500KA铝电解槽结构型阳极钢爪电渣焊性能研究
2018-09-03
(甘肃酒钢集团西部重工股份有限公司,甘肃 嘉峪关 735100)
铝电解生产供电系统是直流、低电压、大电流回路,在电解槽供电回路中采用低电阻值设计,以降低电解槽外部电压降是铝电解节能的先决条件之一[1]。作为主要导电装置之一的阳极钢爪和铝导杆的电阻值应越小越好,只有这样才能降低电流在传导过程中的损耗。现在通用的铝电解阳极钢爪是采用低碳铸钢铸造而成,采用铝钢复合爆炸焊片过渡与铝导杆焊接组合成为阳极导电装置,主要起传导电流和承载阳极碳块重量的作用,以导电为主。原设计铸钢阳极钢爪、爆炸焊片和铝导杆在铝电解生产传导电流的过程中,在不同的区位形成电压降,导致电流损耗。
目前,我国大部分铝厂使用的仍是铸造钢爪,由于铸造钢爪的检测和验收标准缺失。使用合格材料生产铸造钢爪价格较高缺泛市场竟争力,价格较低的铸造钢爪却是由废钢、杂钢以及报废旧钢爪直接再重熔而成,其电能损耗大,使用寿命短[2]。为了尽量降低生产单位电耗,研制和应用低电阻值节能型铝钢复合结构阳极钢爪就是一种有效措施。
1 电渣焊技术焊接结构型阳极钢爪
结构型节能阳极钢爪横梁及钢爪腿的材质采用低碳钢:钢爪横梁使用热轧厚板,按照现行铸造钢爪的横梁尺寸进行切割成钢爪横梁,钢爪腿材料选择轧制型材,将钢爪腿与钢爪横梁置于专用结晶器中进行结构型节能阳极钢爪横梁、钢爪腿圆钢及电渣焊口材质均为Q235,经电渣焊接,三者充分熔合为一个整体,整个钢爪力学性能导电性能完全一致,钢爪腿与腿之间、批与批之间无质量差异。
电渣焊接釆用材质为Q235,厚度为10mm的钢板为自耗电极。自耗电极熔化并穿过熔融熔渣,金属上的氧化物、杂质、夹渣等溶解到熔渣中,金属得到提纯,所以电渣焊接部位的金属组织无气孔无夹渣,组织更纯净,力学性能导电性能均优于自耗电极材料[3]。
将钢爪横梁及钢爪腿组装于研发的结晶器内,确保钢爪外形尺寸准确的前提下,克服电渣焊晶粒粗大,通过快速冷却凝固,得到高质量细结晶组织。
2 结构型节能阳极钢爪与铸造钢爪压降对比试验
制作了100件结构性节能阳极钢爪和普通铸造钢爪分别放在2250#槽和2251#槽,17日测得2251#槽电压为3.97V,电流强度为499.7KA,2250#槽电压为3.974V,电流强度为496.1KA。18日测得2251#槽电压为3.987V,电流强度为500.1KA,2250#槽电压为4.002V,电流强度为499.6KA,19日测得2251#槽电压为4.000V,电流强度为500.6KA,2250#槽电压为3.981V,电流强度为500.6KA。2251#槽设定电压平均保持在3.985V,平均电流强度保持在500.1333KA,2250#槽设定电压平均保持在3.985V,平均电流强度保持在498.7667KA。试验过程中分别对铝导杆到阳极炭块压降进行了测试,2250#结构型阳极钢爪铝导杆到阳极炭块压降平均值为:149mv,166mv,165mv,2251#铸造钢爪铝导杆到阳极炭块压降平均值为:172mv,219mv,202mv。铸造钢爪比结构性节能钢爪压降平均高37.67mv,因此结构型阳极钢爪的节能效果优于铸造钢爪。
3 结构型钢爪与铸造钢爪和纯铁钢爪性能对比试验
(1)力学性能对比。表1为结构型钢爪、铸造钢爪、纯铁钢爪的力学性能,主要测试其屈服强度、抗拉强度和伸长率。

表1 结构型钢爪、铸造钢爪、纯铁钢爪力学性能
从力学性能上可以得知,铸造钢爪的抗拉强度最大,而纯铁钢爪的抗拉强度最小;三种钢爪延伸率的对比得知铸造钢爪最差,而纯铁和结构钢爪基本相同,因此铸造钢爪由于延伸率低,强度高,在使用过程中最容易发生断裂;纯铁钢爪的延伸率最高,然而其强度低,使用过程中容易发生变形;结构型熔焊部位的强度较高,其余部位强度和延伸率适中,所以综合下来结构型钢爪的力学性能最好。
(2)对三种钢爪进行金相组织分析,图1为结构型钢爪腿部与梁部的金相组织,其组织主要为铁素体+少量珠光体组织,并交替出现带状组织。图2为结构钢爪电渣焊焊缝组织,组织为少量铁素体+珠光体组织,电渣焊焊接的主要问题是热输入大,晶粒粗大,为了避免粗晶组织在焊接的过程中采用结晶器强迫快速冷却,从而得到细晶粒组织。图3为铸造钢爪金相组织,灰色基体为珠光体组织,铸造钢爪主要采用消失模铸造,晶粒粗大,凝固过程中晶界处最后凝固,常伴有显微缩孔和夹杂物存在,因此晶界处成为薄弱的截面,在使用过程中其塑性较差,容易断裂。图4为纯铁钢爪的金相组织,其组织为铁素体,具有良好的塑性,其强度很低。
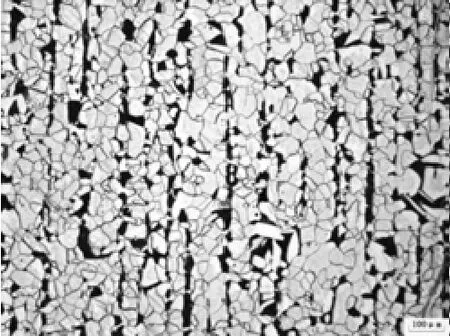
图1 结构型钢爪腿部与梁部金相
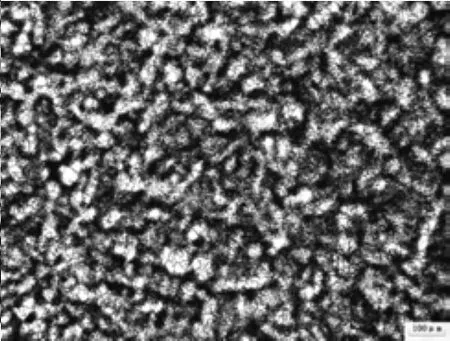
图2 结构型钢爪焊缝金相

图3 铸造钢爪金相组织

图4 纯铁钢爪金相组织
4 金相组织对导电性的影响
电解铝阳极电流由铝导杆经钢爪进入碳块,其中钢爪的露出碳块的部位中电流是通过轴截面,而进入碳块的部位中电流直接透过钢爪与碳块的接触面进入碳块。
4.1 纯铁钢爪电流分布
纯铁钢爪作为导体,轴向和径向晶体趋向相同,而且导电截面上组织都为纯铁素体导体,电流传到过程中不受任何阻碍,电导率最高。
4.2 结构钢爪轧制部位电流
轧材的轴向截面中珠光体和铁素体均匀混合分布,而径向截面中由于轧制的原因,珠光体和铁素体呈线性分布。呈线性分布的晶粒中,铁素体晶粒能够在同一方向上紧密接触,因此电流可以通过相互紧密接触的铁素体传导,而珠光体中有导电性差的Fe3C的存在,几乎不参与传导电流,因此其导电性不如纯铁钢爪。
4.3 结构钢爪焊缝处电流
焊缝处轴向和径向晶粒趋向相同,有大量的珠光体存在,电流通过铁素体和珠光体中的铁素体进行传导,而在Fe3C中电流受到阻碍,因此结构钢爪焊缝处的导电性不如纯铁钢爪的导电性。
4.4 铸造钢爪电流
铸造钢爪的金相为珠光体和铁素体的磷共晶组成(如图3),其中起导电作用的只有珠光体中的铁素体,显然电流在即为微小的通道中传导,导电率最差。因此在铝电解生产过程中,局部电压降值较高,电流损耗最大。
5 抗内弯对比
在后续的使用过程中,我们对结构型钢爪与铸造钢爪进行抗内弯试验对比,使用第一个周期(一个月)之后,结构型阳极钢爪相对于铸造钢爪容易变形,对变形的结构型钢爪进行矫直,优于结构型钢爪采用低碳钢制造,有良好的塑性,因此在矫直过程中容易矫直,且不需要加热。使用第二个周期之后结构型阳极钢爪没有发生变形,这样可以说明第一个周期变形的主要原因是因为结构型阳极钢爪在制造过程中,尤其是焊接过程中有一定的应力存在,在使用之前没有采取消除应力措施,应力导致在使用过程中产生变形,应力消除之后,其抗内弯性能优于铸造钢爪,而且即使弯曲变形,也易于矫直。通过抗内弯试验我们发现,结构型阳极钢爪制造过程中产生较大应力,因此在出厂之前应采取措施消除应力,防止其在使用过程中的变形。
6 结语
结构型阳极钢爪采用采用大型钢厂生产的型钢加工成所需尺寸,利用电渣熔焊技术进行全截面冶金熔合而成。在整个生产过程中无任何烟尘和有害气体产生,避免铸造钢爪生产过程中各工序(冶炼、造型、打箱、清理等)等所产生环境污染。并且其节能性、力学性能、导电性都优于铸造钢爪。
