数字化饲料厂气力系统的设计
2018-10-24李芳环刘洋
李芳环 刘洋
摘 要: 针对传统饲料输送系统存在饲料输送能力差,系统能耗高的弊端,设计数字化连续式密相饲料气力系统。设计数字化连续供料装置,采用数字操控改变叶片转速实现对饲料供给量的调整;通过控制输送管道中主管和辅管的气体量实现对饲料输送管道的疏通;设计料气分离装置通过气固分离将空气与饲料分离,使饲料有效保存并降低空气污染。系统软件通过降低供料器上压和下压处压力差,降低供料器的空气漏气量空对系统的饲料供应能力影响。根据实验结果可知,所设计系统的饲料供给能力强,系统的能耗低,具有良好的实际应用效果。
关键词: 数字化; 饲料厂; 气力系统; 供料器; 输送管; 料气分离
中图分类号: TN711.5?34; TQ051 文献标识码: A 文章编号: 1004?373X(2018)20?0182?05
Abstract: As the traditional feed transporting system has the disadvantages of poor feed transporting capability and high system energy consumption, a digital continuous dense?phase feed pneumatic system is designed. The digital continuous feeding device is designed. The adjustment of feed supply amount is realized by adopting digital control to change the revolving speed of blades. The dredging of the feed transporting pipeline is realized by controlling the gas amount in the main pipe and auxiliary pipes of the transporting pipeline. The material?gas separation device is designed to separate the air from the feed by means of gas?solid separation, so as to store the feed effectively and reduce air pollution. For system software, the influence of the feeder′s air leakage amount on the system′s feed supply capability is reduced by reducing the pressure difference between the upper pressure and lower pressure of the feeder. The experimental results show that the designed system has strong feed supply capability and low energy consumption, which has a good practical application effect.
Keywords: digitization; feed plant; pneumatic system; feeder; transporting pipeline; material?gas separation
气力输送将空气动力作为输送动力,使各种物料在管道中流通。气力流动通过管道两端的压力差来提供管道内物料流通所需的能量。气力输送的实现需要一定的必要条件,如气体源或空气、物料输送管道和输送物料的分离设备。气力输送装置分为吸送式和压送式两种,其应用领域广泛,如橡胶业、冶金、化工以及农业等[1]。数字化技术不断进步带动农业领域中饲料厂的气体输送能力不断进步,数字化的机械设备可显著提升系统的运行效率。本文在国内外关于气力输送研究成果的基础上,设计数字化连续式密相饲料气力系统,提升系统的饲料输送能力,降低系统能耗减少对环境的污染。
1 数字化连续式密相饲料气力系统设计
1.1 总体设计方案
气力系统的工艺流程设计是系统设计的前提。本文设计的数字化连续式密相饲料气力系统由压缩空气处理装置、数字化连续供料装置、气力输送管道、料气分离装置以及控制装置共同构成[2]。本文设计系统运行流程如图1所示。系统先采用压缩空气设备对空气进行处理,处理后的气体由两种方式进入气力系统:一种是采用旋转式供料器进入系统的主输送管道;另外一种是经减压净化后进入旁侧管道用作补气。气体的最终输送前需经二位三通分配阀确定目标仓,之后将风机、除尘器和旋转式供料器等设备开启,使混合后的饲料和气体进入分离装置中实施饲料与空气的分离,并将有效饲料保存[3],排放出的空气在经过除尘器处理后可被释放入大气中不会对环境造成污染。
1.2 数字化连续供料装置设计
数字旋转供料器属于气密性的供料装置,其结构如图2所示,图中显示其主要零件有机壳和叶片[4]。该装置通过将饲料仓中饲料放置在叶片间的空间,使饲料伴随叶片移动而流向下部,输出均匀的饲料确保系统管道内气料比的稳定,也有效的将上下部间的气压分隔。设计该装置结构简便可采用数字化操控改变叶片转速实现对饲料供给量的调整。
1.3 输送管道设计
系统中输送管道主要用于对饲料进行运输,系统大部分的功率消耗为管道饲料的运输。因为圆形截面具有阻力小和制作便捷的优势,输送直管截面通常为圆形,本文采用如图3所示的直管结构对饲料厂饲料进行输送。本文系统设计输送管道中主输送管道与辅管间通过过滤喷嘴、单向阀和PU管等实现[5]。从图3可看出主管道与两个辅管相连,辅管2与辅管1和主管均相连,且辅管2可以自身独立工作不受干扰,输送管道中的辅管1向辅管2提供空气支持,辅管2向主管道输送压缩后空气。管道间距离的确定由输送饲料的特性和压力决定。通常设计辅管2间距离在10~15 m,若主管道的输送压力超过设定值时,打开辅管1的电磁阀使压缩空气进入辅管2,后辅管2向主管道提供压缩后空气,有效地对输送管道疏通。由此可知,所设计输送管道的辅管2可以独立工作,降低系统能量消耗。
1.4 料气分离装置设计
系统设计的料气分离装置主要包括除尘器和饲料存储罐[6]。设计的料气分离装置需保证被传输的饲料可全部被分流出来,同时当系统输送条件发生变动时也可以稳定的进行料气分离。在本文系统的料气分离装置中,饲料在管道内运输输送的终端为存储罐。由于饲料的输送与空气的输送同时进行,在将饲料保存在存储罐前需将饲料进行气固分离。本文设计的料气分离装置如图4所示。
由于饲料的直径较小且极易產生静电,本文对饲料输送时的除尘器采用三防毡制品,降低静电的干扰[7],如图4所示。除尘器设置在饲料存储罐上方,气力输送的饲料,从除尘器下方进入,一些直径较大的饲料由于自身重力会掉落到存储管中,直径小的饲料会附着在滤袋外部被排放到大气中。除尘脉冲仪通过释放脉冲信号使气包和电磁阀开始喷吹[8],使附着在滤袋上的饲料掉落会存储罐中,降低空气污染。
2 系统软件设计
一定范围内供料会随转速的增加而增大,当超过该范围后供料能力随转速的增大而降低[9]。供料器叶片的转速与供料量关系如图5所示,产生该曲线的原因主要在于:叶片转速过高时,饲料在向下运输时未掉落又被带回,造成饲料的供料减少;叶片速度过高,供料器的漏气量现象变得严重。因此为保证气力系统的稳定运行,应将转速控制在合理范围内。
2.1 饲料供料能力计算
2.2 漏气量计算
依照当前的设备设计精度无法完全达到供料器的密封,所以对饲料供料器的漏气量计算也是提升系统工作能力关键[10],漏气量包括叶片旋转时叶片间空隙的漏气量[Q1],和供料时壳体与叶片间空隙中的空气量[Q2]。
式中:[γ]表示空气的重度;[F]表示供料器叶片与外壳间的空气通道大小;[z]为空隙个数,本文将该值统一为2;[T0]表示高压方向处的温度;[p0]和[p1]表示设计供料器上压和下压处压力,当[p0]和[p1]间差值越来越大时,说明空隙间面积增大,则空气泄漏量也在增多,影响系统的饲料供应能力。
3 实验分析
实验为验证本文系统的有效性,采用本文系统进行饲料输送实验,来验证本文系统能否有效地进行饲料的气力输送。
3.1 料气比与输送管道总压损的关系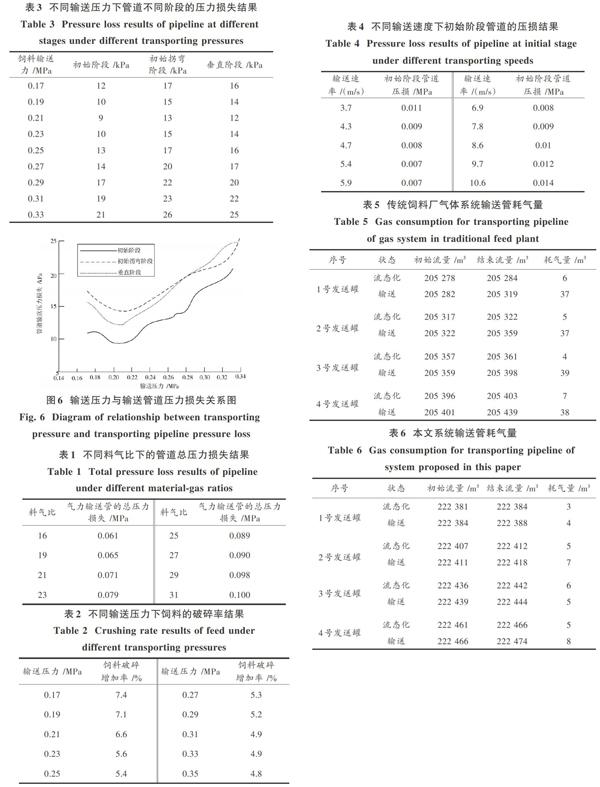
通过调节供料器叶片转速控制饲料的质量流量,得到不同料气比下本文输送管道的压力损失情况见表1。
从表1数据可以看出:输送管道的总压力损失随着料气比的增大而增多;当料气比较小时,系统的饲料输送能力较差,且输送过程所需的压缩空气体积也较大,会消耗系统大量的能源;但当气料比值增加到一定数值后,空气提供的压力无法使饲料移动,造成管道的堵塞。因此选择合适的气料比值十分重要,当气料比值在21~27之间时,本文系统的能耗不高且发生堵塞现象也不严重,具有较高的应用性。
3.2 输送压力与饲料破碎率关系
实验采取改变调压阀的开度改变输送管道的压力,之后进行数字化的饲料气力输送,将输送结束后的饲料进行取样,测量饲料的破碎率,表2为本文系统输送后饲料的破碎增加率结果。
分析表2数据可知,不断提升输送压力,输送的饲料的破碎率有所降低,出现该结果是因为输送压力导致饲料的输送状态由过去的稀疏性输送转变为密集型输送,减低输送过程饲料间的相互碰撞和饲料与管道壁间的摩擦,因此饲料的破碎率显著降低,饲料的供给能力增强。从表中可知,本文系统在输送压力为0.35 MPa时的饲料破碎率最低。
3.3 输送压力对输送管道压损的影响
实验通过在本文气力系统的输送管道中安装多个压力传感器,采取改变饲料输送管道压力的方式,计算管道初始阶段、初始拐弯阶段以及后期垂直阶段管道的压力差,得到结果如表3所示,将表3结果用图6表示。
分析表3和图6可知,随着输送压力的不断增大,本文系统输送管道的压力损失结果均表现为先减少后增加的趋势。从图中曲线结果可以清晰的看出,当输送压力在0.20~0.22 MPa间时,本文系统输送管道的压力损失结果值均较小,说明处于该输送压力下饲料的流动状态发生变动,致使管道输送压力损失处于较低水平。当饲料的输送压力大于该值后,图中曲线明显上升,说明该时刻下饲料颗粒间相互作用导致在本文系统管道内的积累加剧,产生较强的压力损失。
3.4 输送速度与输送管道压损关系
实验通过控制压缩空气的体积量,并记录压力传感器数值,计算不同空气流量下气体流速对本文系统初始阶段输送管道的压损结果,如表4所示。分析表4中数据可知,当输送饲料的速度在5.4 m/s和5.9 m/s时,本文系统初始阶段管道的压力损失最低仅有0.007 MPa。在饲料输送速度小于该区间值时,随着输送速度的提升,饲料在管道底部的积累量逐渐减少,同时饲料与管壁的摩擦也逐渐减少,因此对管道的压力慢慢减小;当输送速度大于该区间的速度时,随着输送速率的提升,饲料颗粒间的作用力逐渐加强,使颗粒的起伏速度变化增强,因此出现压力损失增加的结果。
实验将传统饲料厂气力系统的耗气量与本文系统的耗气量进行对比,分析本文系统是否可以在应用中节省能量,表5和表6分别为传统饲料厂气力系统和本文系统的输送管耗气量结果。
对比分析表5和表6数据可知,本文系统在进行饲料的气体输送时,消耗的空气量较少,说明本文系统在实际应用中实用价值高。
4 结 论
本文设计的数字化连续式密相饲料气力系统,将料气比控制在21~27之间时系统输送管道总压损最小,控制输送饲料的速度在5.4 m/s和5.9 m/s也可降低输送管道压损。将本文系统与传统饲料厂的空气消耗量进行对比可知,本文系统的实际能量消耗低,应用价值高。
参考文献
[1] 刘峰,孙春一.气力输送系统弯管部分冲蚀磨损计算探讨[J].饲料工业,2015,36(3):9?11.
LIU Feng, SUN Chunyi. Discussion about erosion wear calculation of bend pipes in pneumatic conveying system [J]. Feed industry, 2015, 36(3): 9?11.
[2] 郑青松.机车脉冲式气力输送固定上砂设施探讨[J].铁道标准设计,2016,60(4):130?133.
ZHENG Qingsong. Discussion on fixed pulse pneumatic sand feeding facilities for locomotive [J]. Railway standard design, 2016, 60(4): 130?133.
[3] 杨亮,吕健强,罗清尧,等.规模化奶牛场数字化网络管理平台开发与应用[J].中国农业科学,2015,48(7):1428?1436.
YANG Liang, L? Jianqiang, LUO Qingyao, et al. Study on digital network platform of large?scale dairy farms [J]. Scientia Agricultura Sinica, 2015, 48(7): 1428?1436.
[4] 胡东,王晓川,唐川林,等.气力提升理论模型建立及验证[J].高校化学工程学报,2016,30(5):1074?1081.
HU Dong, WANG Xiaochuan, TANG Chuanlin, et al. Modeling and validation of an airlift lifting system [J]. Journal of chemical engineering of Chinese universities, 2016, 30(5): 1074?1081.
[5] 郭俊凯.智能投料机气力输送系统设计[J].筑路机械与施工机械化,2017,34(8):106?109.
GUO Junkai. Design of pneumatic conveying system for intelligent batch feeder [J]. Road machinery & construction mechanization, 2017, 34(8): 106?109.
[6] 杨程,臧英,周志艳,等.基于PID算法的气力式施肥机变量施肥控制系统设计与试验[J].沈阳农业大学学报,2017,48(3):320?327.
YANG Cheng, ZANG Ying, ZHOU Zhiyan, et al. Design and test of pneumatic fertilizer applicator variable ratio fertilization control system based on PID algorithm [J]. Journal of Shenyang Agricultural University, 2017, 48(3): 320?327.
[7] 徐贵玲,陈晓平,梁财,等.密相气力输送系统中发送罐供料过程研究进展[J].锅炉技术,2016,47(5):6?10.
XU Guiling, CHEN Xiaoping, LIANG Cai, et al. Review of study on feeding process of top discharge blow tank in dense?phase pneumatic conveying system [J]. Boiler technology, 2016, 47(5): 6?10.
[8] 舒彩霞,韦跃培,廖宜涛,等.油菜气力式排种系统参数对其负压特性的影响及风机选型[J].农业工程学报,2016,32(10):26?33.
SHU Caixia, WEI Yuepei, LIAO Yitao, et al. Influence of air blower parameters of pneumatic seed?metering system for rapeseed on negative pressure characteristics and air blower selection [J]. Transactions of the Chinese Society of Agricultural Engineering, 2016, 32(10): 26?33.
[9] 曹守启,陈英才,刘雨青,等.养殖业饵料输送自动化过程设计仿真[J].计算机仿真,2017,34(5):247?252.
CAO Shouqi, CHEN Yingcai, LIU Yuqing, et al. Design and simulation of the automatic process of feed delivery in aquaculture [J]. Computer simulation, 2017, 34(5): 247?252.
[10] 李勇,张涛,宋欢.橡胶厂炭黑气力输送系统设计[J].中国粉体技术,2015,21(2):98?102.
LI Yong, ZHANG Tao, SONG Huan. Design of carbon black pneumatic conveying system in rubber factory [J]. China powder science and technology, 2015, 21(2): 98?102.
