还需进一步强化基体组织,保证基体组织具有一定的珠光体含量,为实现性能稳定达成,且综合考虑到成本因素,本文加入了一定量的Mn和Cu提高铸态组织珠光体含量,并强化细化珠光体组织。化学成分控制见表1。
1.2熔炼工艺
采用中频感应电炉中性炉衬熔炼,生铁:其块度小于炉膛内径的3/4,表面无锈蚀、油污和水渍,牌号为Q10,炉料配比为;生铁45~ 60%、回炉料25~ 40%,其余为废钢。
1.3球化处理
本文采用一次出铁进行球化处理,采用冲入法,球化剂选用FeSiMg6RE2,粒度为10-30 mm,加入量为处理铁水重量的1.2%~1.4%,球化处理温度控制在1490~ 1530℃,球化反应时间在45~70s。
1.4孕育处理
孕育处理工艺效果的好坏直接影响铸件的力学性能,研究表明,多次孕育效果好于单次孕育,且孕育处理工艺越接近浇注,孕育效果越好;为保证孕育效果稳定,孕育时间亦要稳定控制,若孕育时间越长,孕育衰退就越严重,石墨球化等级可达到4级,石墨圆整度越差。为达成具有较高抗拉强度的同时,具有较高的延伸率,须要增强球化孕育效果,提高球化等级。本文孕育处理采用三次孕育方式,球化处理时选用粒度为4-8mm的FeS175孕育剂进行初次孕育,加入量为处理铁水重量的0.4%;转包时选用粒度在4-8mm的钡硅铁孕育剂,通过冲入法进行二次浇包孕育,加入量为铁水重量的0.4%;浇注时选用粒度在2-4mm的钡硅铁进行三次型内孕育,孕育量为模组重量的0.2%。钡硅铁孕育剂化学成分见表2。
1.5试验方法
根据GB/T1348-2009《球墨铸铁件》标准,试验时采用微机控制电子30 t万能拉伸试验仪,Y形单铸试块,加工试样形状与尺寸如图1。金相检验依据GB/T9441-2009球墨铸铁金相检验标准执行。
2试验结果及分析
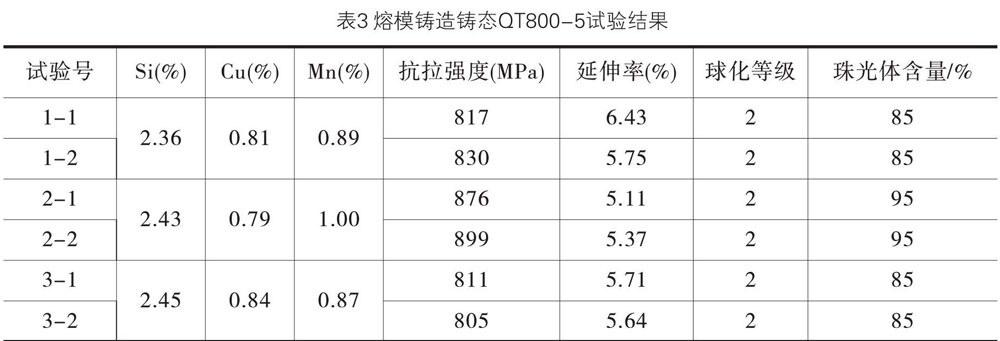
本文是在Y型试块上取试棒做铸态性能试验,并截取试棒金相进行检测。在上述化学成分下进行了3轮次试验验证,每轮次取2根试棒进行性能试验,试验结果如表3。
由试验结果可得,通过Mn与Cu的合金化作用,并通过加强球化孕育工艺控制,可使基体组织中石墨球化等级达到1-2级,珠光体含量≥85%,满足QT800-5抗拉强度≥800 MPa;延伸率≥5%性能要求,基体石墨形态及组织珠光体含量见图2-图5。
由图2和图4可以看出,采用“球化包孕育+倒包孕育+型内孕育”三次孕育方式,基体中石墨球数明显增多,球径减小,石墨球圆整度提高,能够显著促进石墨形核。这是因为在铁水中未完全溶解的起合金作用的硅,这部分硅能起到孕育作用,完全溶解到铁水中的硅不能作为石墨形核质点,起不到孕育效果。
在采用“球化包孕育+倒包孕育”后,铁水中的硅含量会升高,但随着孕育时间的延长,孕育剂不断溶解于铁液中,活性硅的含量会逐渐降低,铁液中不能提供足够的形核质点供石墨晶体形核,孕育效果随铁液停留时间的延长而衰退,单位面积上的石墨球数逐渐减少,当采用“球化包孕育+倒包孕育+型内孕育”三次孕育方式后,能够补充铁液中的活性硅含量,减缓了因浇注时间延长而出现孕育衰退现象,使熔体在凝固前均存在大量的形核核心,增强了石墨的形核能力,可使石墨球大小等级达到8级。
由图3和图5可以看出,在采用合金元素Cu和Mn后,可显著提高基体中的珠光体含量,促进珠光体的形成,抑制铁素体的形成,对基体起固溶强化、沉淀硬化的作用,提高球墨铸铁的抗拉强度;另一方面,与砂型铸造相比,熔模铸造型壳较薄,铸态组织在凝固过程中,冷却速度较快,冷却速度对基体组织影响较大,外界冷却速度越快,基体中珠光体含量增大,两方面综合因素,使基体组织的珠光体含量稳定控制为≥85%,实现抗拉强度≥800MPa。
3结论
(1)熔模铸造QT800-5合金化及强化孕育操作,球化级别可达到1~2级,球化率≥95%;熔模铸造生产铸态QT800-5,珠光体含量控制≥85%为宜,应尽量提高球化等级和石墨大小等级;
(2)合理控制化学成分、严格并精细球化与孕育工艺操作,能够实现熔模铸造高性能QT800-5的稳定生产。
