仿形打磨机打磨钢轨焊头平直度的注意事项
2018-11-03金能龙
金能龙
(湖南高速铁路职业技术学院,湖南衡阳421002)
我国铁路经过六次大提速和高速铁路的建设,使得我国铁路速度和运输能力得到了很大提高。在2017年我国GDP达到82.71万亿元,随着人民生活水平的提高,对铁路旅客舒适度有了更高的要求。无缝线路就是消灭了钢轨接头轨缝,通过焊接方式将钢轨一根根焊联,有效减少了车轮对钢轨的冲击,大大减少了车辆震动、噪声和维修工作,有效提高了列车平稳性;但是焊接质量关系到列车速度提高后的正常运行,所以我国铁路规范出台了比较严格的规定,用来控制钢轨焊接质量。
1 钢轨焊头平直度打磨的现状
无缝线路在铺设中,先是将钢轨厂生产出的100 m长钢轨在焊轨厂进行焊接,这种钢轨焊接我们俗称为厂焊,在焊轨厂焊接成500 m长钢轨,将500 m长钢轨运输到线路现场铺设,进行新线轨道铺设或者换轨大修工程。为了较好的将无缝线路进行应力放散,所以将500 m长钢轨在现场焊接成1 km~2 km单元轨节,这种钢轨焊接我们称为现场焊。
厂焊与现场焊的区别在于厂焊一般采用了固定焊机,现场焊采用了移动焊机。厂焊中可以使用很多大型数控设备,在现场焊中由于地形、设备移动等限制,较多的使用了小型设备。在钢轨焊接后焊头平直度打磨中都采用了小型打磨机械进行打磨,目前常常使用的是钢轨仿形打磨机。
焊头平直度直接关系到车轮对钢轨的冲击力,相关研究表明,0.2 mm微小焊缝迎轮台阶形不平顺,300 km/h时引起的轮轨冲击性高频作用力(P1)可达722 kN,低频轮轨力(P2)达321 kN,可加速道砟破碎、道床路基产生不均沉陷,巨大轮轨作用力会引发钢轨、轮轴断裂等情况,导致脱轨的出现。
因此,我国无缝线路中严格控制钢轨焊头平直度,对钢轨焊头平直度允许偏差做出了详细规定(见表1,表2)。
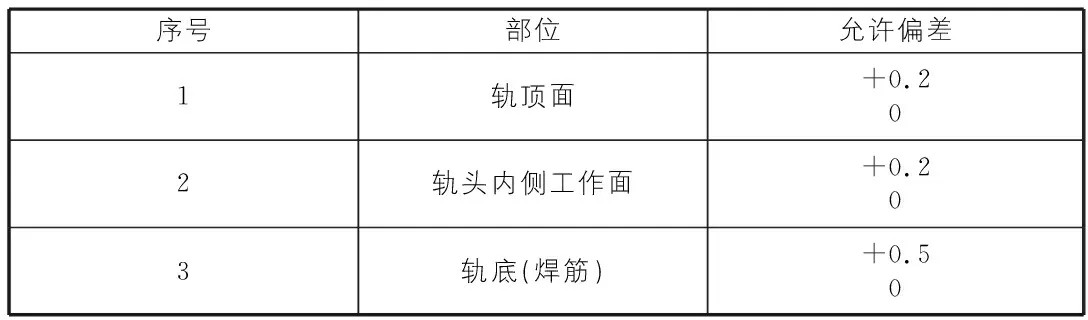
表1 高速铁路无砟轨道钢轨焊接接头平直度允许偏差

表2 普速铁路钢轨焊接接头平直度允许偏差
2 仿形打磨机打磨的特点
仿形打磨机可以分为电动仿形打磨机和内燃仿形打磨机,两者的区别主要是动力来源问题,其使用方法基本相同。图1为内燃仿形打磨机的基本组成。

钢轨仿形打磨机主要用于钢轨焊头轨头外观轮廓打磨和钢轨肥边打磨,打磨机可以垂直进行钢轨顶面的打磨和水平进行钢轨轨头侧面的打磨,打磨过程中主要依靠仿形轮与焊头两侧钢轨接触,从而形成一个基准面,利用护轨轮保持仿形打磨机的快速移动,用进给轮控制砂轮接触力度,通过砂轮接触面匀速打磨,从而形成仿形作用,与两侧钢轨母材,衔接合理。
打磨时将打磨机放置在需要打磨的钢轨上,逆时针转动垂直进给手柄,使砂轮离开轨顶面,按下开关,砂轮空载旋转,观察打磨机状态,确认打磨机状态良好。然后,均匀转动进给手柄,使砂轮与焊头焊筋接触,利用操作扶手来回移动打磨机,打磨过程中应时刻注意观察打磨出火花量以及感受进给轮手感压力,均匀合理的控制砂轮进给量,同时观察打磨后光带印记,是否完全覆盖和紧密衔接,严格注意不能出现泛蓝、划痕等情况。打磨中应先打磨钢轨轨顶面平面部分,再打磨钢轨轨头侧面平面部分,最后进行弧度倒角,打磨完钢轨轨头一侧顶面和侧面后,将打磨机旋转180°,进行打磨另外一侧。打磨中前期焊筋较厚时,可以适量加大进给轮力度,后期精修精整阶段要较轻打磨,紧密衔接,形成较好的仿形效果。
因为钢轨表面轮廓并不是直线组成,如图2所示,钢轨轨头顶面、侧面为直线,之间用弧线链接,打磨过程中要严格控制弧线。

3 仿形打磨机打磨钢轨焊头的注意事项
钢轨在焊接完成后会出现高焊头和低焊头情况,每种情况的打磨选择方式不一样,所以要认真分析钢轨焊接后的焊头初始状态,分析研究,确定合理的打磨方式。
钢轨焊头的打磨分为粗磨和精磨,粗磨过程中对钢轨轨底脚和轨底采用棒砂轮进行打磨,对于钢轨轨顶面和钢轨工作边在高焊头时也可以采用棒砂轮辅助粗磨,但要严格注意打磨速度、力度、宽度,严禁打亏、跳动、泛蓝等现象发生。在粗打磨中,仿形打磨机沿钢轨移动,逐步放下砂轮打磨焊筋,打磨焊筋高度到1 mm左右,打磨应从轨面开始,再打侧面,打磨钢轨另一侧时,必须调转打磨机。在精打磨中,旋转进给轮使砂轮与焊筋两侧钢轨顶面刚好接触,然后从两侧向焊头处缓慢打磨,打磨时一定要严格观察火花量和打磨光带,调正进给轮,尽量不打磨母材,精磨长度不应超过焊缝中心线两侧各450 mm限度,打磨长度越短越好,母材打磨深度不超过0.5 mm(不包括推凸余量),在打磨过程中,要注意观察部位,经常检查轨面状态,防止打磨过量,打磨量应使用直尺测量,接头处的肥边应同时打磨消除。
对于焊接过程中高焊缝、低焊缝、工作边凹凸较大时可以采用以下方法进行打磨:
1)轨顶面凸出焊缝的打磨。对于0.2 mm
2)轨顶面低塌焊缝的打磨。对于-0.2 mm≤h<0 mm的低焊缝,焊缝两侧打磨范围长度不能少于1.0 m,砂轮片的正压力要适当,每1个来回检测1次;对于-0.2 mm 3)轨头内侧工作边的打磨。对于轨头内侧工作边“-”值焊缝,焊缝两侧打磨范围长度不能少于0.5 m,对于轨头内侧工作边h>+0.3 mm焊缝,焊缝两侧打磨范围长度不能少于1.0 m。 仿形打磨机打磨中的特点在于完全由人工操作,其辅助观测设备比较少,主要根据经验进行,打磨过程中下刀如果过大,就会出现钢轨打磨泛蓝现象,钢轨表面出现马氏体,如果下刀过小,就会出现钢轨打磨效果比较慢,效率不高。还有每一次下刀与上一次下刀的衔接程度,直接会影响到打磨的效果,,必须做好每一刀打磨的衔接和弧度倒棱,打磨到标准的钢轨断面形状,最后精度达到规范要求的平直度要求,做好打磨顺坡,严禁打亏钢轨。 采用仿形打磨机进行钢轨打磨仍然是我国常用的手段,但是如何有效的控制打磨量及打磨效果,以及进行辅助打磨工具的研发,都有着很大短板。打磨人才的培养和储蓄也是值得深入思考的问题。铁路线路的施工与维护过程中,只有整理实验数据,不断的总结经验,结合最新科技技术,培养专业打磨人才,才能与时俱进,使得效益最大化。4 结语
