烧结铜基多孔毛细芯的孔隙特征及性能
2018-09-08何达汪琳刘如铁王铸博熊翔邹俭鹏
何达,汪琳,刘如铁,王铸博,熊翔,邹俭鹏
烧结铜基多孔毛细芯的孔隙特征及性能
何达,汪琳,刘如铁,王铸博,熊翔,邹俭鹏
(中南大学 粉末冶金国家重点实验室,长沙 410083)
以NaCl为造孔剂,采用粉末冶金法制备具有高孔隙率的铜基多孔毛细芯材料,研究造孔剂粉末含量及粒度对毛细芯材料孔隙率、孔隙微观结构、等效孔径大小、渗透性能及抽吸性能的影响,并讨论孔隙结构、等效孔径及性能的关系。研究结果表明:随造孔剂含量增加,材料的孔隙率明显上升,材料内部的预制孔洞数量显著增加,使得许多预制孔洞相互贯通;减小造孔剂粒度会小幅度降低材料的孔隙率,同时使材料内部预制孔洞尺寸明显变小且分布趋向于均匀;毛细芯材料内部的间隙孔洞和预制孔洞可以组成不同类型的孔道,等效孔径大小与材料内部孔道结构及数量密切相关;通过改变造孔剂的含量和粒度,产生不同孔隙结构,可调控材料的等效孔径大小及分布;毛细芯的渗透性能及抽吸性能不仅仅由孔隙率决定,也与材料的孔结构、孔径大小及分布密切相关;孔隙率越高、平均等效孔径越小且孔径分布越集中的毛细芯,其毛细抽吸性能越好。
铜基多孔材料;毛细芯;孔结构;等效孔径;抽吸性能
环路热管(LHP)是一种高效率的两相传热设备,其蒸发器内部的多孔毛细芯结构负责驱动液体工质的循环,进而实现整个系统的传热传质的高效进行,毛细芯材料的结构及其性能对LHP 的整体传热效率有至关重要影响[1−3]。环路热管毛细芯结构主要有4种形式,即金属丝网式、沟槽式、纤维式以及金属粉末烧结式[4]。金属粉末烧结式毛细芯主要是采用固相烧结技术,将金属粉末颗粒在真空或者保护气氛中于一定烧结温度和烧结时间下烧结而成的具有多孔结构的毛细芯材料。固相烧结制造方法成本稍高,但与其他类型毛细芯相比,粉末烧结毛细芯的综合传热性能好,毛细力大,具有较好的抗重力能力,适应范围更广,在普通电子工业中具有很大的市场潜力[5−7]。以松装烧结工艺制备多孔毛细芯材料时,影响材料孔隙特征的主要因素是原料粉末的选择、制备工艺等。不同的研究人员就烧结参数对松装烧结多孔材料性能的影响进行了研究,发现通过改变振实密度和烧结温度等制备参数调控毛细芯孔隙特征时,孔隙度的可控范围较小,孔径尺寸单一,且芯体强度较低,难以获得令人满意的适合各类严苛使用条件的毛细芯材料[8−11]。而采用粉末冶金与添加造孔剂法相结合的方式制备多孔毛细芯材料,具有良好的造孔过程可控性,可通过控制造孔剂的形貌、尺寸和含量灵活地改变孔隙特征[12−18]。毛细抽吸性能是多孔毛细芯材料最重要的性能之一,对于评价毛细芯材料的性能具有实际意义。李金旺等对毛细芯的毛细抽吸性能进行了研究,他们发现随着毛细芯孔隙率的增加,毛细抽吸速率增加。且微观结构中,具有更紧密的颗粒和更直的孔道的毛细芯具有更好的毛细抽吸性能[19]。然而,当孔隙度相对接近时,关于毛细芯材料的孔径大小及分布对毛细芯抽吸性能的影响还没有得到充分的研究。本文以NaCl为造孔剂,采用粉末冶金与添加造孔剂法相结合的方式制备具有高孔隙率的毛细芯材料,通过气泡法间接测量材料的等效孔径,通过实验记录材料的实时毛细抽吸量,测量材料的毛细抽吸性能。系统研究造孔剂粉末含量及粒度对毛细芯材料孔隙率、孔隙结构、等效孔径大小、渗透性及抽吸性能的影响,并讨论孔隙结构、等效孔径及性能之间的内在关联,以期为制备高性能毛细芯提供指导意见。
1 实验
1.1 原料
本实验选用雾化铜粉(纯度为99.8%,粒度位于38~48 μm之间)作原料粉末,颗粒的微观形貌如图1(a)所示,基本呈球形。以分析纯NaCl粉末为造孔剂,微观形貌如图1(b)所示,呈不规则状。

图1 原料粉末的微观形貌
1.2 材料制备
首先通过研磨对造孔剂粉末进行细化处理,选用已知目数标准筛对其进行严格筛分后,得到粒度分布为180-150mm,150-106mm,106-75mm及75-48mm的NaCl粉末。将不同粒度的造孔剂粉末与雾化铜粉按设定的配比(10%,20%和30%,均为质量分数)称量,滴入极少量煤油,在V型搅拌器中充分混合均匀得到所需混合粉末。以100 MPa的压制压力,在室温下将混合粉末压制成生坯。在高纯氢气保护下,将生坯放在管式炉中于850 ℃烧结1 h,平均升温速率为10 ℃/min。烧结过程中,有部分NaCl熔解液化流出材料,但大部分造孔剂在烧结完成后依然存在于样品内部。待烧结实验结束后,选用去离子水作为溶剂对材料进行脱盐处理。
1.3 性能表征
采用阿基米德排水法对试样的孔隙率进行测算;采用NavoNanoSEM230型附带能谱仪的扫描电子显微镜观察试样表面的微观形貌;采用孔径分析仪(PSDA-20)通过气泡法测量试样等效孔径大小及渗透性能,依据标准为GB/T 5249—2013《可渗透性烧结金属材料气泡试验孔径的测定》。
通过实验记录材料的实时毛细抽吸量,测量试样的毛细抽吸性能,图2为材料毛细抽吸性能测试装置的示意图。当多孔试样接触液体工质表面时,由于毛细作用,将从烧杯中抽取工质[20]。电子天平的读数会逐渐下降,直到试样抽吸过程结束,被抽吸的工质总量相当于电子天平的读数减少量。在典型的毛细抽吸量实时变化曲线中,有毛细抽吸总量,毛细抽吸时间和毛细抽吸速率三个重要参数。

图2 抽吸性能测试装置示意图
2 结果与讨论
2.1 孔隙率
图3为毛细芯材料生坯密度及孔隙率随造孔剂含量及粒度的变化曲线,由图3(a)可知,在造孔剂粒度(150-106 μm)不变时,随造孔剂含量增加,材料的生坯密度降低,孔隙率显著提升。当造孔剂含量为30%时,材料的孔隙率可达67.60%,这说明通过添加造孔剂,可获得高孔隙率的毛细芯材料。由图3(b)可知,造孔剂含量(20%)一定时,随造孔剂粒度减小,试样的压坯密度逐渐升高,孔隙率出现小幅度下降。
未添加造孔剂时,压制后的材料生坯中只存在铜颗粒间堆垛形成的间隙空间,而添加造孔剂后,造孔剂颗粒会占据生坯中相对应的空间体积。随造孔剂含量增加,造孔剂所占据的生坯内部的空间体积增大。烧结完成,排出造孔剂后,造孔剂所占据的空间会转化成为孔隙。因此,随造孔剂含量增加,材料的孔隙率显著增加。

图3 造孔剂含量及粒度对毛细芯生坯密度及孔隙率的影响
生坯中造孔剂粉末颗粒占据的空间体积可分为以下两种:1) 造孔剂粉末颗粒较大时,占据生坯内的预制空间;2) 造孔剂粉末颗粒较小时,部分造孔剂粉末颗粒进入生坯内Cu颗粒间自然堆垛而成的间隙空间,图4为造孔剂粉末颗粒占据生坯两类不同空间体积的示意图。铜颗粒间的间隙原本就存在于生坯之中,进入间隙空间的造孔剂颗粒此时不能完全发挥成孔剂的作用,即不能创造孔隙。因此,当造孔剂含量及压制压力一定时,随造孔剂粉末颗粒减小,能进入生坯内铜颗粒间自然堆垛而成的间隙中的造孔剂也增多,材料的生坯密度提高。这导致生坯内造孔剂占据的预制空间减少,最终使得材料的孔隙率小幅度降低。

图4 造孔剂粉末颗粒占据生坯两类不同空间体积的示意图
2.2 孔隙微观形貌
图5为添加不同含量造孔剂所制备的毛细芯材料的表面微观形貌照片,由图可知,通过粉末冶金与添加造孔剂法相结合的方式所制备出的毛细芯材料试样呈现出双孔隙结构,即由固体骨架部位上小尺寸的孔洞包围着游离的大尺寸的孔洞,二者之间呈现出良好的三维连通结构。造孔剂颗粒占据生坯内的预制空间,烧结结束造孔剂排除后,预制空间转化形成图中游离的大尺寸预制孔洞。生坯中铜颗粒之间的间隙空间烧结后形成固体骨架上面的小尺寸的间隙孔洞。
当造孔剂的含量为10%时,材料的预制孔洞数量较少,处于游离态分布,彼此相互连接的情况较少出现,基本上是由间隙孔洞包围。随造孔剂含量增加,毛细芯材料中的预制孔洞数量显著增加,这使得预制孔洞彼此相互连接的情况更易于发生,部分聚集的造孔剂颗粒会创造出孔径较大的预制孔洞。在造孔剂含量一定的条件下,采用不同粒度造孔剂制备的毛细芯材料的微观形貌如图6所示。由图可知,当造孔剂颗粒尺寸较大时,毛细芯材料内单个预制孔洞尺寸较大,孔洞边缘较尖锐且分布不均匀。随造孔剂粒度减小及研磨均匀化,材料的预制孔洞尺寸明显变小、数量增加且分布趋于均匀,形貌较规则,尖锐角减少,骨架厚度分布趋向均匀。这说明通过改变造孔剂粉末颗粒的尺寸及形状,能较大程度地调控毛细芯材料的孔隙结构。
2.3 等效孔径
通过气泡法测量得到材料的等效孔径,气泡法是将材料内孔道等效成为圆柱型的直通孔,其等效孔径对应材料内部孔道的孔喉尺寸(即孔道的最窄位置),图7(a)为冒泡法所测试孔道示意图[19]。根据气泡法测试原理可知,等效孔径与多孔材料孔道结构和形态密切相关。烧结金属多孔材料内的孔道由彼此相互连通的各类孔洞组成,在本文中,为了研究造孔剂含量及粒度、孔隙结构与等效孔径之间的关系,毛细芯材料内的孔道可以分为以下三种主要类型:1) 骨架上的间隙孔洞彼此联通,在多孔材料基体内部形成许多间隙通道,即间隙孔道;2) 游离的预制孔洞与骨架上的间隙孔洞相互连接,形成复合孔道;3) 大量的预制孔洞直接互相连接形成预制通道,即预制孔道;三种类型孔道的结构示意图如图7(b)所示。由前文可知,孔道的等效孔径指的是孔道的孔喉处尺寸,复合孔道与间隙孔道的孔喉尺寸较为接近,等效孔径大小相似。预制孔道孔喉尺寸较大,相对应的等效孔径较大。

图5 造孔剂含量对毛细芯材料表面微观形貌的影响
(a) 10%; (b) 20%; (c) 30%

图6 造孔剂粒度对铜基多孔材料表面微观形貌的影响
(a) 180-150mm; (b) 150-106mm; (c) 106-75mm; (d) 75-48mm

图7 (a) 气泡法测试示意图;(b) 孔道结构示意图
(a) and diagram of pore channels structure (b)
图8为毛细芯材料平均等效孔径及最大等效孔径随造孔剂含量及粒度的变化曲线,由图8(a)可知,材料的平均等效孔径及最大等效孔径均随造孔剂含量增加而增加,平均等效孔径分别为29.591mm,103.175mm及131.227mm。当造孔剂含量较低时,材料内部孔隙主要为大量的间隙孔洞及游离的预制孔洞,因此材料内部主要存在间隙孔道及复合孔道,所以此时平均等效孔径较小为29.591 μm。随造孔剂含量增加,材料内部预制孔洞数量急剧增加,产生越来越多的预制孔道,预制孔道的等效孔径比间隙孔道大得多,这使得材料的平均等效孔径显著提升。材料最大等效孔径,往往由材料内部极个别的超大尺寸孔道产生,随造孔剂含量增加,造孔剂粉末颗粒的聚集产生的超大尺寸预制孔洞的可能性越来越大,因此材料的最大等效孔径随造孔剂含量增加而增大。

图8 造孔剂含量及粒度对毛细芯材料平均等效孔径及最大等效孔径的影响
Fig.8 Effect of pore forming agent content and particle size on average equivalent pore size and maximum equivalent pore size of wicks
图8(b)所示为造孔剂粒度对毛细芯材料平均等效孔径及最大等效孔径的影响,由图可知,随造孔剂粒度减小,铜基多孔材料的平均等效孔径及最大等效孔径均明显降低。由前文可知,造孔剂粒度的减小,会导致材料内部预制孔洞数量增加,孔隙尺寸减小。这会导致材料内部预制孔道孔喉尺寸减小,数量增加。因此,随造孔剂粒度降低,毛细芯材料在孔隙率变化幅度不大的基础上,其平均等效孔径及最大等效孔径均明显降低。在造孔剂含量一定的条件下,采用不同粒度造孔剂制备的毛细芯材料的等效孔径分布曲线如图9所示。由图可知,随造孔剂粒度减小,毛细芯材料的最大等效孔径及等效孔径分布范围均明显缩小,等效孔径分布更为集中。
2.4 气体渗透性能及抽吸性能
多孔材料的渗透性能是指某种工质(液体或气体)在一定压差下透过多孔结构的能力,毛细芯材料的气体渗透系数随造孔剂含量及粒度变化曲线如图10所示。由图10(a)可知,随造孔剂含量升高,材料的气体渗透系数显著增加。由图10(b)可知,随造孔剂粒度减小,材料的气体渗透系数随之下降,但是下降幅度较小。这说明在有外加压力存在时,材料的孔隙率是影响材料渗透性能的主要因素之一。随造孔剂含量增加,材料孔隙率显著提升,孔道的平均等效孔径增大,材料的渗透性能升高。随造孔剂粒度减小,材料孔隙率及平均等效孔径均降低,导致材料的渗透性能下降。
对由不同含量及粒度造孔剂所制备得到的毛细芯材料分别进行毛细抽吸性能测试实验,实验结果如图11所示(图为毛细抽吸质量随时间变化曲线)。一次完整的毛细抽吸过程可以大致分为如下三个过程:过程1为毛细抽吸速率快速增加阶段,过程2为毛细抽吸速率快速降低阶段,过程3为毛细抽吸速率趋于0的稳定阶段。
由图11(a)可知,随造孔剂含量增加,毛细芯的最终抽吸总量显著增加,在相同时间内的毛细抽吸工质总量增大即抽吸速率提高。毛细芯抽吸实验中,抽吸工质的总量取决于毛细芯的孔隙率,孔隙率越大,毛细芯的吸液总量越大。此外,随造孔剂含量增加,孔隙率增大,在同一横截面上孔道数量增加,即在同一时间,具有更多数量孔道在抽吸工质。因此,随造孔剂含量增加,毛细芯抽吸总量及抽吸速率均增大。
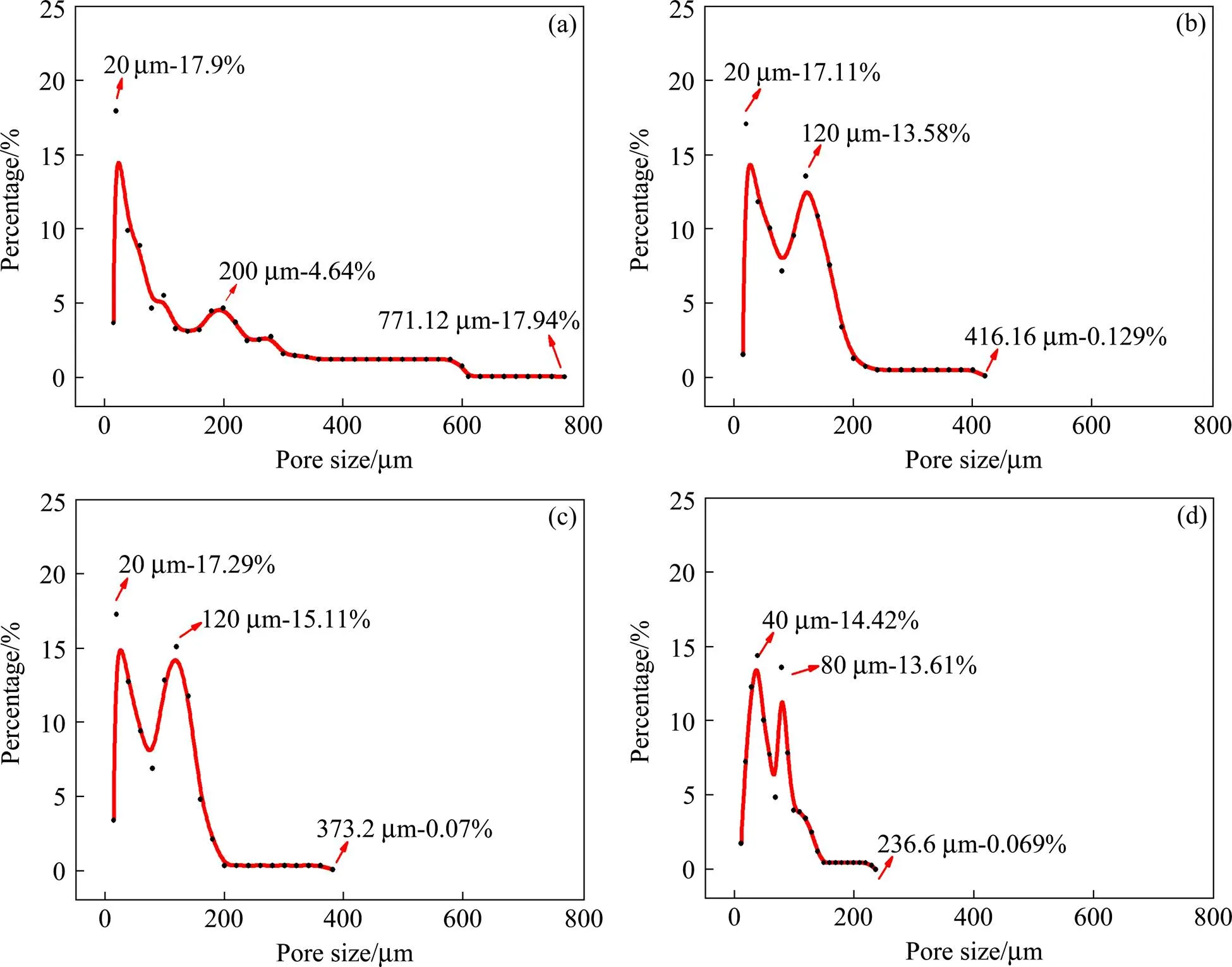
图9 造孔剂粒度对毛细芯材料等效孔径分布的影响
(a) 180-150 μm; (b) 150-106 μm; (c) 106-75 μm; (d) 75-48 μm

图10 造孔剂含量及粒度对毛细芯材料气体渗透系数的影响
由图11(b)可知,随造孔剂粒度减小,材料的吸液过程同样有明显的差别。当造孔剂粒度约为180-150 μm时,材料完成整个抽吸过程所需的时间约为15 s,而当造孔剂粒度为75-48 μm时,材料完成整个抽吸过程所需的时间约为4 s。在总吸液量较为接近的情况下,造孔剂粒度越小,材料的毛细抽吸速率越大。在多孔结构毛细抽吸工质的实验中,工质流动的驱动力为多孔结构内部孔道产生的毛细压力,毛细压力是浸润相和非浸润相之间的压差,假设毛细管为圆直管时,毛细压力为:

图11 造孔剂含量及粒度对毛细芯材料抽吸性能的影响

式中:为液/固界面张力;为液/固接触角;d为毛细管直径。由此可知,孔道的等效孔径越细,材料的毛细压力越大。随造孔剂粒度减小,在孔隙率接近的情况下,毛细芯内部孔道数量增加,等效孔径变小,其毛细抽吸能力增强。由此可见,决定毛细芯抽吸性能的不仅仅是孔隙率,还取决于孔径大小及分布状态:对于采用添加造孔剂法制备的毛细芯材料而言,孔隙率越高,平均等效孔径越小,孔径分布越集中,其毛细抽吸性能越优异。
3 结论
1) 造孔剂含量是决定毛细芯材料孔隙率的主要因素,随造孔剂含量增加,材料的孔隙率明显增大,减小造孔剂粒度会在一定程度上降低材料的孔隙率。
2) 通过粉末冶金结合添加造孔剂法的方式制备的毛细芯材料内部主要存在两种类型的孔洞:大尺寸的预制孔洞和小尺寸的间隙孔洞。随造孔剂含量增加,材料内部的预制孔洞数量显著增加,这使得原本为游离态的预制孔洞彼此相互连接贯通。随造孔剂粒度减小及研磨均匀化,材料的预制孔洞尺寸明显变小、数量增加且分布趋向均匀。
3) 毛细芯材料内部的间隙孔洞和预制孔洞可以组成不同类型的孔道,其等效孔径与材料内部孔道结构及数量密切相关。通过改变造孔剂的含量和粒度,产生不同孔隙结构,可调控铜基多孔材料的平均等效孔径大小。随造孔剂含量增加,毛细芯的平均等效孔径显著增加。随造孔剂粒度降低,毛细芯的平均等效孔径减小。
4) 毛细芯的气体渗透性能及毛细抽吸性能与其孔隙率及孔结构关系密切。材料的孔隙率是影响材料气体渗透性能的主要因素,随造孔剂含量增加,材料孔隙率显著提高,材料的渗透系数随之增大。决定毛细芯抽吸性能的不仅仅是孔隙率,还取决于材料的孔径大小及分布状态。对于采用添加造孔剂法制备的高孔隙率毛细芯材料而言,孔隙率越高,平均等效孔径越小,等下孔径分布越集中其毛细抽吸性能越优异。
[1] MAYDANIK Y F. Loop heat pipes[J]. Applied Thermal Engineering, 2005, 25(5/6): 635−657.
[2] CHERNYSHEVA M A, VERSHININ S V, MAYDANIK Y F. Operating temperature and distribution of a working fluid in LHP[J]. International Journal of Heat & Mass Transfer, 2007, 50(13/14): 2704−2713.
[3] VERSHININ S V, MAYDANIK Y F. Hysteresis phenomena in loop heat pipes[J]. Applied Thermal Engineering, 2007, 27(5): 962−968.
[4] 周蕤. 抗重力环路热管的设计制造及其复合结构毛细芯性能研究[D]. 广州: 华南理工大学, 2014: 11−12. ZHOU Rui. Design and manufacturing of anti-gravity loop heat pipe and study on its composite porous wick[D]. Guangzhou: South China University of Technology, 2014: 11−12.
[5] RIEHL R R, SIQUEIRA T C P A. Heat transport capability and compensation chamber influence in loop heat pipes performance[J]. Applied Thermal Engineering, 2006, 26(11/12): 1158−1168.
[6] LI J, WANG D, PETERSON G P. Experimental studies on a high performance compact loop heat pipe with a square flat evaporator[J]. Applied Thermal Engineering, 2010, 30(6/7): 741−752.
[7] BERTI L F, SANTOS P H D, BAZZO E, et al. Evaluation of permeability of ceramic wick structures for two phase heat transfer devices[J]. Applied Thermal Engineering, 2011, 31(6/7): 1076−1081.
[8] AHMED Y M Z, RIAD M I, SAYED A S, et al. Correlation between factors controlling preparation of porous copper via sintering technique using experimental design[J]. Powder Technology, 2013, 175(1): 48−54.
[9] KURT A, ATES H. Effect of porosty on thermal conductivity of powder metal materials[J]. Materials & Design, 2007, 28(1): 230−233.
[10] MOSADEGHKHAH A, ALAEE M A, MOHAMMADI T. Effect of sintering temperature and dwell time and pressing pressure on Ba0.50.80.23−perovskite-type membranes[J]. Materials & Design, 2007, 28(5): 1699−1706.
[11] WU C H. The effects of powder characteristics and sintering processes on the wick properties and thermal performance of flat plate heat pipe[D]. Taibei: Tatung University, 2005: 20−38.
[12] NIU W, BAI C, QIU G B, et al. Processing and properties of porous titanium using space holder technique[J]. Materials Science & Engineering A, 2009, 506(1): 148−151.
[13] HAO G L, HAN F S, WU J, et al. Damping properties of porous AZ91 magnesium alloy reinforced with copper particles[J]. Metal Science Journal, 2013, 23(4): 492−496.
[14] SURACE R, FILIPPIS L A C D, LUDOVICO A D, et al. Influence of processing parameters on aluminium foam produced by space holder technique[J]. Materials & Design, 2009, 30(6): 1878−1885.
[15] CUEVAS F G, MONTES J M, CINTAS J, et al. Electrical conductivity and porosity relationship in metal foams[J]. Journal of Porous Materials, 2009, 16(6): 675−681.
[16] ZHANG Y P, LI D S, ZHANG X P. Gradient porosity and large pore size NiTi shape memory alloys[J]. Scripta Materialia, 2007, 57(11): 1020−1023.
[17] 徐计元, 邹勇, 程林. 环路热管复合毛细芯的孔结构优化与性能研究[J]. 中国电机工程学报, 2012, 32(23): 70−74. XU Jiyuan, ZOU Yong, CHENG Lin. Pore structure optimization and properties of composite wicks for loopheat pipes[J]. Proceedings of the CSEE, 2012, 32(23): 70−74.
[18] 徐计元. 环路热管蒸发器毛细结构优化及其性能研究[D]. 济南: 山东大学, 2014: 23−45. XU Jiyuan. Optimization of the capillary structure in loop heat pipe evaporator and research on its performance[D]. Jinan: Shandong University, 2014: 23−45.
[19] LI J W, ZOU Y, CHENG L, et al. Effect of fabricating parameters on properties of sintered porous wicks for loop heat pipe[J]. Powder Technology, 2010, 204(2/3): 241−248.
[20] XIN G M, CUI K H, ZOU Y, et al. Development of sintered Ni-Cu wicks for loop heat pipes[J]. Science in China Series E: Technological Sciences, 2009, 52(6): 1607−1612.
(编辑 高海燕)
Pore characteristic and performance of sintered copper-based porous wicks
HE Da, WANG Lin, LIU Rutie, WANG Zhubo, XIONG Xiang, ZOU Jianpeng
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Copper-based porous wicks were prepared by powder metallurgy using NaCl powders as pore forming agents. The effects of pore forming agent content and particle size on the porosity, pore structure, equivalent pore size, permeability and capillary pumping performance of porous wicks were investigated. The relationships among the pore structure, equivalent-pore-size and performances were discussed. The results show that, with increasing the pore forming agent content, the porosity of the porous wicks increases obviously, the number of prefabricated pores inside wicks increases significantly, which results in the connecting of prefabricated pores. With decreasing the particle size of pore forming agent, the porosity of the porous wicks reduces slightly, and the size of the prefabricated pores becomes smaller and the distribution tends to be uniform. Interstitial pores and prefabricated pores inside the wick can make up different types of pore channels. The equivalent pore size of wick is closely related to the structure and quantity of pore channels. By changing the content and particle size of the pore forming agent, different pore structure can be produced, and the equivalent pore size of the materials can be controlled. The permeability and capillary pumping performance of porous wicks is not only determined by porosity, but also by pore structure and pore size. Porous wicks with high porosity, small average equivalent pores size and concentrated pore size distribution show better capillary pumping performances.
copper-based porous materials; porous wick; pore structure; equivalent pore size; capillary pumping performance
TF124
A
1673-0224(2018)04-389-09
国家国际科技合作专项(2015DFR50580)
2018−01−11;
2018−03−06
汪琳,副教授。电话:0731-88876566;E-mail: 133300@csu.edu.cn
