数控机床高速主轴振动量实用检测法
2018-10-10航空工业西安飞机工业集团有限责任公司陕西710089刘红安
■ 航空工业西安飞机工业集团有限责任公司 (陕西 710089) 刘红安

扫码了解更多
近年来,随着高速数控机床在金属加工行业应用的日益普及,设备的安全稳定性问题也愈发突出。其中,在影响设备正常运行的诸多要素中,高速主轴因素占比较大,高速加工需求的高速主轴一般转速≥10 000r/min,主轴的支承核心是高速精密主轴轴承,其性能好坏将直接影响高速主轴的工作性能以及主轴的加工精度。必须加大对高速主轴的关注力度,最为关键的环节就是对机床高速主轴的监控与保护,因此对主轴轴承异常声的控制、检测和评定已成为设备维护、保养的重要内容,这已成为设备制造、使用以及维护领域亟待解决的重要问题之一。
作为机床使用、维护部门,对目前高速主轴轴承异常声鉴别大部分还是依靠设备操作、维护人员的主观判定。譬如,在加工过程中,通过操作人员的听觉和触觉;以及在1年1次的数控设备3级保养工作中,维护工程师检测主轴,通过运行主轴预热程序以不同转速试转主轴的方法,仍要通过个人感知来判别高速主轴运转过程中的异常声。这两种方法,因检测环境、个人经验不同而结果差异很大,缺乏一致性和可比性。加之检测时间周期跨度大(数控设备3级保养是在1年进行1次),因此,不能实时、客观及有效地检测高速主轴运行状态,往往主轴在出现异常时已经损坏,造成长时间停机以及巨大的经济损失。
为克服上述缺点,经过不断的研究和试验,在XMT60X系列加速度智能控制(变送)仪的基础上,运用PLC控制技术,利用数控机床数控系统功能,结合人机交互,开发出一种经济实用的高速主轴振动加速度和异常声检测仪,较好地解决了高速主轴轴承振动的检测问题。
1.故障机理和试验分析
对1台高速龙门铣床的OMLAT OMC-320高速电主轴(最高转速15 000r/min)在实验室对前后端轴承进行振动试验分析,从中可见:装有陶瓷球轴承的高速电主轴在各速度段上运转平稳,振动加速度值a只在小范围内波动,振动加速度值a总体变化趋势是随着转速的提高而增大,但未超过2.5g(机床主轴动平衡应符合ISO 1940/01/05/75标准,所需质量级别G2.5),满足电主轴单元高速高精加工的要求,如图1所示。
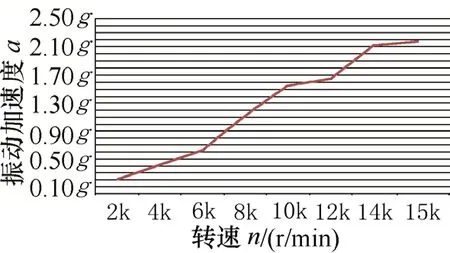
图1 1台高速电主轴的实验室测量振动量
当然,这些数据是在实验室的理想条件下,对电主轴预加载后测得的振动加速度值a,在实际工作环境下,当切削条件恶化,譬如,人为原因造成机床主轴撞刀;切削过程中产生积屑瘤粘刀;因工件装夹受力不均衡、工装设计缺陷和真空吸持压强降低等造成零件变形,直接引起刀杆与工件干涉等原因,使得高速主轴瞬间产生较大冲击载荷,加之主轴处于高速运行状态,作用力传递到主轴前后端轴承,振动加速度值a陡然增大,轴承内部因高速运转产生较大负荷,二者叠加,使轴承高速时实际预紧力远超过初期预紧力,导致轴承温升高,出现早期烧结损伤。此类高速主轴损坏的设备质量事故屡见不鲜,1台三坐标数控立式加工中心(主轴转速最高15 000r/min)在加工过程中,因程序中给定X坐标进给速率过大,刀具齐根折断,所幸防护门带钢栅,击碎防护钢化玻璃,未伤人,当时数控系统未报警,如图2所示。
该设备主轴在出现故障后,对主轴进行检测。按照以下检测步骤、顺序进行:①目测主轴,经检查主轴外观无异常。②手盘主轴,经检查主轴转动灵活,无明显滞涩感。③运行主轴预热程序,主轴逐级升速,声音无明显异常。在最高转速(15 000r/min)下主轴连续正常运行24h后,检查温升基本正常。对照主轴标准,检查主轴轴向最大膨胀量和径向最大膨胀量。主轴轴向最大膨胀量出厂要求不超过0.05mm,径向距主轴端部300mm处最大膨胀量不超过0.02mm;经检测,主轴轴向最大膨胀量0.03mm,正常;径向最大膨胀量达到0.04mm,轻微超差。
于是初步认定主轴状态基本正常,换新刀具后,对初始的加工工艺参数进行优化,继续进行加工。在加工过程中,发现主轴转速在10 000r/min以上时,机床振动感强烈,零件加工区域光度变差,精度已经下降,且主轴温升快,只能进行降速加工,无法满足高速、高精度加工的工艺要求(主轴转速在12 000r/min以上,坐标进给速度3 000mm/min),机床性能严重下降。
将该主轴拆卸返厂维修,对该高速主轴在实验室进行检测(对照机床出厂要求,该主轴动平衡符合ISO 1940/01/05/75标准,所需质量级别G2.0),加载后测得的振动加速度值a如图3所示。
试验表明:高速主轴在转速大于8 000r/min时,振动加速度值a陡然增大,当转速达到12 000 r/min时超过2.0g,振动量感觉明显,轴承受力不均,产生变形,发热量大,无法继续正常使用。
2.检测原理
将一只振动传感器 PR-3010牢固安装在机床Z坐标滑枕近主轴侧,注意,高速主轴一般采用两支承结构,支承受力方式为外撑式,主电动机置于主轴前、后轴承之间,这是高速主轴(包括电主轴)的一种基本结构形式,前后轴承均分别采用串联安装方式,后支承选用小尺寸轴承,降低了速度因数值,对主轴整体刚性影响不大,对保持整个轴系的使用寿命十分有利,因此,安装振动传感器PR-3010要稍微靠近主轴前轴承端。利用振动传感器PR-3010对高速主轴的振动信号进行实时采样,振动信号由压电传感器拾取并将振动量转换成电荷信号,经一个前置放大器WS1562配电隔离单元再转换为4~20mA的标准电流信号,这一电流信号输送给监听电路和带通放大器。本次改造选用XMT600智能控制(变送)仪,频率范围为50Hz~10kHz,监听电路将输入信号经过DSP、再放大后转换为主轴振动加速度的数码真值显示,16位A/D信号对应显示值在整个-1999~9999显示范围内保持连续显示,并根据智能控制(变送)仪所设定振动量的阈值进一步决定是否输出一个报警的继电器输出接线通断点,供机床数控系统如SINUMERIK 840Dsl、SINUMERIK 828D拾取异常中断。如图4所示。
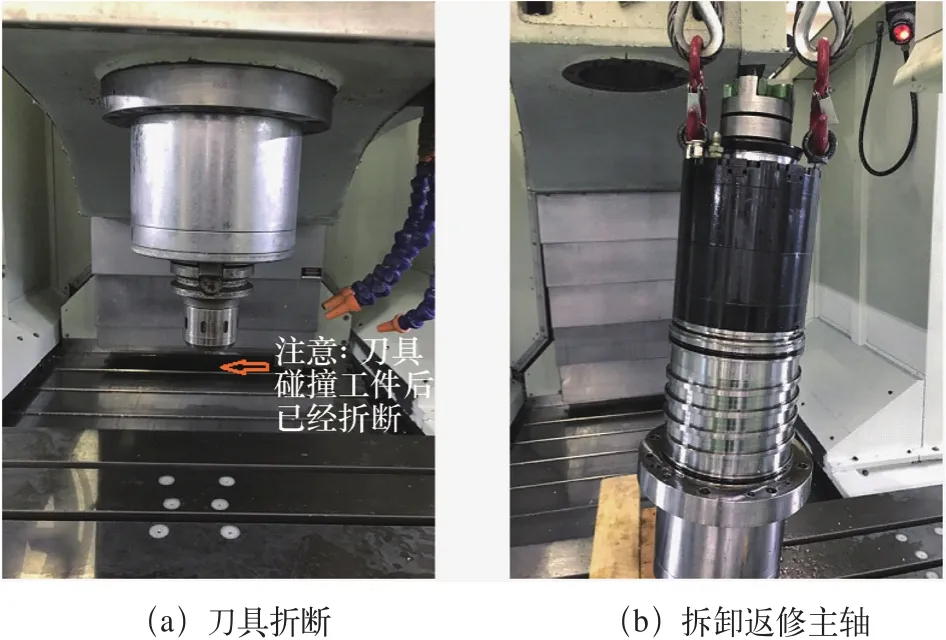
图2 1台三坐标数控立式铣床高速加工过程中主轴异常(未加装主轴振动检测仪)
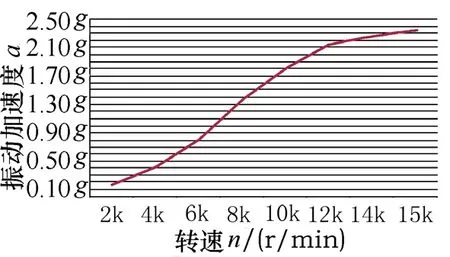
图3 1台三坐标数控立式铣床高速主轴的实验室测量振动量
3.振动检测装置安装调试
振动检测装置安装调试(见图5)主要工作步骤如下。
(1)振动传感器PR-3010安装定位。
(2)正确调试XMT600智能控制(变送)仪。按照数控机床的高速主轴出厂振动技术要求正确调试XMT600智能控制(变送)仪,设定方法见《XMT60X系列智能控制(变送)仪使用说明书》。
参数设定。①输入密码PP89,设定输入信号编号如下:输入信号编号=18(4~20mA)。②输入密码PP36,设定量程显示参数如下:量程低限=0000;量程高限=5000;变送低限=0000;变送高限=5000;小数点位置=0。③输入密码PP01,设定控制报警参数如下:J1用于二位控制,设定释放值=2000;即高速主轴质量级别G2.0的阈值(非常重要)。
(3)主要元器件的正确连接。严格按照接线图正确接线,为了保证振动传感器输出信号不受外界电磁、杂波等干扰,不失真,一定要进行接地屏蔽保护;高速主轴振动异警输出使用XMT600B智能控制仪的4、5端子即继电器输出接线J1,可以控制一个触点的闭合,本次改造将该信号连通+24VDC的有源信号,另一端子5输出到机床数控系统SINUMERIK 828D的输入输出模块板PP72/48 PN的输入端I5.4,对信号进行处理中断输出。电路原理如图6所示。
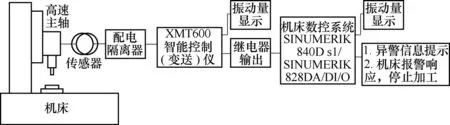
图4 1台三坐标数控立式铣床高速主轴的振动量检测系统
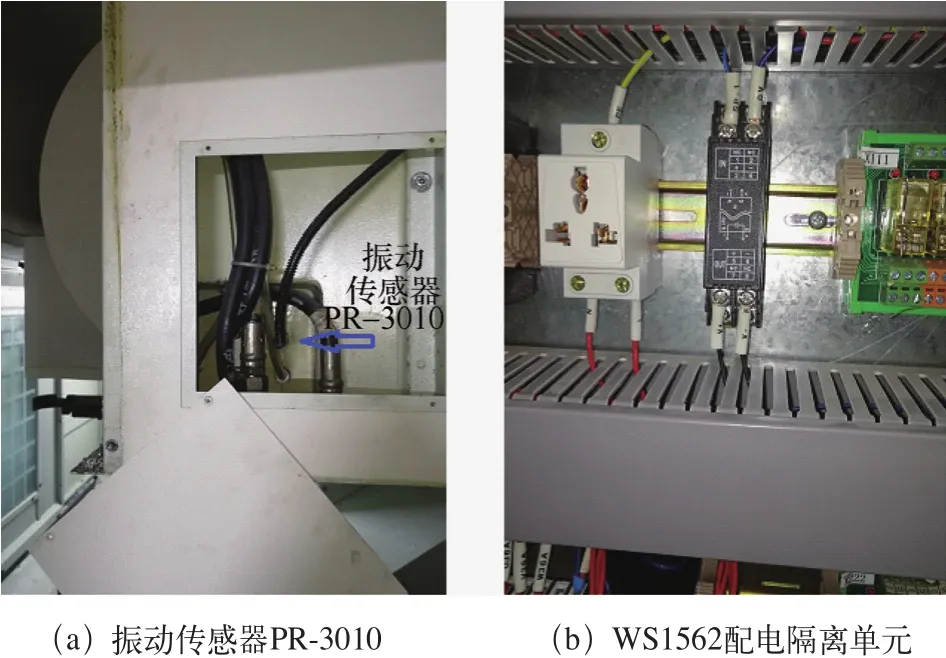
图5 振动检测装置基本硬件
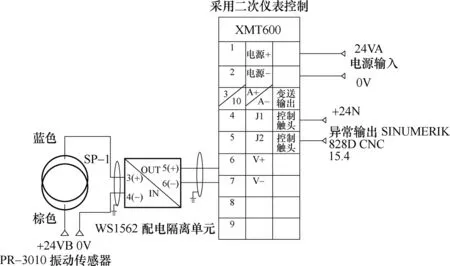
图6 振动检测装置电路原理
4.高速主轴振动的显示及中断响应
可以利用XMT600智能控制(变送)仪对主轴振动量显示加速度的数码真值,分辨率0.001,小数点后3位的7断码的数码管显示(见图7)。

图7 1台三坐标数控立式铣床高速主轴的振动量在线实时检测
机床数控系统SINUMERIK 828D的NC处理单元PPU,按性能分为三种:PPU240/241(基本型)、PPU260/261(标准型)和PPU280/281(高性能型),本次改造按照经济性原则,选用基本型PPU240/241,系统集成PLC CPU型号SIEMENS Simatic S7-200,PLC循环时间9ms,远高于XMT600智能控制(变送)仪的频率范围,能保证对振动传感器输出信号及时采集,不丢帧,对振动异警输出进行及时中断响应。如果熟悉Simatic S7-200编程规则,可以对SINUMERIK 828D的输入、输出模块板PP72/48PN的输入端I5.4进行编程,即:
A I5.4 //循环扫描振动异警输出点状态
= DB1600.DBX0.0 // 对应数控系统接口信号;触发用户报警号700000(异警内容的显示,可以在SINUMERIK 828D的HMI 上创建中文的PLC报警内容)
= DB3200.DBX6.0 //通道进给保持
= DB380x.DBX4.3 //机床坐标轴进给保持,机床停止运行
因此,通过对数控系统PLC关键接口信号DB3200.DBX6.0、DB380x.DBX4.3等实时监控,可以提前检测到高速主轴的振动异常,从而达到保护机床高速主轴的目的。
5.结语
振动检测的根本目标是确诊机床连续运行高速主轴的潜在故障,保证设备安全高效运行,从而节省维修费用,减少停机时间,提高设备综合利用率OEE。目前,我国正处于大力实施创新驱动发展战略的关键阶段,企业必须立足自身现有条件,利用自身优势,积极开展技术创新、自主创新,本次改造就是遵循“小改变可以引发大变化,小节约可以产生大效益”的理念,以问题为导向,精准聚焦,立即行动,解决生产现场实际问题,从而对高速主轴的潜在危险因素做到预先侦知,对早期预防设备重大故障、工件报废和人身伤害等事故的发生起到了积极作用。
