某航空发动机压力阀套中间件的加工难点及对应措施
2018-11-11王成新宋福林
王成新, 宋福林
(长沙航空职业技术学院,长沙410124)
0 引言
某航空发动机压力阀套中间件结构复杂、孔径小、零件壁薄,且表面粗糙度及加工精度要求高,加工易变形,产品合格率较低。在对零件的结构特点、尺寸精度、形位精度进行深入分析的基础上,通过优化工艺路线,合理选择刀具及切削参数,较好地解决产品合格率低等问题。
1 零件分析及加工难点
压力阀套中间件零件的加工内容有:外圆、外圆槽、内孔、内槽、倒角、圆角等,该零件的大部分精度都有公差要求,而且精度要求高,尤其在形位公差同轴度和零件的长度尺寸上都有很高的精度要求。加工难点如下:1)该压力阀套中间件零件属于薄壁零件,右端壁厚0.75 mm,左端壁厚3 mm,加工过程中易产生加工变形。2)该压力阀套中间件零件有多处同轴度及尺寸精度要求高。3)孔径小且形状复杂。该压力阀套中间件零件内孔直径小至11 mm,还有45°内沟槽、圆角及直径15.5 mm的内孔面的加工,加工精度达±0.02 mm。4)该压力阀套中间件零件总长精度要求高,且切槽的位置都是以切断的位置作为基准,难以保证槽加工位置。5)该压力阀套零件表面粗糙度要求全部为1.6 μm。零件如图1所示。
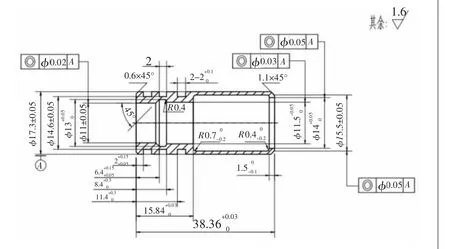
图1 压力阀套中间件
2 零件加工工艺制定
2.1 工艺路线安排
由于零件整体外圆φ17.3±0.05对零件左端内孔φ11±0.02、零件右端内孔四个部位都有较高的同轴度要求,为解决同轴度要求,可采取一次装夹完成所有加工。具体加工路线如下:
1)粗车φ14、φ11.5、φ11内孔至尺寸精度要求;2)半精车、精车内孔至尺寸精度要求;3)粗车φ15.5、φ13内槽至尺寸精度要求;4)半精车、精车内槽至尺寸精度要求;5)粗车φ17.3外圆至尺寸精度要求;6)半精车、精车φ17.3±0.05外圆至尺寸精度要求;7)粗车φ14.6外槽至尺寸精度要求;8)半精车、精车φ14.6±0.05外槽至尺寸精度要求;9)零件切断,保证零件的长度,并倒角;10)零件检测。
2.2 毛坯选择
该零件孔径小,加工过程铁屑排屑困难。如果选择较长棒料,钻φ9.5的盲孔作为加工毛坯,加工过程中铁屑在孔内排屑困难,会导致内孔被铁屑刮花,降低表面粗糙度,同时也会出现铁屑堵死内孔及打刀等情况,从而影响加工质量。所以在毛坯的选择上也尤为关键,根据工艺安排选择外圆为φ20,长度为52 mm的棒料,钻φ9.5的通孔,作为加工毛坯。
2.3 刀具选择
为了保证零件的加工质量,需选择合适的刀具,尤其在选择内孔刀具的时候,由于孔径较小,如果选择普通钢制刀杆及普通高速钢刀杆加工时会产生振刀,如果采用手工磨削的高速钢刀具,加工过程中刀具易磨损,替换性差,而且尺寸精度难以控制。所以选择合适的刀杆对加工是至关重要的。加工该零件选择整体硬质合金的刀杆,抗震性好,加工过程中容易控制尺寸精度。刀片的选择及刀片型号见表1所示。
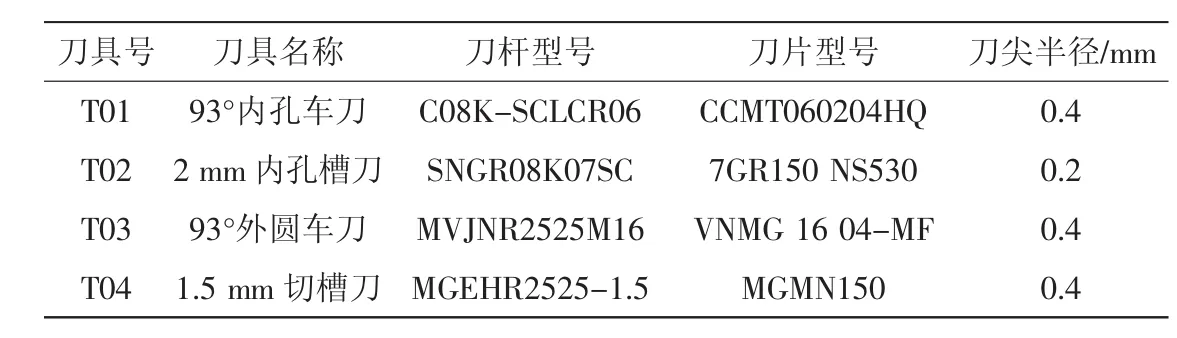
表1 刀具参数表
2.4 刀具切削参数
为了保证零件的加工质量,需选择合适的刀具切削参数。加工该零件尤其在切削内孔的参数,粗加工可选取较高转速进行切削去除大部分余量,然而在精加工时由于孔径较小,如果选取较高转速会产生振刀及表面粗糙度达不到要求,所以在精加工内孔时选取低转速进行内孔及内槽的精加工,这样加工出的零件尺寸及表面粗糙度都符合要求。加工参数见表2所示。

表2 刀具切削参数表
3 零件加工流程
1)零件装夹及对刀。三爪卡盘夹毛坯一端,夹长为10 mm,依次将4把刀对刀。但由于切槽刀对刀过程存在误差,为保证零件3个槽的位置正确及切断位置尺寸正确,所以在对好切槽刀后先进行切槽刀试切,先编写简单的切槽程序,让刀具在毛坯零件尾端位置切一个浅槽,用公法线千分尺测量槽的位置与编程的位置是否正确,如有误差通过利用机床磨损补正调整。
2)粗、精加工内外轮廓。加工时采用先内后外的原则,加工可采用手工编程或自动编程。先用内孔车刀粗车、半精车、精车φ14、φ11.5、φ11的内孔,再用内孔槽刀粗车、半精车、精车φ15.5、φ13的内槽,再用外圆车刀粗车、半精车、精车φ17.3及1.1的倒角,最后用外圆槽刀粗车、半精车、精车外圆槽。具体加工参数参照表2。
3)切断。由于工件切断的位置只有3 mm的壁厚,切断刀在切断的时候容易使工件产生变形,为解决切断变形,只能减小切断刀切削刃宽度,减小与零件的接触面积,这里采用1.5 mm的槽刀切断,减小工件发生变形。切断时直接保证零件的工件总长,并做好圆角半径0.6 mm的倒角。
4 加工注意事项
为减少薄壁零件在加工中出现的少量变形,在加工过程中以减小刀尖圆弧半径及减小背吃刀量等切削参数来减少零件在加工过程中的变形。对于小孔径的零件,如果表面粗糙度要求高,如果普通机床高转速车削加工后的表面粗糙度要求达不到的话,可采取低转速加工,这样既能保证零件表面粗糙度,又能很好地控制尺寸。对于有多个同轴度要求的零件可采取一次装夹的方法来加工,从而保证零件的同轴度要求。
5 加工效果评价
通过对该零件的模拟仿真及加工试验,以及对工艺的改进,加工出的产品经过测量已经能够保证图样的精度要求。该零件的加工工艺设计得到了某军工企业的认可,并已实现该零件的批量生产,产品的合格率能够达到95%以上,提高了零件的生产效率。该零件经过多轮的测试已能正常安装到某航空发动机上正常使用。
6 结 语
本文针对某航空发动机压力阀套中间件零件进行了工艺分析,在分析该零件加工难点的基础上,经过多次数控仿真模拟和实际加工,并对该零件进行检测分析,该零件质量符合要求,证明该工艺设计可行有效。同时也为加工该类零件提供了良好的加工工艺,对数控车床上车削类似零件具有一定参考作用。
