一种间接快捷制造模具方法的探讨*
2018-10-11程智勇李晓娟蔡海鉴
程智勇,李晓娟,蔡海鉴
(广州铁路职业技术学院机电学院,广东广州 510430)
0 引言
快捷原型技术是用离散分层的原理制作产品原型的总称,其原理如图1所示。
快捷模具制造分为直接快捷制造模具和间接快捷制造模具[1];直接快捷制造模具是用选择性激光烧结技术(SLS)、熔融沉积成型技术(FDM)、分层实体制造技术(LOM)等快捷成型工艺的方法直接制造出模具;间接快捷制造模具是用快捷成型件作为母模或过渡模具,再将所需模具制造出来[2]。
由于直接快捷制造模具的技术参数要求高而模具表面质量难保证,并且综合力学性能有较高要求等问题[3],本文重点研究间接快捷制造模具的方法。
1 间接快捷模具的制造基本思路
基于此有必要针对上述问题,提供一种快捷开发模具的间接快捷制造模具的方法。
1.1 总体具体实施方式
如图2所示,间接快捷制造模具方法包括以下步骤:
(1)采用快捷原型技术制造快捷原型。首先获得工件的离散数据点云,再构造出工件的三维CAD模型。将三维CAD模型以STL文件格式输出,并输入到快捷成型机中进行快捷原型制造,可以将零件上的表面图纹直接制作出来,通过后期工艺复制在模具上。
(2)以快捷原型为模型,制造硅橡胶反模。
(3)利用硅橡胶反模制造铸型,所述铸型具有待制造模具形状的型腔。
总体思路按上述流程图来达到间接快捷制造模具,关键点是间接快捷制造模具材质合金含量的研究。

图2 间接快捷制造模具的方法流程图
1.2 合金含量的研究
各原材料实际加入元素量计算公式为:


图1 快捷模具制作过程

式中:Mi为含某元素的原材料实际质量;
Ei为元素烧损率;
Hi为某元素在合金中的百分含量;
Yi为某元素在原材料中百分含量;
M锌是一次熔炼炉料的总质量,试验中每炉料重500 g。
本文作者设计的间接快捷制造模具,其材质为合金,在合金中添加锆,可以使金属球化、细化晶粒,提高合金的塑性和韧性;进一步通过添加稀土元素,使合金的力学性能提高,耐腐蚀性能得到改善。通过研究该方法制造得到的模具,其表面洛氏硬度高达HRC50,能达到开发轨道交通零部件快捷模具所需要的硬度性能;同时可大大缩短制模时间,通一般可在3天左右得到模具,比数控加工节约25%~40%的成本。
(1)合金液按质量百分数计算,包括11%~14%Al,6%~8%Cu,6%~8%Mg,0.2%~0.4%Zr,0.04%~0.06%稀土元素,Zn余量。
(2)稀土元素为Ce、La、Y和Gd中的至少一种。
(3)稀土元素为Ce、La、Y和Gd。
(4)稀土元素是以稀土中间合金(ZnRe中间合金)的形式加入,所述ZnRe中间合金按质量百分数计算,包括 45% ~55%Ce, 10%~15%La, 5% ~10%Y,3% ~8%Gd,Zn余量。
(5)合金液的制备步骤包括:将锌基中间合金和稀土中间合金加热熔化,得到所述合金液;其中所述锌基中间合金由Zn、Al、Cu、Mg和Zr组成,所述稀土中间合金由Zn元素和稀土元素组成。
(6)将锌基中间合金和稀土中间合金加热熔化得到所述合金液的步骤具体为:先将所述锌基中间合金加热熔化,再加入所述稀土中间合金,继续加热熔化,得到所述合金液。
(7)合金液的加热熔化的温度为500~600℃。
(8)铸型的型腔中浇注合金液的步骤之前,还包括将所述合金液冷却至470~480℃以进行浇注的步骤。
1.3 实验过程
实验过程需要用到的设备如表1所示。
该间接快捷制造模具的方法特别适用于轨道交通零部件用模具的制造。
(1)实验一
实验一的间接快捷制造模具的方法如下。构建轨道交通零部件的三维CAD模型:获得轨道交通零部件的离散数据点云,再构造出的三维CAD模型。根据所述三维CAD模型,采用快捷原型技术制造快捷原型:将三维CAD模型以STL文件格式输出,并输入到快捷成型机中进行快捷原型制造。

表1 实验设备清单
以所述快捷原型为模型,制造硅橡胶反模。利用硅橡胶反模制造铸型,所述制得的铸型具有待制造模具形状的型腔:将硅橡胶反模放置在模腔上,并将其固定好,将混制好的石膏等铸型材料注入模腔内,铸型硬化后,将硅橡胶反模从铸型中取出,得到所需形状模仁的铸型。
制备合金液:把坩埚放入箱式电阻炉中,加热,待炉温升至500℃时,向坩埚中加入锌基合金,继续加热,待全部熔化后,再加入稀土合金,充分熔化,将合金液从箱式电阻炉中取出(具体成份如表2所示),扒渣,搅拌,当合金液降温至470-480℃时,浇注到铸型的型腔中,凝固后取得模仁的合金模具。
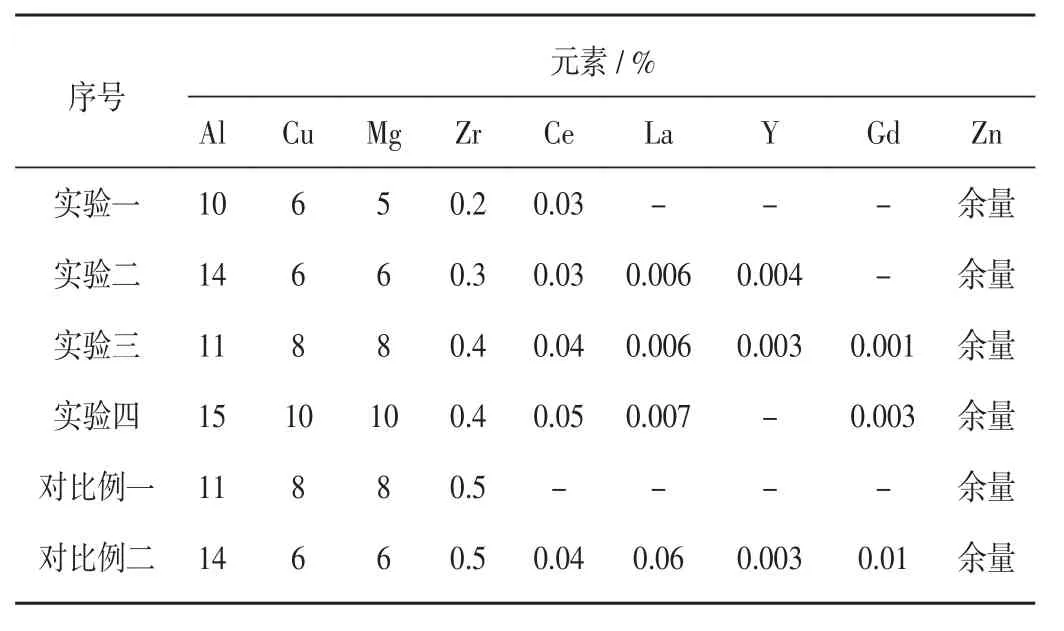
表2 实验一至四与对比例一、二中合金液的组成
(2)实验二
实验二的间接快捷制造模具的方法与实验一的基本相同,不同之处在于合金液的组成以及熔化的温度,实验二熔化的温度为520℃,合金液的组成如表2所示。
(3)实验三
实验三的间接快捷制造模具的方法与实验一的基本相同,不同之处在于合金液的组成以及熔化的温度,实验三熔化的温度为550℃,合金液的组成如表2所示。
(4)实验四
实验四的间接快捷制造模具的方法与实验一的基本相同,不同之处在于合金液的组成及熔化温度,实验四熔化的温度为600℃,合金液的组成如表2所示。
对比例一:对比例一的模具制造方法与实验1的基本相同,不同之处在于合金液的组成及熔化温度,对比例一的熔化温度为520℃,合金液的组成如表2所示。
对比例二:对比例二的模具制造方法与实验一的基本相同,不同之处在于合金液的组成及熔化温度,对比例一的熔化温度为550℃,合金液的组成如表2所示。
如表2所示,在锌基合金中添加锆元素的含量不同,合金的组织结构表现有所不同。如实验一,当合金中的锆含量为0.2%时,合金组织树枝晶体数量增多,尺寸明显变小,树枝晶体臂变得粗短,共晶组织由条状变成菊花状的团块状[4]。如实验二,当合金中锆含量为0.3%时,合金组织初生树枝晶体平均尺寸稍有减小,共晶组织也得到细化,组织中出现小块状颗粒。如实验三和四,当合金中锆含量为0.4%时,合金组织中初生晶枝晶臂变得圆整,组织中块状颗粒数量增多,使合金球化,细化晶粒。如对比例1,当合金中锆含量为0.5%时,合金组织初生枝晶又变得粗大,块状颗粒较多[5]。在合金中添加0.2%~0.4%锆元素时,树枝晶体绝大部分被打断,同时晶粒得到细化,且分布均匀,主要原因就是合金在凝固时,锆元素促进了初生相的结晶核增多,同时阻止初生树枝晶体长大[6]。而对比例一、二,当合金中添加0.5%锆时,熔体中固溶的锆元素含量也增加,由于含锆化合物的迅速生长,减少了起细化作用的锆元素,以至失去作用,如图3所示。

图3 加入锆元素的合金微观组织
1.4 锆元素含量对合金力学性能的影响
适量锆元素的加入能使合金力学性能得到提高,是因为锆元素能使金属球化、细化晶粒,减少偏析,组织分布均匀。提高合金的塑性和韧性;进一步通过浸渗稀土合金,使合金的力学性能提高,耐腐蚀性能得到改善。采用上述方法制造出来的模具,其表面洛氏硬度高达HRC50,达到了开发产品快速模具所需要的性能。图4为锆含量对合金力学性能的影响。

图4 锆含量对合金力学性能的影响
2 结论
采用实验一至四的间接快捷制造模具的方法,制得的模具表面硬度、抗拉强度和延伸率,满足模具的要求,而对比例一、二中,合金中添加锆元素含量为0.5%以上时,它们的表面硬度、抗拉强度和延伸率就下降,不符合要求。
采用快捷原型技术制造快捷原型;以快捷原型为模型,制造硅橡胶反模;利用硅橡胶反模制造铸型,铸型具有待制造模具形状的型腔;铸型的型腔中浇注合金液,合金液凝固成型,得到模具,包括10%~15%Al,6%~10%Cu,5%~10%Mg, 0.2%~0.4%Zr,0.04%~0.06%稀土元素,Zn余量。通过用快捷模具制作方法一般可在3~4天得到模具,比数控加工节约25%~40%的成本;模具达到所需要的性能。
