连续烟化炉的产业化设计
2018-10-25白桦
白 桦
(长沙有色冶金设计研究院有限公司, 湖南 长沙 410001)
我国铅锌渣连续烟化已有生产实例。广西某冶炼厂的铅系统采用富氧侧吹氧化、富氧侧吹还原、富氧侧吹烟化三联炉工艺,还原炉的热渣连续流入富氧侧吹烟化炉连续烟化。该富氧侧吹烟化炉投产以来两个主要生产指标一直不理想,一是渣含锌始终降不到常规期望值,二是煤耗偏高。
这两个现象是同一个因素造成的。富氧侧吹烟化炉煤粒是从炉顶加料口自由落到炉内铅锌渣熔融体的表面,靠熔融体的翻腾将煤粒与熔融体混合。问题是煤的比重远低于铅锌渣熔融体的比重,尽管铅锌渣熔融体在高速(200~250 m/s)富氧空气流的搅拌下激烈的翻腾,煤粒与铅锌渣熔融体的混合均匀程度远没有想象的好,在熔融体中会形成一个从上到下煤的分布逐渐减少的趋势,而我们希望的是大多数煤粒能被熔融体带到风口区。从而可以推断出,从风嘴喷出的富氧空气中的氧与煤粒中的碳发生反应生成的一氧化碳(还原剂)在铅锌渣熔融体内也不均匀,会形成从下到上一氧化碳浓度逐渐递增的趋势,部分会很快的逸出熔融体表面进入炉体的上部空间,完全没有起到还原剂的作用。热渣(或部分冷料)虽然同样是加到炉内熔融体的表面但随着熔融体的翻腾会在短时间内趋于均匀化,还可能存在下沉的倾向,因为新的热渣(或冷料)的比重比炉内已挥发掉部分铅锌的熔融体的比重略大。
可以确定炉内纵向面从下到上渣熔融体中含铅锌浓度是逐渐减小的,而一氧化碳浓度逐渐增加,这种相反的浓度梯度影响到渣中铅锌氧化物被一氧化碳还原的还原度。
传统烟化炉是粉煤从风口喷入炉内,还原剂(粉煤和一氧化碳)在渣熔融体中的移动轨迹是从下到上,随着还原剂与渣熔融体中的铅锌氧化物的接触将铅锌氧化物还原,浓度从下到上逐渐减小,最终逸出渣熔融体表面时烟气中的还原剂浓度最低,说明还原剂被充分利用。
在经过多次对各种工艺参数氧浓、煤量、温度、烟气中CO含量等的摸索试验之后,最终决定将富氧侧吹烟化炉改成从风口喷粉煤的传统烟化炉形式。
江西铜业铅锌金属有限公司铅系统基夫塞特炉之后配了一台18m2传统烟化炉,该烟化炉是目前我国炉床横断面积最大的烟化炉,风口区长7.5 m,宽2.4 m,笔者曾应该厂要求对该烟化炉放渣口进行改造,并进行连续烟化试验。
连续烟化试验的结果并不理想,除了实现蒸汽的连续供给,渣含锌同样偏高,该厂已恢复烟化炉间断作业。
这两个连续烟化生产的实例,说明了两个问题。第一个实例说明,煤粒加到渣熔融体的表面靠熔融体自身的翻腾是混合不均匀的,期望熔融体的翻腾能将大多数煤粒送到风口附近更是不可能;第二个实例说明,传统烟化炉炉体结构上的设计只适宜间断操作工艺。
笔者多年前就着手开发设计连续烟化炉[1],当时只专注于炉体结构上的改进而未考虑煤粒在炉内熔融体的行为及产生的效果。通过上述广西某冶炼厂的生产实例,可以认为在找到煤粒与熔融体能很好混合的方法之前,从风口喷粉煤(或其它燃料)仍是最好的选择。
分析上述2个生产实例,并参考《有色冶金炉设计手册》[2]、《有色金属熔池熔炼》[3],设计出产业化的连续烟化炉。
1 连续烟化炉设计原则
连续烟化炉的设计原则是:①粉煤从风口喷入炉内;②炉床为隧道式;③为100~120 kt/a铅系统规模配套;④生产过程为还原炉热渣连续流入烟化炉,考虑配加冷料;⑤生产过程中要求可不停炉更换风嘴。
其中,设计原则⑤在传统烟化炉间断生产过中是不需要的,因为传统烟化炉是加料、还原吹炼、放渣周期性作业,如要更换风嘴,可在放渣周期结束后进行。连续烟化炉是连续加料、连续吹炼、连续放渣,风嘴始终淹没在厚渣层中,按传统烟化炉风口形式要更换风嘴必须将炉内的渣放掉,需要停炉。
2 炉子主要尺寸及结构的确定
2.1 风口区宽度(B床)
风口区宽度设定为B床=1 100 mm。
风口区宽度的设定是从两方面考虑。首先连续烟化炉风口为单边错位布置(传统烟化炉风口为双边对吹布置),风口喷出的气流能基本达到对面水套的内侧即可;其次风口区炉床形状应设计成类似隧道窑结构的长条形。
2.2 风口区长度(L床)
风口区长度为L床=16 320 mm,由13块水套排列而成。
风口区长度的确定原则,首要考虑的是满足单位时间内进入炉子的料需要在炉内停留的时间;其次应是单个风口水套宽度的整数倍(包含水套接缝宽度)。
2.3 风口水套
风口水套宽1 250 mm,高1 500 mm,厚150 mm。
每块风口水套上设置2个风口,风口中心距为620 mm,第1个风口离水套侧边160 mm(或470 mm)。因为连续烟化炉风口为错位布置,当烟化炉一侧是布置的第1个风口离水套侧边160 mm的水套,其正对面就应布置第1个风口离水套侧边470 mm的水套,形成相对错位的风口布局。
2.4 风口座结构
烟化过程是空气和粉煤通过风嘴喷入炉内熔融的渣中,风嘴是通过烟化炉风口水套上的风口座插入烟化炉内, 传统烟化炉风口座是由风口法兰与风口套管构成。风嘴伸入炉内的部分受到炉内高温熔融炉渣的侵蚀很容易损坏,操作不当时炉内的熔融炉渣会倒灌进风嘴,这都需要更换风嘴。
为满足设计原则⑤的要求,将风口座设计成由带气封连接口的三通套管与带自锁件套管构成的风口座。当要更换某个风嘴时,将该风口座气封连接口三通套管上与压缩空气源相连的支管上的阀门打开,这时可以卸出风嘴,压缩空气通过三通套管上风口管鼓入炉内阻止炉内熔融体的倒灌。同时,当风嘴被卸出时带自锁件套管上的自锁件会自锁,使压缩空气只能喷入炉内。
将备用的新风嘴插入风口座,自锁件中的自锁滚珠被风嘴推开,启动新风嘴后关闭与压缩空气源相连的支管上的阀门即完成一次风嘴的更换。
2.5 上部水套
上部水套宽1 250 mm,高1 800 mm,厚150 mm。上部水套与风口水套一样宽、一样厚,比风口水套高300 mm,因为风口水套较易损坏,一般设计矮些。在后段(排烟段) 第二层上部水套上开三次风口。
2.6 端部水套
端部水套宽1 400 mm,高1 500(或1 800)mm,厚150 mm。
风口水套层的端部水套高1 500 mm,上部水套层的端部水套高1 800 mm。
在前段上部水套层的端部水套(1 800 mm)中上部设熔渣注入口。在后段风口水套层的端部水套(1 500 mm)开有放渣孔,放渣孔与端部水套外的坝式放渣池相连接。
2.7 炉顶水套
炉顶水套宽1 400 mm,长1 250 mm,厚150 mm。
在加料口端的前两块炉顶水套上开有冷料加入口。
2.8 炉子的高度
炉子的高度沿风口长度方向分为两段。前段(加料口端)高度由炉底水套层+风口水套+一层上部水套+炉顶水套(内空腔高度约3 300 mm), 前段长由8块水套连接而成;后段(排烟段)高度由炉底水套层+风口水套+两层上部水套(内空腔高度约5 100 mm), 后段长由5块水套连接而成。
后段炉顶结构有2种形式,一是在第2层上部水套上连接一段由膜式壁围成的与其后余热锅炉连成一体的直段,直段高约2米;二是在第2层上部水套上再加一层烟口水套, 烟口水套上加炉顶水套。
2.9 炉底水套层
炉底水套层结构与传统烟化炉一样,不再论述。
2.10 风嘴
风嘴与传统烟化炉风嘴结构基本相同,只是因风口座结构的不同,连续烟化炉风嘴其前部的喷嘴管要长一些。
3 连续烟化炉的设计要点
风口区炉床形状一定要是隧道式(长条形);风口为单边错位布置;可不停炉更换风嘴;排烟口在后段的直升段上。
图1是连续烟化炉示意图,其中后段炉顶在第2层上部水套上再加一层烟口水套。
4 结语
我国单个铅锌冶炼厂的规模不断加大, 铅锌渣
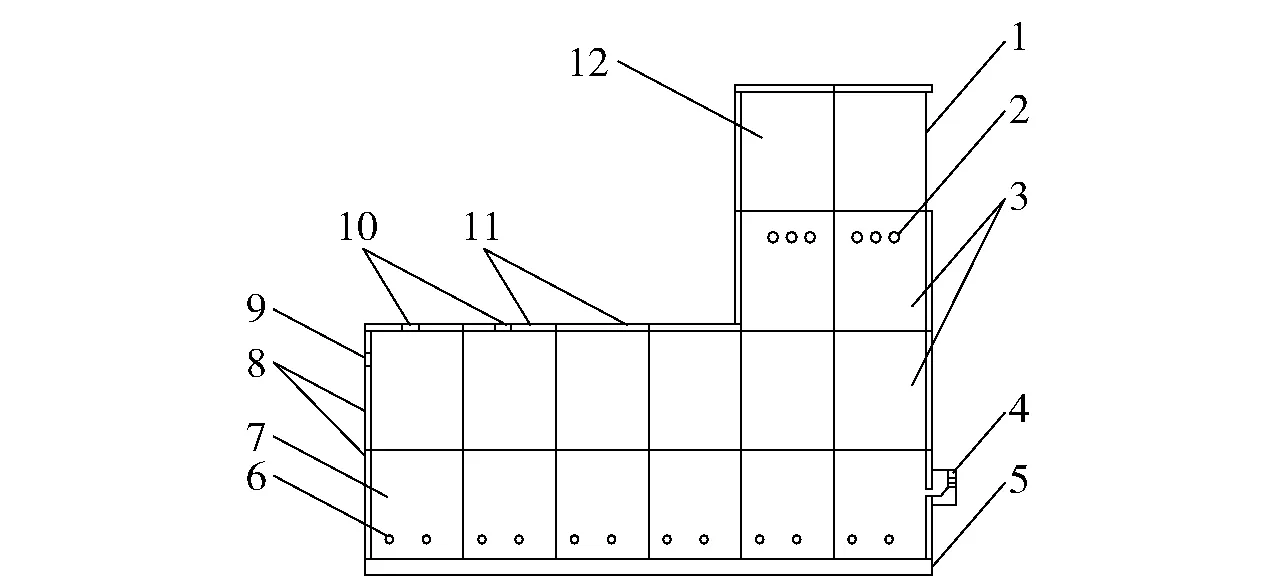
1—排烟口;2—三次风口;3—上部水套;4—垻式放渣池;5—炉底水套层;6—一次风口(风口座与风嘴);7—风口水套;8—端部水套;9—热渣注入口;10—冷料加入口;11—炉顶水套;12—烟口水套图1 连续烟化炉示意图
的连续烟化会越来越为人们所接受。设计出一台适用的连续烟化炉是实现铅锌渣连续烟化的前提,也是业内设计者们应该去努力的一个方向。
