板蜡成型机调整左右链条同步研究
2018-11-14刘锐
刘锐
(中国石油天然气股份有限公司大庆石化分公司炼油厂制蜡一车间,黑龙江 大庆 163711)
通过对某石化企业的石蜡成型装置的运行状态的分析,重点对板蜡成型机链条的同步工作状况进行了分析和研究。通过对该石化企业的调查和分析,该石蜡生产装置中共有四台板蜡成型设备,分别为1台金州重型机器厂产L-48成型机、2台美国GREEC间歇式链板连续成型机、1台金州重机石化装备厂产SL5ZLY成型机。通过对板蜡成型机的工作状态分析,成型机运行中时常会产生左右链条不同步的问题,这种链条不同步问题给板蜡成型机的正常稳定工作带来了非常明显的影响,严重影响到了板蜡生产的效率,甚至还会造成整体生产线的停工,因此,在实际生产过程当中,必须要做好这方面的管理和维护工作,充分保证成型左右链条处于同步工作状态,通过这种处理方式可以提升板蜡成型机的工作稳定性,降低了板蜡成型机出现故障概率,对提升企业的经济效益也有着积极意义。
1 石蜡成型机工作原理
对某石化企业中石蜡生产装置的工作状态进行了调查,在该企业的石蜡生产过程当中,运用的是四套石蜡成型机构成的链盘式石蜡连续生产成型机,生产过程当中所使用的原料蜡油通过成型机上的浇筑器,依照5kg/盘的重量注入到蜡盘当中,蜡盘整体分为6个单元为一组,和成型机的同步主链条之间进行连接,通过成型的主链条来被动带动运行,在运输到冷却室往返的两个小时左右时间,推出冷冻室可以将蜡板脱出,然后将成型的板蜡进行包装出库。这一系列的工作主要都是通过石蜡成型机来加以完成,因此,在实际工作过程当中,必须要充分保证石蜡成型机运行的稳定性,排除其中存在的链条不对称故障,保证石蜡生产工作的顺利进行。
2 石蜡成型机运作出现的问题
(1)传动部分常见问题。在石蜡成型机的日常工作过程当中,通过蜡板成型机的链条的传动,经过长时间的工作之后,链条传动部分经常会产生:①卡框架问题。在石蜡成型机工作过程中,由于链条的转速突然提升,造成了链条突出的部分卡到成型机边缘的框架部分,进而造成石蜡成型机运行故障;②链条跳齿问题,在石蜡成型机的工作过程中,由于链条长时间工作产生了一定的磨损,在磨损比较严重的部分齿轮的传动能力有所下降,进而在链条的运行中产生了相邻齿轮跳齿的问题;③拉力报警。成型机链条在传统过程中,由于左右两侧链条的制动张拉力不同,造成了一侧传动链条的张拉过大,形成了拉力报警;④链条不同步。在成型机的运行过程中,由于两侧链条的本身性质的不同,或者是在运行过程当中的张拉力不同,造成了两条链条传动速度不同步的问题。以上问题都会对石蜡成型机的正常工作产生不良影响,相关人员必须要对这些方面的问题加以重视,充分保证石蜡成型机工作的稳定性。
(2)常见故障原因分析。石蜡成型机中一部分的故障相互之间有着一定的关联和影响,由于在成型机链条轨道和齿轮的阻力不同,产生了左右链条不同步的问题,形成了一侧的链条运行过快,一侧链条行走过慢的情况。这种问题造成了蜡盘运行产生偏斜,在链条运行到了翻转部分的时候,其中一侧方向上的链条和蜡盘所受到压力比较大,很容易产生卡框或者是跳齿的问题,最终造成了拉力报警甚至是整个生产线暂停。这些故障问题基本都是因为石蜡成型机左右链条不同步问题造成的,因此,使得成型机左右链条同步程度大幅度降低,从而降低了石蜡生产线的故障程度。
3 石蜡成型机链条同步处理
以全新的板蜡成型机的同步处理为例,如图1所示,在同步链条和驱动齿轮分布在同一根轴面上,同步链条的齿轮数量可以设定成为Z1=36,在成型机的同步链条的型号上设定为12A,每一条链条之间的节距设置为P1=19.05mm,驱动链条的齿轮数量设定为Z1=22,主链条的型号设定为20A,节距P2设定为31.75mm。在同步齿轮的传动方向上,主要是通过第4层带动第5层和第3层,由第5层来带动第6层,由第3层来带动第2层,第2层来带动第1层。
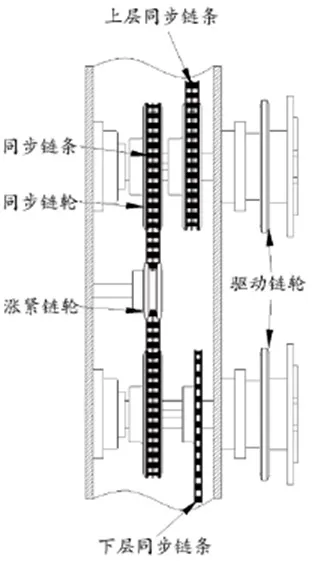
图1 新板蜡成型机同步结构
(1)同步传动机处理。对石蜡成型机左右链条处理过程中,可以使用卷尺测量的方式,对蜡板托盘滚轮边缘到同步链平行导轨之间的距离进行测量,如图2所示,导轨两端的距离A和B的差值,即S=丨A-B丨。
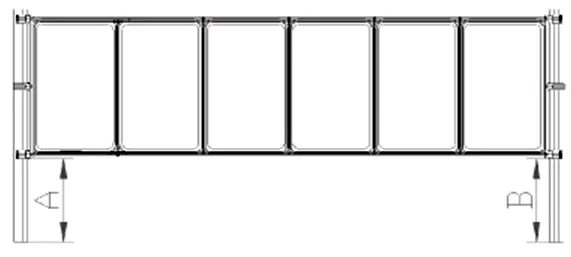
图2 蜡板托
在实际运行过程当中,要想实现正确的调整成型机的驱动链条齿轮,在A和B之间的差值S大于31.75、主传动链条为20A的设置节距的时候,调节成型机上的驱动链条齿轮,驱动链条会转动到下一个齿轮上,主链条在运行的方向上传动的实际距离为31.75mm。具体的调整方法为:在调节驱动链条的时候,放开主链条齿轮相连的部分的链条齿轮,或者是打开同步链条之间的链节,在链条尾部放开部分的上下两层进行拉紧,保证链条处于一种自由无拉伸的状态,然后运用撬棍将链条两端需要调整的部分进行调整,对链条两端所测量得到的A/B之间的距离,在进行有效调整之后,对上相链条进行拉紧工作,充分保证链条上下两端充分拉紧。在A和B之间的差值调整到了31.75mm的时候,还没有做好完全同步状态,则说明了该成型机左右两侧的同步链条齿轮,还需要继续进行进调整,一直到两侧链条拉伸程度完全一致为止。
(2)同步左右链条。在成型机的同步链条调整工作当中,在A和B之间的距离差值S小于31.75mm的时候,或者是主传送链条距离为20A的时候,需要调节同步链条上的链条齿轮,同步链轮和驱动链轮,让二者之间保持在同一根轴线上,在成型机同步链轮旋转到一个齿轮上的同时,其中驱动链轮转动了接近Z2/Z1个齿轮,主传动链条在行走了将近S2=P2×Z2/Z1=18.00mm。具体的调整步骤为:在同步链条传动过程中,放开和主链条相连的同步链轮,或者是放开相关同步链条相邻链节的时候,在尾部松开部分上下相连的两层链条的拉紧量总和,使得链条在停止状态下处于一种自由拉伸的状态,计算出了同步链条需要在哪个方向上进行调整,运用长杆在同步链条齿轮方向的轴线上进行准确设定,朝着该方向上进行调整,在调整完成之后,再进行拉紧工作。
4 结语
通过对板蜡成型机调整左右链条同步研究分析和处理,对板蜡成型机的链条同步处理,对保证板蜡生产的整体效率和稳定性有着至关重要的影响。石化企业需要对板蜡成型机左右链条的工作原理加以了解,针对不同类型的问题进行针对性处理,在日常运营生产过程中需要不断加大对板蜡成型机的维护和管理工作,发现链条出现不同步问题的时候,需要第一时间进行上报或者是自行处理,对链条产生磨损严重情况的必须要及时的进行更换,通过这种方式来充分保证板蜡成型机的工作寿命。