基于总线技术的螺钉拧紧机器人工作站设计
2018-10-11徐六喜蒋立正
王 蝉,徐六喜,周 建,蒋立正
(1.中聚(杭州)新能源有限公司,杭州 311100;2.浙江机电职业技术学院 机械技术系,杭州 310053;3.浙江工业大学 机械学院,杭州 310014)
0 引言
智能制造已经成为全球制造业发展的新趋势,为了应对日益增高的工业制造成本和激烈的行业竞争形势,越来越多的传统制造型业开始改变以往的生产制造经营模式,通过引进高端智能制造装备实现生产的自动化,进一步提升工业生产效率,促进产业结构向智能化方向调整,而工业机器人凭借其高效稳定、精细制造加工以及柔性生产等技术特点成为智能制造装备技术的关键[1,2]。
我国新能源汽车行业正在迅猛发展,新能源汽车的核心技术主要是电池包,其生产装配质量直接影响新能源汽车的性能[3]。本研究将现场总线技术应用于工业机器人动力电池包螺钉拧紧工作站中,采用基于Profibus总线技术的西门子S7-1513系列PLC控制系统,通过现场总线技术将ABB工业机器人和远程I/O从站ET200sp连接在一起,形成一个高速、可靠和经济型的通讯网络。
1 螺栓拧紧机器人工作站的总体设计
1.1 动力电池包的铜排组装工序简介
在新能源行业动力电池包(结构如图1所示)的铜排组装工序中,传统螺钉拧紧主要依靠人工手动操作电动扭矩扳手的方式进行作业。作业人员首先把螺钉放入螺纹孔然后用电动扳手拧紧,当电动扳手扭矩达到设定值后自动停止。由于每个电池包所需要组装的螺钉数量较多,该工序的作业人员很容易少装螺钉,产品流入到下一工序不仅增加了下一工序的工作量,而且严重影响了生产效率和产品质量。

图1 动力电池包的结构示意图
本文研制的螺钉拧紧机器人工作站是将扭矩电动扳手安装到机器人的第六轴上,当电池包被流水线输送到螺钉拧紧工位上,机器人在该等待位置等待,通过震动盘自动上料系统将螺钉用压缩空气吹送到电动扳手的批头处,此时机器人开始动作,运行到电池包螺钉拧紧工位处,气缸推动电动扳手将螺钉送入到螺纹孔中,启动电动扳手开始拧紧螺钉。每拧紧一颗螺钉,系统都会自动进行计数,直到当前电池包的所有螺钉拧紧完成,电池包被放行,进入下一工序。电池包螺钉拧紧工艺流程如图2所示。
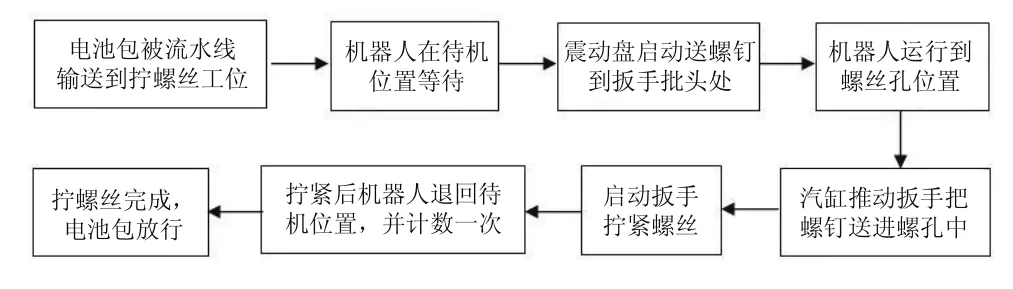
图2 动力电池包的螺钉拧紧工艺流程
1.2 螺钉拧紧机器人工作站的总体布局
动力电池包螺钉拧紧机器人工作站的执行机构主要由ABB工业机器人、螺钉上料震动盘、电动扭矩扳手、输送链、控制柜及机械防护栏等几个部分组成,其总体布局如图3所示。

图3 机器人螺钉拧紧工作站布局
2 螺钉拧紧机器人工作站控制系统设计
2.1 螺钉拧紧机器人工作站控制系统的架构和主要通信方式
柔性制造生产线以西门子PLC S7-1513作为主站结合一台ABB机器人、阿特拉斯电动扳手、ET200SPI/O模块作为从站的智能制造组装单元。机器人位于传输线体一侧,通过接收PLC控制器的信号,实现自动移动扳手到拧螺丝孔位置。机器人不直接与电动扳手和螺钉上料震动盘信号交互,通过接受PLC的控制指令,并反馈运行的状态,实现与电动扳手、螺钉上料震动盘间的协同动作,如图4所示。
2.2 Profibus网络组态技术
PROFIBUS是一种国际化、开放式、不依赖于设备生产商的现场总线标准[4]。适用于制造业自动化、流程工业自动化和楼宇、交通、电力等其他领域自动化[5]。PROFIBUS-DP具有高速低成本通信优点,广泛用于设备级控制系统与分散式I/O的通信[6]。

图4 螺钉拧紧机器人工作站控制系统的架构和主要通信方式
本文应用采用西门子全新系列PLC S71513-1pn和Profibus模块CM 1542-5做主站,I/O模块ET200SP和ABB工业机器人IRB_2600做从站。在西门子编程软件TIA Portal v13中安装ABB机器人GSD文件HMS_1811.GSD,在Profibus网络中添加Anybus-CC PROFIBUS DP-V1并进行站地址分配,如图6所示。

图5 Profibus网络组态
在设备Anybus-CC PROFIBUS DP-V1中添加I/O通讯字节数量,指定通讯字节所对应PLC中的I/O地址,如表1所示。

表1 PLC与机器人组态点表
2.3 PLC与机器人信号交互
I/O信号用于机器人运行中与PLC信号交互,PLC通过Profibus数据交换控制机器人的启动停止、错误复位、参数设置等,同时接收到机器人运行状态、动作完成、错误信息等反馈数据。PLC与机器人逻辑信号参照表[7],如表2所示。
2.4 ABB机器人Profibus适配器DSQC667的连接
ABB机器人提供了DSQC667模块基于Profibus总线技术与PLC进行快捷和大数据量的通讯。DSQC667模块安装在IRC5主机上,最多支持512个数字输入和输出,完全能够满足用户的通讯数据量。通过ABB工业机器人的FlexPendant设定DSQC667模块参数,如表3所示。

表2 I/O信号的逻辑关系
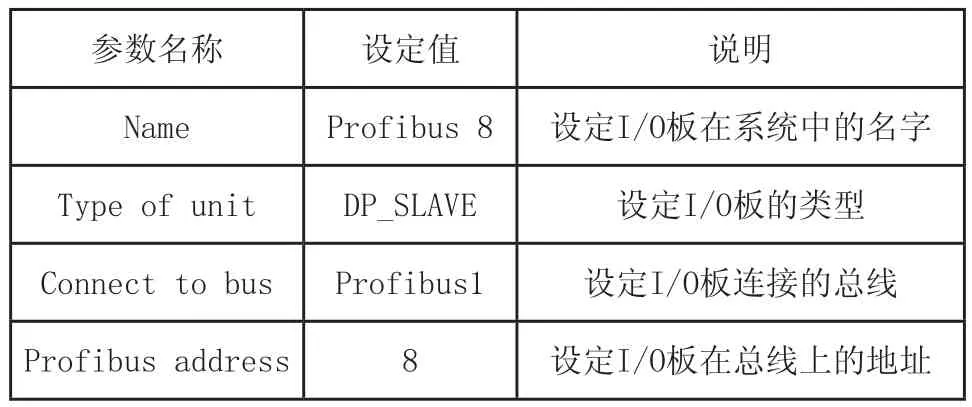
表3 DSQC667参数设定值
3 ABB机器人程序设计
通过工业机器人的示教操作,调整工业机器人及扭矩扳手与输送链、螺钉上料震动盘之间的空间位置,使它们与工业机器人相对位置正确。图6给出了ABB机器人程序控制流程图,ABB机器人启动后首先执行初始化程序,复位PLC交互的逻辑信号,然后回到原点位置等待。当接收到动力电池包即工件到位,扳手和震动盘就绪信号后,执行螺钉拧紧程序,当螺钉拧紧失败后,ABB机器人运行到退钉位置执行自动退钉程序,然后,重新执行螺钉拧紧程序,螺钉拧紧完成,运行程序结束,机器人回原点等待。
ABB工业机器人提供了软件RobotStudio和FlexPendant两种方式,可以完成机器人程序的编写。一般而言,利用RobotStudio软件编写ABB机器人程序显得更为方便和高效。
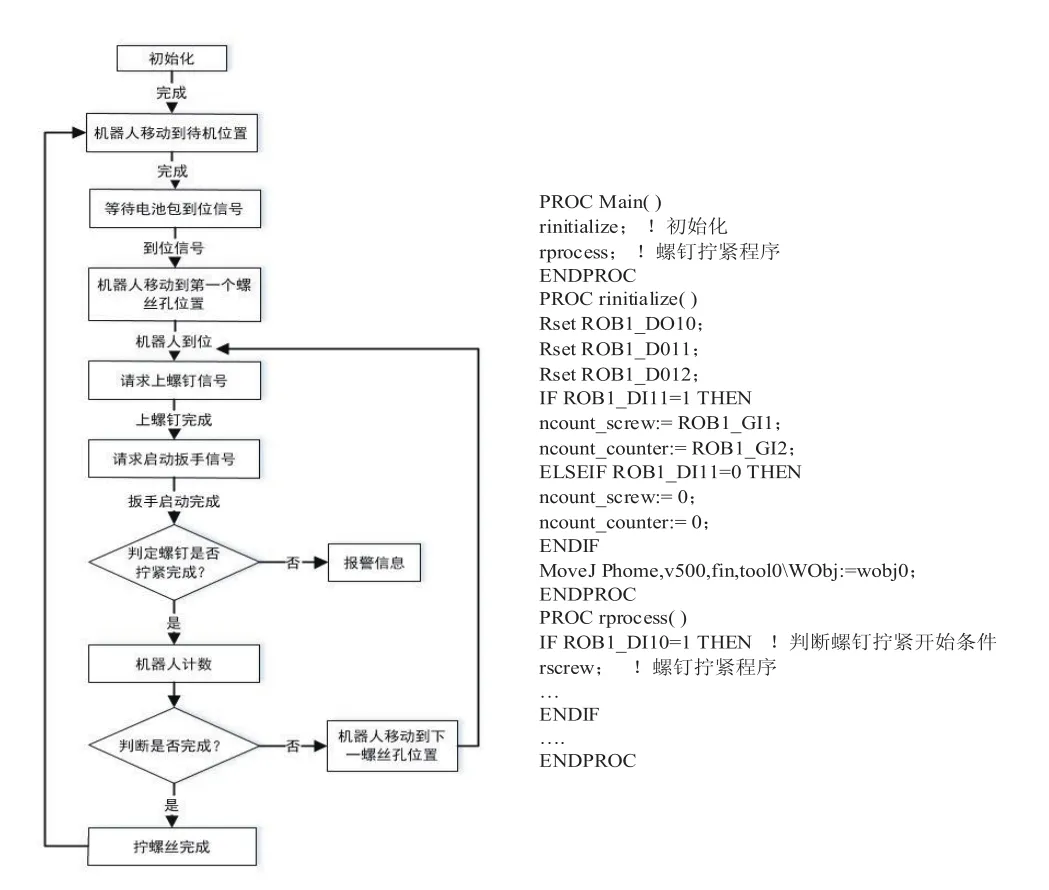
图6 ABB机器人程序控制流程图及机器人程序(部分)
4 实际应用
目前设计的螺钉拧紧工作站已经投入使用,与传统手动螺钉拧紧方式相比,操作简单,大幅度提高了生产效率和产品质量,降低了劳动强度取得了良好的经济效益。
5 结论
1)应用基于总线技术把机器人连接到PLC控制系统中,提高了螺钉拧紧工作站的智能化程度。
2)实践应用表明,工作站系统稳定,螺钉拧紧工作质量优良,具有良好的推广意义。
