一种用于密封舱体气密检查的三通阀门
2018-11-11牛群峰韩峰
牛群峰, 韩峰
(中国船舶重工集团公司第七一○研究所,湖北宜昌443003)
0 引言
密封舱体是水下UUV的重要组成部分,它不仅是电子元器件和传感器等设备的安装载体,同时也为各功能设备件提供密封空间,确保各设备不受海水压力、腐蚀性恶劣环境的影响而发生损坏。因此确保舱体可靠密封是各功能设备件安全可靠运行的关键[1-3]。
密封舱体下水试验前需进行气密检查。目前通常的做法是通过空压机直接向密封舱体内部充气,当舱体内部气压达到要求后,关闭空压机。然后采用将密封舱体没入水中或在密封配合处涂抹肥皂水,并长时间保压的方式来进行密封性能检测[4]。
将密封舱体没入水中进行密封性能检测是目前最常用的做法。但它对使用环境有一定的要求,即需要现场具有可容纳水下密封舱体的水槽。而有些水下密封舱体体积较大,一般的水槽中无法容纳。
在密封配合处涂抹肥皂水并长时间保压进行密封性能检测的方式适用于现场没有满足要求的水槽或密封舱体的体积较大,无法放入水槽进行密封性能检测的场合。此种方法通常要求压力表精度较高且保压时间较长。而空压机受量程等方面的影响,自带压力表往往精度不能满足使用要求,且空压机与密封壳体连接处存在气压泄漏的隐患,容易造成误判。
针对以上使用缺陷,设计一种用于密封舱体气密检查的三通阀门,实现密封舱体与空压机之间的转接。成功解决了压力表精度不满足使用要求和连接处气压泄漏容易引起误判的难题。
1 结构简介
一种用于密封舱体气密检查的三通阀门,它主要包括与密封舱体连接的固定阀座,可形成两个独立通路的阀杆,可实现阀杆通路通断的阀腔,与压力表连接的压力表转接件,实现压力表与压力表转接件密封的橡胶垫,与充气快速接头连接的空压机转接件、快速接头等。其总体结构及安装方式如图1所示。
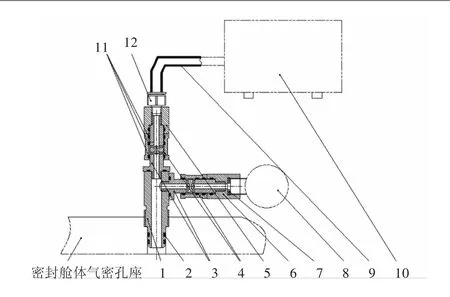
图1 三通阀门总体结构及安装方式示意图
固定阀座与密封舱体通过螺纹固定连接,连接方式简单方便;同时采用两道O型圈径向密封的方式,确保密封安全可靠。固定阀座上有两个螺纹孔,一个通过阀杆与压力表连接,另一个通过阀杆与空压机连接。
阀杆与固定阀座之间通过螺纹固定连接,并采用端面密封的方式,阀杆上端面密封槽在允许范围内较设计标准偏浅,确保端面密封性能更加可靠。
阀腔内部有三道径向密封O型圈槽,在实现阀腔通路与外界可靠隔绝的同时确保阀腔与阀杆滑动灵活自如。阀杆两独立通路的连通和隔开通过移动阀腔的位置来实现。阀腔外部做有标记,用来明确阀腔在阀杆上的安装方向及实现阀杆两独立通路连通和隔开时应移动的方向,如图2所示。
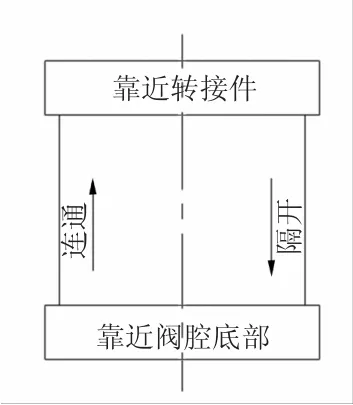
图2 阀腔外部标记示意图
压力表转接件的主要作用是实现将阀杆通路中的气压传递到压力表接口处而不产生泄漏,压力表转接件与阀杆之间采用螺纹连接的方式,并通过O型圈实现径向密封,压力表转接件与压力表之间同样采用螺纹连接的方式,并通过橡胶垫实现密封。
空压机转接件主要用来实现阀杆与空压机之间的密封连接,空压机转接件与阀杆之间采用螺纹连接的方式,并通过O型圈实现径向密封,空压机转接件上端安装一个快速接头,实现与空压机的高压软管快速拔插。
该三通阀门采用以上设计,其具有以下优点:1)与密封舱体的连接简单可靠,并可根据密封舱体的具体情况增加转接件,通用性强;2)密封处采用双道密封并增加压缩量的方法确保密封性能,可靠性高;3)可外接高精度压力表来进行内部压力的精确检测,大大降低了误判的概率;4)通过移动阀腔的位置实现密封舱体与空压机以及压力表之间的连通和断开,可排除由于空压机高压软管接头处和压力表接头处的微渗漏而造成对气密检查结果的误判。同时可根据现场的环境情况,选择任何一种进行检查,实现检查方式的灵活多变。
2 设计计算
2.1 材料及密封形式的选择
1)材料的选取。该三通阀门主要用于进行密封舱体气密检查,经常与水及肥皂水等介质接触,使用环境比较恶劣,容易发生锈蚀。故选用耐腐蚀性较强的不锈钢材料。其力学性能如表1所示[5-6]。

表1 不锈钢力学性能

式中:P为设计压力,MPa;Di为阀腔或阀座内直径,mm;[σ]t为材料的许用应力,MPa;φ为焊缝系数(无焊接结构时φ=1)。
2)密封形式的选取。固定阀座与阀杆及密封舱体之间的连接要求可靠、拆卸方便;阀腔与阀杆之间的连接要求滑动自如且密封可靠。O形圈密封具有密封性能好、使用寿命长、结构紧凑、拆卸方便等特点,可在-100~260℃温度范围内使用[7-8]。综合考虑,采用O形圈密封的结构形式。
2.2 设计及校核
该三通阀门主要承受内部压力,属于压力容器设计范畴。内压下圆筒厚度的计算公式如下所示:
由式(1)可知,圆筒厚度与所承受的压力和圆筒内径的乘积成正比。基于安全性等方面的考虑,气密检查所采用的压力最大不超过1 MPa。同时基于使用方便性和便于携带等方面的考虑,该三通阀门的整体体积在满足使用要求的情况下体积尽可能小,阀腔和阀座的空腔最大内径不大于φ30 mm。在此情况下,强度较容易满足要求。故采用以结构设计为主,然后对其进行强度校核的设计方法。
2.2.1 阀杆与固定阀座密封处参数确定
阀杆与固定阀座处采用M12螺纹固定连接和O型圈轴向密封的结构形式。为降低加工难度,同时确保可靠密封,采用增加O型圈压缩量的方法。采用式(2)计算轴向密封沟槽允许的最小深度:

式中:hmin为沟槽最小深度,mm;d2为O型圈截面直径,mm(根据固定阀座密封配合面的结构尺寸,选用截面直径为2.65 mm的O形圈。即d2=2.65 mm);x为O型圈压缩率(根据《液压气动用O型橡胶密封圈沟槽尺寸标准》,O形圈截面直径对应的轴向密封最大压缩率为30%,即x=30%)。
计算得,hmin=1.855mm。取整后得:h=1.86mm。2.2.2 阀杆与阀腔密封密封处参数确定
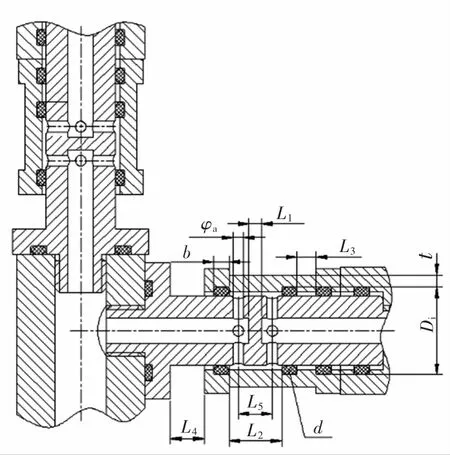
图3 阀杆与阀腔配合处尺寸参数
阀杆与阀腔的密封配合主要实现两个功能,即阀腔移至阀杆底座端时实现两通路的断开,阀腔移至转接件端时实现两通路的连通。此即需要确定几个尺寸参数,如图3所示。
图3所示状态下需确保阀杆两通路之间的可靠连通并与外界隔绝。需满足下列条件:

其中,r为图示φa孔边缘处倒圆角半径。
根据结构和加工可行性等方面的考虑,需满足下列条件:

阀腔移动至阀杆底座端时确保两通路隔开且与外界隔绝,为确保可靠性,将d处O形圈移动至两通路中间位置。需满足下列条件:
综合考虑承压强度、结构尺寸及加工等方面的因素,选择截面直径为2.65 mm的O形圈,并确定以下基本尺寸:

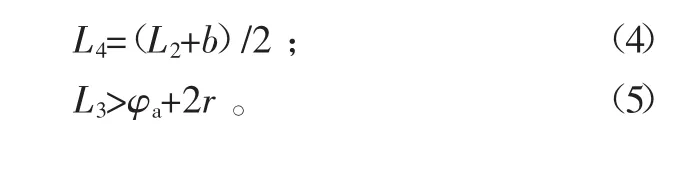
根据式(3)~式(5),确定各参数尺寸:L5>2.5+3=8 mm;L2>8+2.5+1=12.4 mm;L3>2.5+1=4.5 mm;L4=(12.4+3.6)/2=8 mm。
其余尺寸按照《液压气动用O型橡胶密封圈沟槽尺寸标准》进行设计。
2.2.3 阀腔壁厚强度校核
阀腔的壁厚设计为t=2.85 mm,取1.5倍安全系数,采用最大气压P=1.5 MPa进行校核。
根据式(1)进行变换,可得

远远小于不锈钢材料的许用屈服强度,满足要求。
3 实施过程
当需要进行气密检查时,将三通阀门按照图1所示安装到位,此时密封舱体内部同空压机以及压力表均处于连通状态,具体见图4。此时打开空压机往密封舱体内部充气,同时观察压力表的度数,当压力达到规定值时,关掉空压机,同时将阀腔沿阀杆轴向移动至与阀杆底部相接触(如图5所示),并拔掉空压机高压软管,此时密封舱体内部与空压机以及压力表均处于断开状态,若采用第一种方法进行气密检查,则取下压力表,将密封舱体放置水槽中观察是否有气泡产生。若采用第二种方法进行检查,则可以在舱体密封配合处涂抹泡沫观察,待保压时间满足要求后,将阀腔沿阀杆轴向方向移动至与压力表转接件相接触,同时观察压力表的读数并与之前要求值比较,若满足要求则取下压力表并将阀腔沿阀杆移至与空压机转接件相接触,此时密封舱体内部与外界通过两个通路连接,可快速放掉舱内的空气,节省放气时间,提高工作效率。
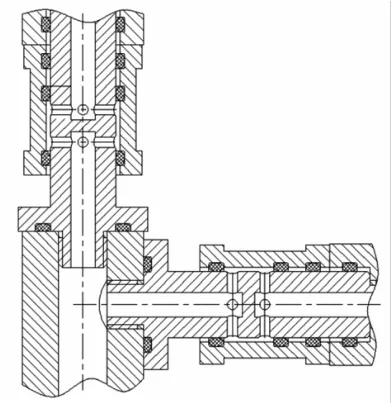
图4 阀腔移动至连通状态示意图
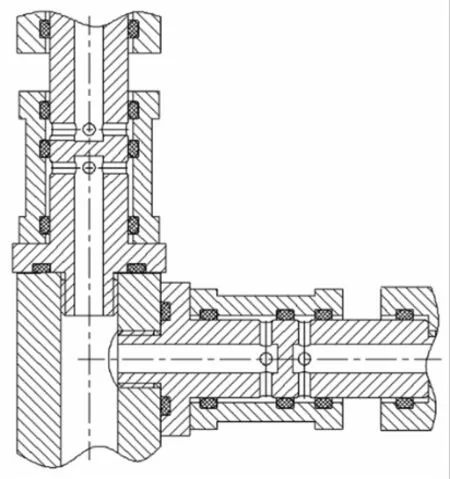
图5 阀腔移动至隔开状态示意图
4 效果验证
根据设计计算的结果进行三通阀门零件详细设计、加工及组件装配,到位后采用某小型密封壳体作为工装对三通阀门的密封性能进行验证试验,将气密压力增加至1.5 MPa,放入水中进行密封性能检测,15 min时间内压力未发生变化且未发现气泡产生,密封效果良好。具体测试过程见图6所示。
目前该三通阀门已成功应用至某水下UUV密封舱体气密检查过程中,操作过程简单方便且准确率高,从未出现错判漏判等现象。

图6 测试过程示意图
5 注意事项
1)阀腔须严格按照规定方向安装。阀腔外部标记了安装时的方向和移动时阀杆通路所处的状态。若阀腔未按规定方向装配,则移动至指定状态时阀杆通路所处的状态与标记状态不一致。空压机充气时会出现通路堵塞等情况,容易发生危险。
2)三通阀门入水后需进行去水处理。将密封舱体没入水中进行气密检查是目前最常用的做法。采用此种方式进行气密检查时,需将与空压机连接的高压软管和压力表取下然后整体放入水中,如图7所示。此时快速接头端与压力表连接端均处于非密封状态。放置水中进行气密检查再取出后内部会存留少量水,若不对其进行清除,则下次进行气密检查时,残留在内部的水会在空压机的作用下进入到密封舱体内部或进入到压力表中,使得密封舱体内部进水或造成压力表的损坏。

图7 没入水中进行气密检查示意图
3)打开空压机出气口过程应匀速缓慢。由于气密所需达到的压力较小,且对压力变化的感知度要求较高,故选用的压力表大多精度较高,但量程较小。而目前使用的空压机大多有存储一定压力气体的功能。若空压机中存储的气体压力较高,超出所选用压力表的量程。则使用空压机中存储的气体往密封舱体内部充气时就存在将压力表冲坏的风险。此时需匀速缓慢地打开空压机充气口,同时观察压力表读数变化。切忌迅速将空压机充气口阀门完全打开。
6 结语
密封舱体是否安全可靠密封是确保水下UUV载体内部各功能设备件安全可靠运行的关键。下水前需进行气密检查是水下UUV必不可少的一项操作内容。本文针对目前密封舱体进行气密检查时存在的不便和使用缺陷,设计一种用于密封舱体气密检查的三通阀门。并对该三通阀门的结构、设计计算及实施过程进行详细的介绍,同时指出使用过程中的注意事项。
