Mipro系统与西门子PLC间通讯系统的研究与应用
2018-10-20姜亦晓贾秀芹
姜亦晓,贾秀芹
(潍柴动力(潍坊)铸锻有限公司,山东潍坊 261100)
WM 4-160型转子式混砂机、ASK 180型砂处理双盘冷却器是潍柴动力(潍坊)铸锻有限公司于2010年从德国KW公司引进。混砂机包含1套高效强力转子混砂机和1套型砂性能自动在线检测装置,分别用于混制造型线用潮模型砂和检测型砂的性能指标。冷却器用于造型线旧砂处理系统,为自动造型线回砂降温增湿。在铸锻公司工业园区二期项目初期没有Mipro控制系统,KW混砂机与冷却器各自独立控制,且无法远程监控和修改参数,不利于整个砂处理系统的系统控制,因此经论证对砂处理控制系统进行改造,增加了一台工业计算机,组成Mipro型砂控制系统。Mipro系统包括混砂机系统中的全自动水定量装置Micomp Uni和VEDIMAT型砂测试系统以及冷却器系统中的全自动水定量装置Micomp Uni。依赖于Mipro控制系统与混砂机和冷却器电控系统(电控系统都是采用的西门子PLC技术)实时数据通讯,通过该控制系统可以通过选择不同的界面,查看 Mixer、Cooler、Vedimat的设备信息、生产、工艺信息。也可以查看完整的Mipro控制设备的画面,可以显示和控制粘土重量、固体重量、PLC参数数据等。另外,还有数据库、混砂动态和校正、统计等功能。组成系统还用于后期实施的工艺参数大屏幕LED屏现场展示和远程监控。
1 系统构成与特点
1.1 Mipro控制系统简介
Mipro(the modular quality assurance-process control-data analysis and visualization system for your moulding sand preparation)[1]控制系统引进于Michenfelder公司,此控制系统主要功能包括用户管理功能;数据查询功能;解析功能;设备远程监控功能;历史图表功能以及数据统计功能等。用户管理功能:管理员用户可以建立新用户和分配进入授权,改变系统背景下程序语言,可以改变与其相连的Micomp Uni等设备的全局和配方参数;另外,他有权在数据库中进行编辑;普通用户允许进行各个配方的水分校正,允许确认故障,查看各种设备页和包含趋势的数据库等。数据查询功能:可以编译或查询报警、以及批次的统计和查询。解析功能:为管理员提供不同参数时,校正分析。设备远程监控功能:通过选择屏幕中相应的设备按钮,进入与设备现场完全一样的控制界面,管理员就可以做相应的设备操作和参数设置,如图1所示。历史图表功能:可以查看选择的参数的历史曲线,如图2所示。
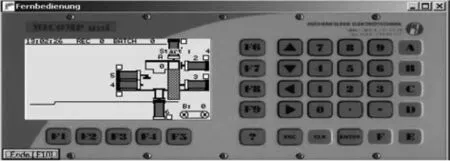
图1 Mipro控制界面

图2 参数历史曲线
1.2 Micomp Uni和 VEDIMAT简介
全自动水定量装置Micomp Uni:该系统设计用于湿度范围在2.0%~6.0%之间的造型砂,型砂温度的测量范围在0~100℃之间。Mipro根据实际温度和湿度计算出必要的特征参数,这些特征参数在调试时要按实际情况进行调整,如果需要,还可随后将其优化(例如在全负荷状态下)。
Vedimat型砂测试系统的工作基础是型砂的湿度和紧实率之间有密切的影响关系。仅在混砂机中使用Micomp Uni湿度控制系统意味着,不仅湿度得到了完全的控制,与此相关的紧实率也得到了控制(只要型砂成份保持恒定)。
Micomp Uni的主要任务是可靠准确地测量湿度,控制定量加水,以平衡型砂温度和水份含量对混砂结果带来的影响。仅使用Micomp Uni系统不能控制由型砂成份变化引起的紧实率变化。Vedimat的主要任务是检测出慢慢但不停变化的型砂成份和对紧实率以及压实强度的影响 (或多或少地由回砂,新砂,膨润土和细粒粉尘等)。通过不断调节加水量,Vedimat和湿度控制系统Micomp Uni的协调工作保证了恒定的型砂紧实率,其偏差很小。即使生产过程中紧实率有很小的变化也能被检测到并得到调节。Vedimat+Micomp Uni形成了一个互相独立又互相控制的系统。使用Vedimat和Micomp Uni意味着,即可以按照恒定湿度制备型砂,也可以按照恒定紧实率控制型砂。
2 Mipro在砂处理系统中的应用
2.1 硬件通讯网络
铸锻公司工业园区二期项目初期没有Mipro控制系统,混砂机系统安装时采用Vedimat→Micomp Uni→Siemens S7(6ES7 138-4DF01-0AB0)的连接方式用于设备间的数据通讯。后新增Mipro控制系统,Mipro与各设备网络连接如图3所示。

图3 网络连接图
这样可以通过Mipro丰富直观的用户界面显示众多工艺参数和曲线,另外可以通过局域网实现远程监控和数据归档,其中造型线最关心的型砂质量参数可以通过现场大屏幕LED屏实时展示,指导操作者随时调整混砂配方,其显示的数据分别是:混砂批次(batch of sand mixing)、水分含量(Content of water)、紧实率(Rate of packing)、湿压强度(Green compression strength)。
2.2 Mipro与PLC数据通讯

图4 通讯数据描述
图4 是Mipro发送到PLC的数据循序和格式位数,PLC接收到这些数据后可以由Wincc的远程发布技术通过局域网实现远程监控,同时可以通过现场大屏幕LED屏实时展示,方便现场操作者和工艺人员快速掌握实时信息。
以Mipro工控机为中心形成数据通讯网络,启动 Mipro 控制系统、Micomp Uni、Vedimat后,发现Mipro控制系统不显示Micomp Uni数据,LED屏除从PLC直接获取的“混砂批次”数据正常显示外,其他从Mipro获取的数据都显示为0。说明PLC没有接收到Mipro发送的数据,可能的原因是数据接口或发送方式不匹配,检查Mipro电脑和Siemens S7(6ES7 138-4DF01-0AB0)RS232端口设置正常[1],见图5和图6。
研究发现,Micomp Uni、Vedimat参数中 C 参数中的C20和C35用于RS232端口设置,见图7。

图5 电脑端口设置

图6 Siemens程序端口设置

图7 参数说明
修改 Micomp Uni上的参数 C20=3,C35=0,Mipro正常显示Micomp Uni数据,但LED屏上仍不能显示水分含量、紧实率湿压强度数据。
经观察发现,Micomp Uni上的 C(Durcker/Mipro) 连接到混砂机 PLC系统 6ES7 138-4DF01-0AB0 接口模块上时,6ES7 138-4DF01-0AB0上的RX灯是持续闪烁的,这时混砂机配备的大屏幕LED屏显示正常的数据;改为从Mipro电脑上的com5连接混砂机PLC系统6ES7 138-4DF01-0AB0 接口模块后,6ES7 138-4DF01-0AB0上的RX灯只在混砂期间短暂的亮了一下,混砂机配备的大屏幕LED屏不显示数据。
用示波器检测Sub-D的③脚TXD对⑤脚GND的输出发现,混砂快结束时示波器接收到短暂的信号,此时6ES7 138-4DF01-0AB0上的RX灯短暂的亮了一下。用示波器检查其他端口,发现只有当修改Mipro上的参数时,COM3和COM4上能输出信号。但是COM1接口则与COM3和4不同。COM1只有当设备的混砂工序进行完毕后,才能采捕到信号。为检查Mipro的COM1是否正确的输出了数据,通过“超级终端(Hyperterminal)”程序进行数据输出测试。混砂结束时收到数据,说明COM1正确的发送了数据,见图8。

图8 通讯界面
研究分析PLC程序,FC92通过调用FB2将数据从6ES7 138-4DF01-0AB0接收后保存到DB93,FC100通过调用 FC95将 DBB37-DBB42、DBB136-DBB141、DBB144-DBB149 的字串型变量转换为双整数,然后分别写入到PAW524、PAW526、PAW528,对应LED屏显示水分含量、紧实率、湿压强度。
Siemens S7 (6ES7 138-4DF01-0AB0)RS232端口连接至Micomp uni接收数据时,LED屏正常显示,DB93数据如图,改为从Mipro接收后,LED屏显示数据为0。

图9 DB93数据

图10 DB93数据
经比较图9、10发现,将Siemens S7(6ES7 138-4DF01-0AB0) 的连接方式从 Micomp Uni改为Mipro以后,所有的数据都下移了一个字节。
查看PLC控制程序FC137发现,程序只能将30~39范围内(ascⅡ码,对应数字 0-9)的数字型的字串型变量转换为双整数。监控FC100,DBB37 -DBB42、DBB136 -DBB141、DBB144 -DBB149的字串型变量不在30~39范围内(ascⅡ码,对应数字 0~9),转换为双整数出错,PAW524、PAW526、PAW528为0,因此LED屏显示水分含量、紧实率、湿压强度为0。
对比Mipro数据输出的协议,Mipro首先输出了起始位和字符SE6EM2PR3,共占用了10个字节,从11个字节开始陆续发送数据代码和数据,其中第11个和第12个字节发送的是配方代码“R”“N”,而 Micomp Uni用于连接 PLC 时(C20=1,C35=1)的输出协议可能是无起始位和起始字符的,相比Mipro多发送了一个参数,从10个字节才开始陆续发送配方等数据代码和数据,第10个和第11个字节发送的是配方代码“R”“5”。
通过修改西门子PLC控制程序(见图11),以获取正确的数据。

图11 PLC程序
Mipro系统各设备及西门子PLC之间数据通讯正确后,Mipro控制系统可以实时准确的显示各设备的运行状态、可以修改各设备全局和配方参数,以及相应的故障确认等操作,大屏幕LED屏显示数据正常。
3 总结
本文研究了 Mipro系统(Mipro、Micomp Uni、Vedimat)与西门子PLC之间数据通讯问题。成功应用于砂处理系统中,通过Mipro系统实现对KW混砂机、KW冷却器以及LED生产信息可视化系统的监控、校正配方参数等。通过增加一台Mipro工业计算机,组成Mipro型砂控制系统,实现了整个砂处理系统的系统控制,以及各设备远程监控和修改参数功能,管理人员在控制室中可以对现场设备状态了如指掌,并且可根据需要实时校正工艺参数,提高了生产线的自动化水平,生产效率、产品质量,减少了劳动力成本以及劳动强度。
