广场金属栏杆模块化批量加工技术的应用
2018-10-10徐欣
徐 欣
上海市建筑装饰工程集团有限公司 上海 200072
1 概述
上海迪士尼主题乐园TL311项目是迪士尼和上海通用汽车企业联合打造的项目,以相邻的创极速光轮项目的汽车为主题,营造了一个未来风格十足的展示空间。项目中,存在一组金属栏杆构件,其位于2层广场区域,顺接相邻单体(图1)。
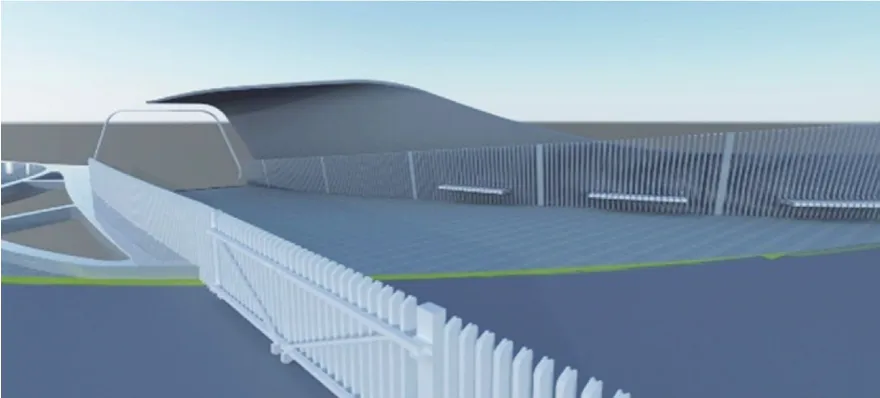
图1 金属栏杆示意
2 现场情况介绍
1)根据图纸及业主要求,第1根大刀片栏杆的顶标高距离地面完成面2 200 mm,最后1根栏杆的顶标高距离地面完成面1 100 mm,中间栏杆顶部需要形成统一斜率的斜线。
2)广场楼板由1块水平楼板和斜坡楼板组成,即起点标高(5.5 m)与终点标高(4.8 m)不同,且中间存在转折(图2)。

图2 广场楼板形状示意
3)栏杆中间隔布置着扬声器,宽度占2根栏杆尺寸。
4)其中存在3组座椅,业主需要所有座椅面单独水平。根据地坪标高,其中1组座椅处在水平楼板,故只需座椅下部尺寸统一即可;另1组座椅部分在水平楼板,部分在斜楼板上,要求座椅面标高在楼板转折处开始变化,尺寸差根据楼板斜度确定,并需要准确定位转折点;最后1组座椅处在斜楼板上,为保证座椅面水平,需要做到前后座椅高度差与楼板斜度统一(图3)。

图3 座椅布局示意
3 前期资料
栏杆采用大刀片形式,侧向固定在平台楼板侧面,悬挑向上,起到围挡作用(图4)。
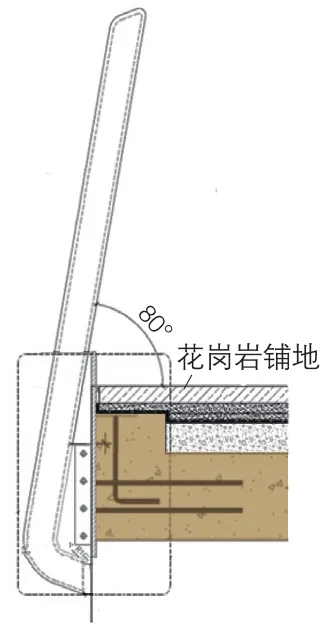
图4 栏杆立面示意
1)广场楼板位于2层标高位置,直接将不锈钢板用埋筋预埋在混凝土楼板侧面,保证埋板竖直并高出地面完成面10 cm作为饰面部分。
2)通过有效连接,将栏杆侧向固定在埋板中,间隔125 mm整齐排布,形成围挡。
在初期的设计图纸中,业主提供了栏杆剖面图纸,使用厚6 mm、宽100 mm的不锈钢板加肋板,用沉孔螺栓固定成厚40 mm的大刀片(图5)。

图5 原栏杆剖面示意
同时,栏杆与埋板通过焊接固定,但图纸表达信息不详细,需要根据具体工艺进行深化。
4 方案确定
在项目过程中,项目部一直采用模型来对构件进行模拟。通过建模,我们发现设计院提供的截面形式在实际制作完成后,其沉孔螺栓间隔出现,且正对游客,严重影响美观;而底部焊接方式在实际加工过程中,无法实现焊接工作。对此,我们及时与业主进行了沟通,并使用模型展示效果,业主迅速了解情况并采取了措施,大大提高了交流效率。
应业主要求,需要我们做到以下几点:严格按照园区其他单体栏杆样式进行制作;大刀片周身不允许有螺栓孔或者焊点出现;根部固定必须牢固可靠,且便于安装。对此,我们结合相邻区域的设计方案,依靠工厂拥有的技术条件,充分研究不锈钢工艺工法,编制有效合理的施工方案及深化节点,并且通过小样验证方案的可行性,评判最终效果是否能达到业主要求。
最后我们采用的方案为达到表面无螺栓孔无焊点的要求,选用了穿孔满焊打磨的工艺来实现(图6)。

图6 改进后栏杆剖面示意
具体操作步骤如下:
1)根据图纸深化尺寸,对不同厚度的不锈钢板材进行激光切割。主要分为3类板:Ⅰ类板——厚5 mm不锈钢侧板,平面尺寸按照栏杆立面轮廓;Ⅱ类板——厚2 mm不锈钢肋板,宽30 mm矩形长条,长度为栏杆立面轮廓向内偏移20 mm后轮廓周长;Ⅲ类板——厚2 mm不锈钢内衬板,平面尺寸按照栏杆轮廓向内偏移22 mm。
2)然后对Ⅲ类板(厚2 mm内衬板)进行打孔处理,其目的是为了实现与Ⅰ类板①焊接可在内部进行,防止外表面出现焊点。
3)将Ⅱ类板与Ⅲ类板垂直放置,围绕着Ⅲ类板进行弯曲并在内侧进行电焊连接,并适当布置肋板进行加强,保证两块板的垂直度。最终完成组合1(图7)。

图7 组合1
4)将组合1按照图纸位置居中贴在Ⅰ类板①内侧,通过预先打好的圆孔将组合1焊接在Ⅰ类板①上。
5)对Ⅰ类板②进行间距打孔,孔距轮廓边缘净距10 mm,稍稍向内偏移,避免穿孔满焊过程中焊缝影响区域扩散,在Ⅱ类板与Ⅰ类板②交接阴角出现黑色烫伤现象。然后将Ⅲ类板按照图纸位置居中贴在Ⅰ类板②内侧,通过预先打好的圆孔将Ⅲ类板焊接在Ⅰ类板②上,形成组合2。其目的是为了保证组合1与Ⅰ类板②焊接的时候,限制Ⅱ类板发生变形。
6)将组合1扣在组合2上,并通过预先打好的孔进行沉孔满焊(图8),图8中圆圈所示即为沉孔满焊效果。
7)对完成雏形再次进行机器打磨,得到最终业主需要的效果。
针对底部安装方式,我们也结合了现场环境,根据工艺工法,选择了预先焊接配合现场螺栓固定的方法(图9)。

图8 大刀片雏形

图9 底部固定节点剖面示意
其基本思路步骤如下:
1)在上面栏杆的基础上,根据图纸位置,将预先打好沉头螺栓孔的不锈钢板焊接到栏杆底部,形成基座。
2)在现场施工过程中,将预先钻孔攻丝的厚18 mm不锈钢板焊接到预埋板上。
3)栏杆通过沉头螺栓固定在预埋板上。使用3M双面胶将厚1.5 mm的不锈钢板贴在基座外侧,形成整体统一的饰面外观效果。
由于业主对栏杆外观有非常严格的要求,需要在拼接处做到致密整齐,所以需要我们对每一个尺寸都精确严谨。对此,我们采用了模型模拟,将所涉及的所有构件进行绘制。如此做存在两大优势:
1)通过建模,可以预先使用模型模拟外观效果,通过模型与业主沟通,使得问题更加直观明显。而业主在观看模型的过程中,基本上能确定效果是否能够达到他们的要求,即便需要调整修改,也可以在计算机中模拟,既高效准确,又节约人力物力。最终得到一个有效的模型mockup模拟。可见使用模型,能有效节约成本,提高工作效率。
2)在根据完成的模型,对模型进行拆解,得到各部分的尺寸、数量等信息,校对图纸深化内容,防止图纸深化的纰漏情况出现。
在完成并通过了小样制作后,基本确定了制作工艺。
5 模块化批量加工
基于现场情况及业主要求,我们加工的每一根栏杆都需要不同的尺寸。我们将168根栏杆进行如下处理:
1)根据情况对栏杆进行分组,168根栏杆可分为普通造型加座椅栏杆163根和扬声器栏杆5根。普通造型加座椅栏杆又可按所处位置分为水平楼板处不带座椅栏杆16根、带座椅栏杆34根,斜楼板处不带座椅栏杆97根、带座椅栏杆16根。针对以上分组,进行简要分析:
① 扬声器栏杆因为数量较少,尺寸统一度较差,故单独处理。
② 将剩余所有栏杆按照普通做法进行加工生产,对栏杆高度尺寸等差变化,根据楼板情况,调整公差,保证在统一基座安装方式的情况下,栏杆顶标高能统一斜率。
③ 在栏杆制作过程中,按照编号位置,对处于座椅位置的栏杆进行座椅面的焊接工作。
2)对所有栏杆进行编号,并绘制准确的CAD轮廓图纸作为外加工图纸,以便配合工厂激光切割。
3)对应编号和图纸尺寸,进行栏杆的安装生产。
为了确保初期深化设计的准确性,在设计初期,我们就对栏杆进行了模型模拟,通过参数化对每一根栏杆都进行了排布,严格按照业主要求进行布置。在整体效果得到认可之后,直接在软件中导出每一根栏杆的高度信息,对图纸尺寸进行核对,确保外加工单的准确可靠。考虑到每一根栏杆的尺寸互不相同,而材料采用了厚5 mm的316L不锈钢非常规构件,对设备的要求比较严格,加工周期较大;而工艺的复杂,需要协调不同厂家(激光切割,构件拼装,拉丝打磨)进行有效配合,这也导致了产品加工周期非常长。所以为了避免过程中出错,前期准备工作相当重要。
综上所述,最终栏杆的实施过程概括如下:
1)前期设计充分解剖栏杆各部分,分类并统计尺寸信息及数量,编制加工图。
2)根据加工图下单下料,做好编号及正反面标注,直接外加工各部分零件。
3)在严格的时间把控下,将每部分零件产品精确到“天”运回工厂并进行拼装,拼装过程中,技术人员按照加工图,从组件类别中选择对应配件进行组装。
4)完成组装过程中,再成批送到拉丝工厂进行打磨拉丝。
5)成品保护,装车,按计划运输至项目现场安装。
在这样流水化加工生产的过程中,需要做到以下几点,才能使得程序准确有效:
1)前期设计工作需要细致准确,构件拆分考虑充分。由于采用了厚5 mm不锈钢板,过程中再加工处理的可能性几乎为零;而业主对外观效果的挑剔,不允许我们在生产过程中再进行纠错处理。
2)在程序流通过程中,对每一个零件需要进行编号处理,并确保过程中编号能够一直保持,对于一些非对称构件,需要进行严格的正反面标注,避免过程中信息不详导致加工产品错误。
3)由于分零件加工,需要严格控制每一个零件的加工周期,任何一个零件的延误会导致整个流程的停滞。
流水线生产模式,能有效提高生产效率,提高生产质量,但前提需要有一个合理有效的运作流程及机制来规范生产。
6 落实措施
为配合现场紧张的工期,同时保证各部分零件,我们还编制了详尽的外加工计划表,以此监管所有的材料加工进度。在前期花费了大量人力物力来编制合理的生产加工方案,我们需要有效的管理来为生产保驾护航,不然势必导致生产工作前功尽弃。我们对近170根栏杆进行分组,对每一组的生产细化到零件的下料、加工、进厂时间等每一个环节都把控到位,确保生产流程井然有序得高效运作。过程中发现问题,及时解决或调整,从宏观上把控生产,尽可能减少流程损耗。
7 结语
随着设计师越来越多采用格栅式构件排列形成设计造型,使得我们在产品加工中打破了标准件的常用概念。我们需要对每一个构件都进行数据分析,从中提取出共性进行批量生产,保留个性进行专项处理。通过数据进行严格控制,确保流水生产过程中的准确性[1-2]。
此次模块化生产加工技术的应用,是我们应对设计方案特殊化的一次尝试,也是将复杂构件进行简化的一次尝试:化整为零,控制要点,最终达到设计效果。充分利用新生技术,引进高效管理理念,结合现有生产工艺水平,来提高我们的产品生产能力。
