电烙铁式锡焊机器人多模组焊接工艺及实现∗
2018-08-28程虎
程 虎
(武汉数字工程研究所 武汉 430205)
1 引言
锡焊是指在一定温度下融化成液态的金属合金,在被焊金属表面形成新的合金层达到被焊物之间结构上的联接和电气上的导电[1]。随着焊接技术的智能化、自动化[2],采用基于机器人的自动焊接已经成为焊接技术自动化的标志[3]。锡焊机器人起源于日本[4],目前锡焊机器已经成功应用于汽车制造、电子、数码、LCD(Liquid Crystal Display)等行业[5]。锡焊机器人生产过程中的关键部分是锡焊工艺。目前用于锡焊机器人的自动化锡焊工艺主要分为电烙铁焊接、高周波焊接及激光焊接三大类[6]。在军工行业由于产品特性要求,电烙铁式锡焊机器人焊接工艺被广泛使用。锡焊工艺是锡焊机器人的核心技术[7],得益于加热技术的发展[8],锡焊机器人的锡焊工艺已经摆脱了传统电烙铁的束缚。但传统的焊接工艺在编程过程中焊接温度参数需多次调试,效率低,特别是对于温差值大的焊点焊接不良率大。本文针对上述情况提出了一种多模组焊接工艺方法以及进行了实现。
2 电烙铁式锡焊机器人原理
2.1 电烙铁式锡焊机器人组成
电烙铁式锡焊机器人由焊接工作平台、手持式示教编程器也称示教盒[9]、加热控制器、出锡控制器、焊臂组件、焊咀、焊咀清洁系统、烟雾净化过滤系统组成如图1所示。
2.2 电烙铁式锡焊机器人常规工艺流程
电烙铁式锡焊机器人常规工艺流程如图2所示。
通过示教模式[10],由方向键进行焊点定位的模拟运动,完成示教任务[11]。示教任务中的新建示教文件、编制示教文件、下载示教文、选择加工文件几个步骤在手持式示教编程器上完成,加热参数设置在加热控制器上完成。

图1 电烙铁式锡焊机器人的构成
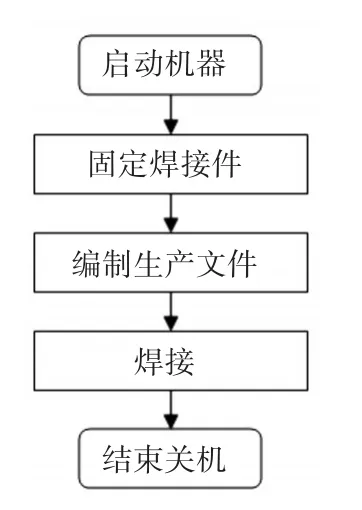
图2 电烙铁式锡焊机器人常规工艺流程图
2.3 常规焊接的现状
通常,烙铁头温度多被设定在320℃~340℃上下,比锡丝的熔点高150℃左右[12]。随着电子产业的发展,PCB的集成度越来越高,布局也越来越复杂。PCB上的焊盘大小不一、覆铜厚度不一的情况也越来越常见,以至于焊接中每个点之间的焊接参数值差异也越来越大。常规的焊接工艺方法需要多次试焊调试加热参数,在各个焊点需求温度之间找一个合适的平衡温度值。常规的编程工艺方法不仅效率低,而且面对一些焊接温度区间窄的元器件、焊接温度值差异较大的元器件的焊接时,则不能按焊接工艺要求完成焊接。对于这些特殊的点通常采用手工焊接或手工修补的方式来完成。
3 多模组焊接工艺及实现
3.1 多模组焊接原理
将同一PCB上的某一特殊待焊点或某些特殊待焊点作为一类或多个类别的焊接对象,分模组进行编程和焊接。
3.2 多模组焊接工艺的优点
选择最佳的焊接温度对焊接质量的保证有相当大的作用[13]。分模组进行编程和焊接,可以针对每个点设置一个合适的或特定的参数,避免了特殊元器件因焊接温度过高而损伤或因焊接温度不够造成的焊接不良的情况。
3.3 多模组焊接工艺
3.3.1 多模组焊接工艺流程
多模组焊接工艺流程如图3所示。
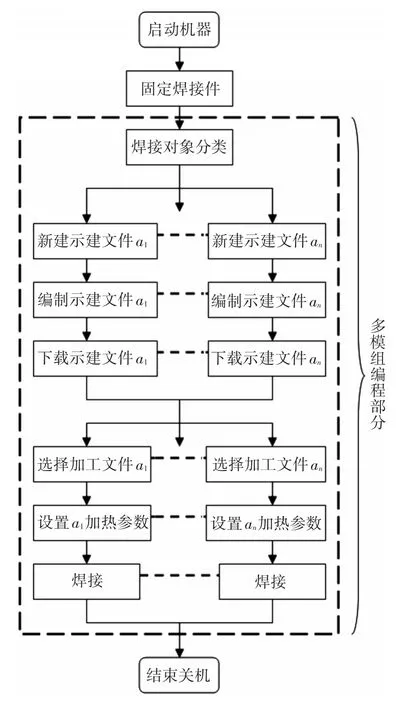
图3 多模组焊接工艺流程图
3.3.2 多模组焊接工艺方法
1)根据PCB文件识别所焊器件对应焊盘覆铜面积,一般GND和电源焊盘覆铜面积大,焊接温度一般比普通点高。
2)查看所焊元器件温度焊接要求,找出对焊接温度有特殊要求和焊接温度值差异大的器件及对应焊接通孔。
3)将覆铜面积大的焊盘、温度要求特殊的器件焊盘、普通焊盘等按焊接温度要求分为若干类别,每个类别为一个焊接对象。
4)将每类焊接对象作为独立的一个文件名保存。
5)打开文件名对焊接对象进行坐标、焊接时间、送锡量、R轴压力及角度等参数设置,完成后保存。
6)依次调用文件并同时调整加热温度参数对PCB板进行焊接直至完成。
3.4 实现
下面试举一种PCB板的2种不同插件元器件焊接为例。PCB名称为M,板层为8层,插件器件均为有铅器件,2种器件为J2(2.54间距双排针),PWR(6芯2mm单排插座),如图4所示。

图4 插件器件J2和PWR
1)找出PCB文件中覆铜面积大的焊盘,如图5所示。从图中可以看出J2的两个GND和PWR的一个GND覆铜面积大。
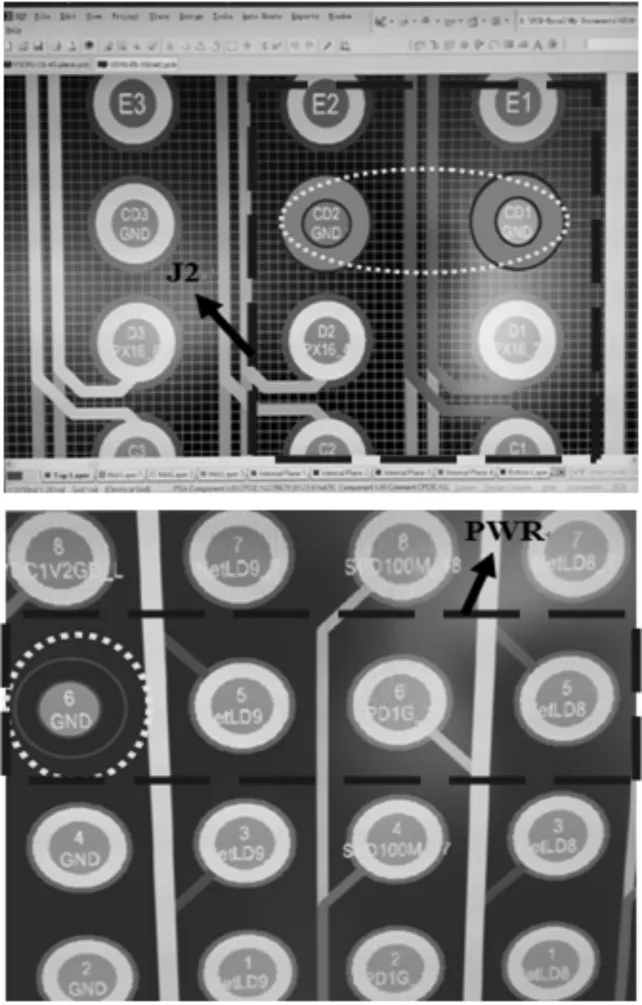
图5 印制板的PCB文件
2)查看J2(2.54间距双排针),PWR(6芯2mm单排插座)的焊接工艺温度要求。J2(2.54间距双排针)和PWR(6芯2mm单排插座)的焊接温度范围为300℃~350℃,J2和PWR的GND焊接温度范围为330℃~380℃。
3)根据分析将J2和PWR的GND为一个类别A,J2和PWR的非GND为一个类别B。
4)将A、B两个类别分别保存为文件名M1、M2。
5)分别打开文件M1、M2并对其焊接参数进行设置,完成后保存。
6)选择加工文件M1,调整焊接温度参数,温度参数设置为350℃,对PCB板进行焊接。待M1焊接完成后,选择加工文件M2,调整焊接温度参数,温度参数设置为380℃,对PCB板进行焊接。
7)待所有文件焊接完成后,完成关机操作步骤。
3.5 实施验证
对多模组焊接工艺实施进行了验证并与常规工艺进行了对比,如表1常规焊接工艺的焊接程序只有一个文件程序,所以温度参数的设置要兼顾多个器件的工艺要求,将上例中的PCB板焊接以常规焊接工艺进行生产,温度值应该设置在330℃~350℃。

表1 多模组焊接工艺与常规工艺焊接效果对比
4 结语
锡焊机器人的应用使得焊接质量和效率都得到很大的提升,多模组焊接工艺的提出与应用使锡焊机器人焊接工艺得到进一步优化,减少了焊接不良品的发生,提高了产品质量和可靠性。
