Micro数控系统人机界面二次开发方法
2018-10-10秦川机床工具集团股份公司陕西宝鸡721009
■ 秦川机床工具集团股份公司 (陕西宝鸡 721009) 郭 璐

扫码了解更多
人机界面是用户和机床系统信息传递的媒介,用来实现信息的输入和输出。随着我国工业化进程的日益推进,对高精度、高性能机床的需求也将会越来越大,因此,通用HMI界面无法满足日益增长的机床功能需求,对更加先进化的人机界面的二次开发研究就会非常有意义。
本文研究的作为专用机床的数控转子槽磨床,为汽车的零部件提供了高精度加工,所磨削的转子槽(见图1)可以用于汽车转向泵,也可用于汽车输油泵上,在实际装配过程中,由于转子槽中要装入叶片,因此为了降低噪声,这类转子对槽的精度要求比较高,因而能够满足转子槽高精度磨削加工的转子槽磨床就必不可少了,并且随着我国经济的快速发展,这类专用机床所占市场份额也将会不断增加。综上所述,用于转子槽磨床的专用人机界面开发是十分必要的。

图 1
本文研究的是在Micro系统下所进行的二次开发,开发工具是仿真软件MTX_micro_Trainer,Micro系统的二次开发方式有很多,需要根据具体情况选择最适宜的方式。由于数控转子磨床的加工所需参数并不是非常多,结合这个特点,选择以下的二次开发方式会更加优越。
1.用户界面的设计
用户自定义界面首先需要考虑的就是如何进行界面设计。Micro系统提供五种控件,分别为文本标签、编辑框、信息框、图片和状态灯,可以使用这五种控件来设计所需的用户自定义界面。根据本文所研究的数控转子槽磨床所需加工参数,可以使用系统自带的控件做界面,这样既可以进行便捷的零件管理又使得界面更美观,如图2所示。

图 2
2.用户界面的配置
执行仿真软件MTX_micro_Trainer,在MTX_micro_Trainer启动对话框中选择新建标准机
床下的车床(样机)/铣床(样机)新建机床,或者在已创建的机床一栏中选择已存在的机床,点击开始按钮进入对应机床的控制面板。
打开步骤:新建一个用户界面OP键,或者在文件浏览界面打开已有的用户界面。如图2所示打开已有的界面,基本结构如图所示。使用光标键上下左右切换来选择控件,屏幕状态栏显示当前控件的长、宽、高位置和所绑定的变量等基本信息。
在图2打开的用户自定义界面中,执行水平软键“属性”可以打开所选定的控件属性界面编辑控件属性;执行水平软键“位置”可以编辑所选择控件的位置以及调整控件的大小;执行垂直软键“增加控件”可以创建文本标签、编辑框、信息框、图片和状态灯五种控件并编辑新创建的对应控件的位置;执行垂直软键“设置界面”可以打开用户界面属性界面;执行“设置按键”可以打开按键设置界面设置F键和M键。
用户界面属性界面:修改用户界面背景色、背景图片及界面名称等信息。
名称输入可以为字符串或者文本标签;图片路径应设置为当前背景图片的绝对路径;X位置和Y位置以及宽度和高度用来设定背景框的位置及大小。当所有修改都结束后,可以执行水平软键提交保存对用户界面属性的编辑,也可执行水平软键取消放弃对用户界面属性的编辑,如图3所示。
控件属性界面:修改用户所创建控件的文本、字体、数据源和数据格式等内容。
不同控件所对应的属性界面不同,以最常用的编辑框和状态灯为例。编辑框的控件属性界面如图4所示,界面上显示了编辑框所绑定的变量序号以及数据源和数据格式。数据源为编辑框的数据来源,可以是CPL变量、PLC变量和HMI数据等,是用于和系统交互的数据。其中,CPL变量是博世力士乐系统提供的一种和界面交互的机床变量,它包括局部变量、全局变量、永久变量和可定义永久变量,变量类型包括整数型、双精度型、布尔型、字符型和实数型,例如永久整数型变量1可定义为@1%。HMI数据是Micro系统提供的一种数据源,可根据不同数据内容所对应的索引号显示一些机床数据如通道状态、进给速率等。数据格式用来设置数值的显示样式。当所有修改都结束后,可以执行水平软键提交保存对控件属性的编辑,也可执行水平软键取消放弃对控件属性的编辑。
状态灯的控件属性界面如图5所示,界面上显示了状态灯所绑定的变量序号以及数据源和条件格式等。数据源为状态灯的数据来源,可以是CPL变量,PLC变量等,变量意义如上文。状态灯中的文本输入可以为字符串或者文本标签,路径为状态灯默认图片的绝对路径,可以通过执行垂直软键的“选择图片”来浏览目录选择状态灯的图片。条件格式的作用是当满足数据源的值在值范围内时状态灯应该显示的内容,当所有的条件格式都不满足时状态灯显示默认内容。当所有修改都结束后,可以执行水平软键提交保存对控件属性的编辑,也可执行水平软键取消放弃对控件属性的编辑。
按键设置界面:定义界面的M键和F键,可以设置多级按键,如图6所示。以F键为例说明。
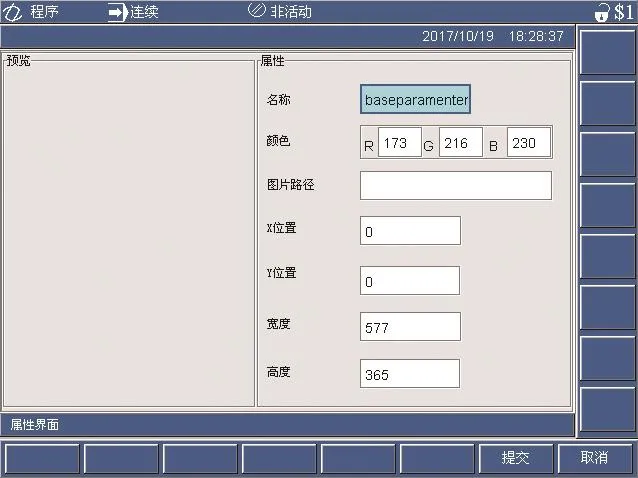
图 3

图 4
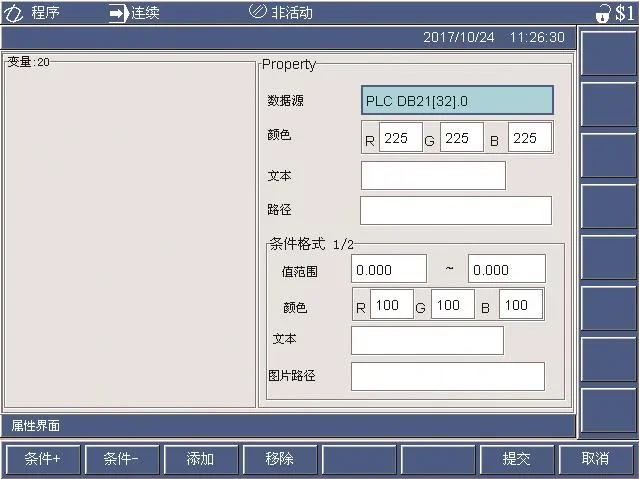
图 5

图 6
水平软键“插入”是插入一级导航条;“编辑”是打开文本编辑器编辑当前按键的执行指令列表;“移除”是删除当前这级导航条;“保存”是保存按键定义到一个单独文件中;“另存为”是保存按键定义到另一个单独文件中;“返回”是返回到主界面。垂直软键“导入”是打开浏览器选择文件导入F键文件。
3.界面的数据管理
在界面设计和制作之后,就要实现界面参数值和机床数据的交互。如图2 所示,在工件
件号编辑框中输入不同的数字并点击回车后,槽数、槽深等编辑框中的参数值也会跟着切换到对应的工件件号下,因此,有多少个工件件号就有对应的多少套工件参数,从而实现了零件管理。槽数、槽深等转子基本参数和修整、加工参数在编辑框输入数据后执行回车就可实现保存数据到NC机床变量。
4.结语
本文所述基于博世力士乐Micro系统的人机界面二次开发方法运用于转子槽磨床上,既使得用户自定义界面可自行设计的简洁、美观,又能够便捷的实现数据管理,实际磨削结果也可达到精度的要求,是一种在加工参数不是非常多的情况下行之有效的二次开发方式,可广泛应用于各类机床的Micro系统人机界面二次开发中。
