聚丙烯组合盖外盖模具的优化与改进
2018-08-27张义海罗刚
张义海,罗刚
(四川省宜宾普什模具有限公司,四川 宜宾 644007)
塑料输液容器用聚丙烯组合盖主要由外盖;内盖和垫片组成。其中,外盖的质量对整个组合盖产品的质量起着至关重要的作用。外盖上有一圈很薄的撕裂口,撕裂口的厚度通常在0.2 mm左右,在药液未使用前撕裂口要保证完好无损,确保组合盖的密封性和药品的质量安全。同时,又要使得组合盖在开启的时候拉力不能太大,比较轻松就能打开。
根据YBB00242004-2015《塑料输液容器用聚丙烯组合盖(拉环式)》国家标准,外盖的拉环切痕处(撕裂口)的密封性检测标准为:将产品置于高压蒸汽灭菌器中加热至121℃±2℃,保持30 min,冷却至室温后,用渗透剂(65%乙醇:10 g/L亚甲蓝溶液为100:5)填充至2/3高度,放置于滤纸上保持60 min,切痕处不得泄露。拉环开启力的检测标准为:将产品置于高压蒸汽灭菌器中加热至121℃±2℃,保持30 min,冷却至室温后,固定在拉伸仪夹具上,将拉环固定在另一移动夹具上。沿与垂直呈23°斜角的方向,以200 mm/min±20 mm/min的速度对拉环施加拉力,记录拉环被启破的力值,开启力不得超过80 N,试验过程中,不应撕裂穿刺区周围的其他区域,且拉环不得断裂。组合盖外盖如图1、图2所示。
由上面聚丙烯组合盖外盖的密封性和拉环开启力的检测标准可以看出,拉环切痕处(撕裂口)的尺寸精度要求非常高。因此,模具很难保证一次试模合格,通常都要根据试模后产品的检测数据,对模具的相关零件进行修模调整,甚至进行多次改修。

图2 组合盖外盖简图
1 常见模具结构与缺陷
1.1 常见模具装配
常见模具装配示意图如图3所示。
1.2 成型零件装配
成型零件装配图如下图4所示。

图3 装配示意图

图4 成型零件装配示意图
1.3 该模具结构的缺陷
由于模具零件的加工误差以及模具的装配累计误差的存在,模具试模后通常都会根据试模结果对相应的零件进行修改,以此来满足产品的密封及开启拉力要求。另外,在模具生产过程中零件105磨损也较快,模损后也需要对相应零件进行调整。
修改有两种情况:第一种:撕裂口太薄;第二种:撕裂口太厚,两种情况的修改方案如下:
(1)撕裂口太薄,则只需要对零件105的A面进行加工即可;
(2)撕裂口太厚,则需要对零件105(见图6)的轴肩B面;零件104(见图5)的B面;零件004(见图7)的B面进行加工才能解决。零件104、105、004的简图如下。
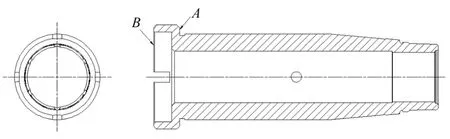
图5 零件104
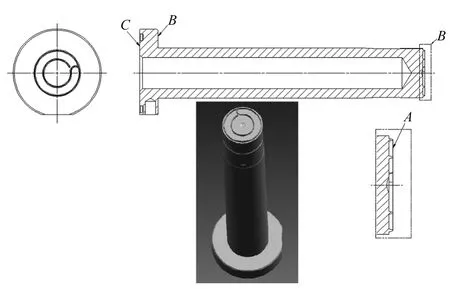
图6 零件105
从图3模具总装配图可以看出,不管是那种情况修改都需要将模具从注塑机上吊下来,再将模具的动模部分全部拆散,才能将零件104、105、004取出,这样会花费很长的时间来拆装模具,大大影响生产效率,并且修改成本也很高。
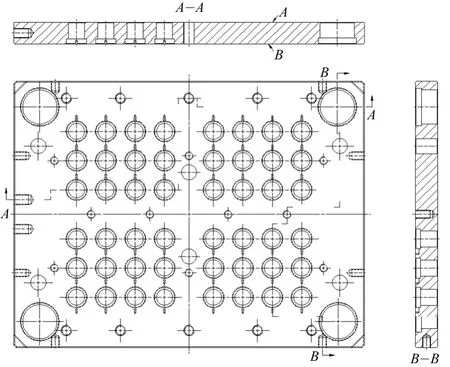
图7 零件004
2 模具结构的优化方式
2.1 优化改进后的模具装配
优化改进后的模具装配示意图如图8所示。
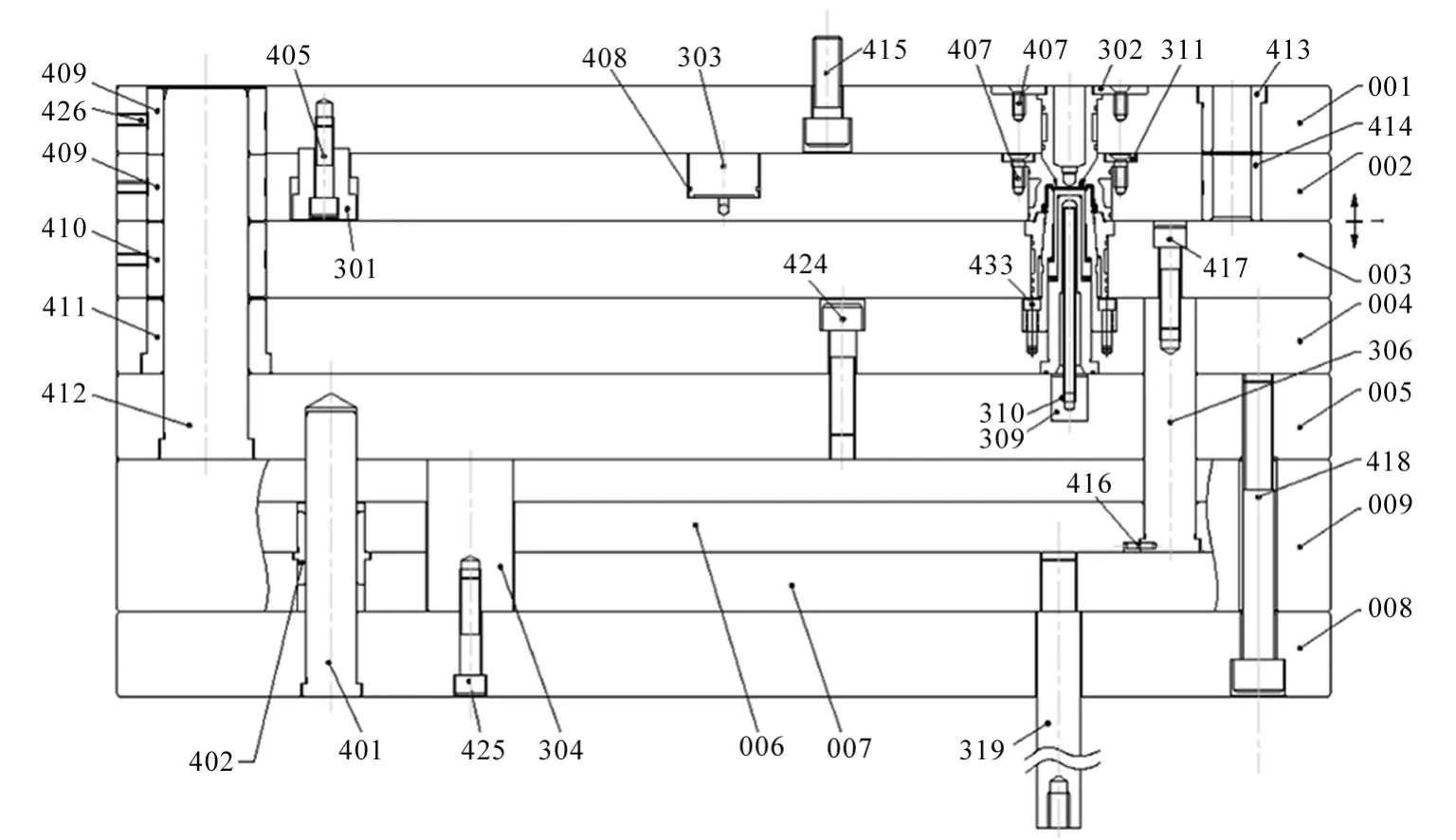
图8 装配示意图
2.2 成型零件装配
成型零件装配示意图如下图9所示。
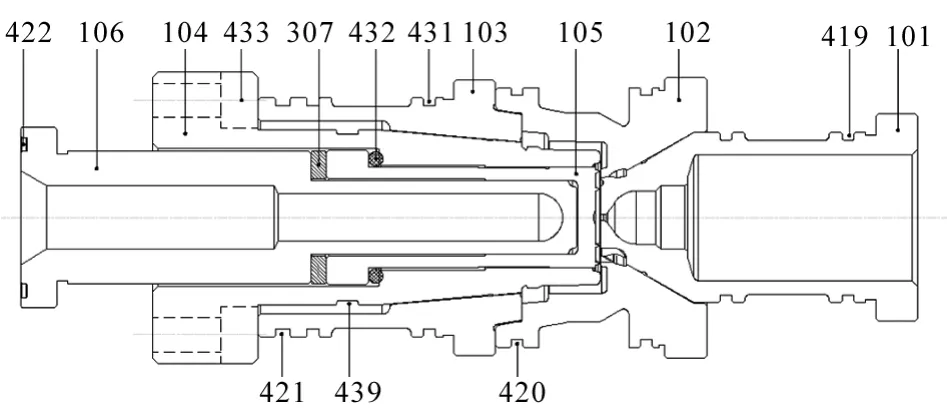
图9 成型零件装配示意图
2.3 模具优化的方式
成本新增加零件106(见图12)作为支撑柱,固定在零件005上,而原来固定在零件005上的零件105(见图10)则和106装配在一起,在105的F面和106的F面增加一个调节垫圈307(见图13),用以调节撕裂口厚度,在104(见图11)的E面和105的E面增加一个橡胶圈432(见图14),用以避免零件105往右串动。零件104与零件004(见图15的装配方式也发生了改变,从原来将104从B面往上装,再利用台阶将104压住的方式,改成将104从A面装下来,再用螺钉将104固定在004)上,这样就可以不需要将模具从注塑机上吊下来。
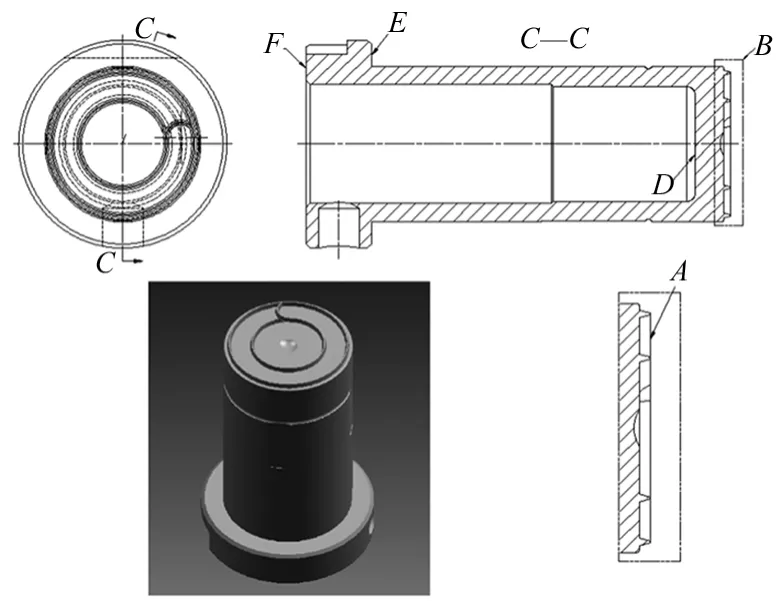
图10 零件105

图11 零件104
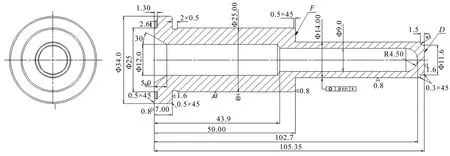
图12 零件106

图13 零件307
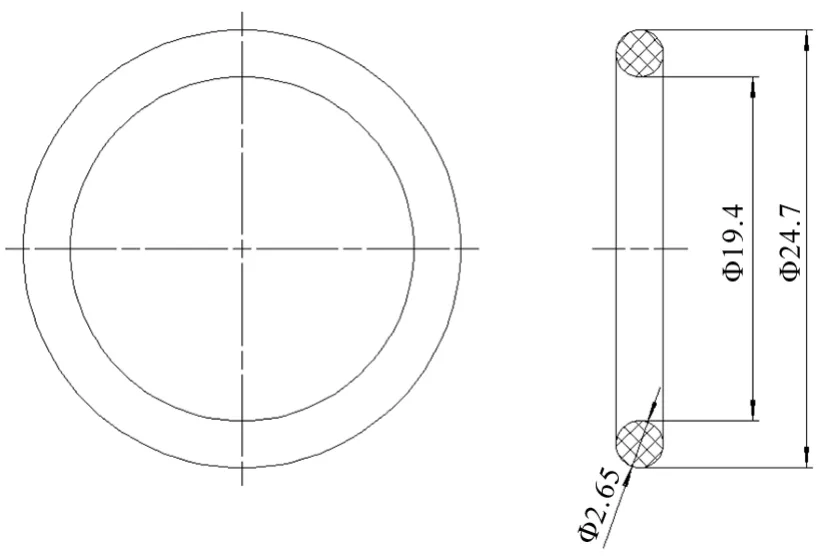
图14 零件432
3 模具优化改进后的优点
(1)调节制件撕裂口厚度不需要将模具从注塑机上吊下来,并把模具全部拆散,再取出零件修改。而是在注塑机上进行简单的操作,非常快速的就能完成,实现了模具零件的在线拆装。首先,操作注塑机将模具前后模从Ⅰ(见图8)处分开,将螺钉417拆掉,再操作注塑机合模,用连接块317和螺钉406将模板001、002、003连到一起,这样模板003就与001、002一起留在了注塑机的定模板,其余留在注塑机的动模板,此时将固定零件104的螺钉433拆掉就能轻易地将104、105、307一起取下来。如图16所示。
(2)撕裂口厚度可以通过调节垫圈307的尺寸快速完成,无须修改104;105;004等零件。如果是撕裂口太厚,则根据检测数据,重新替换一个垫圈307即可;如果是撕裂口太薄,则根据检测数据,将垫圈307修改相应厚度即可解决。优化后的模具结构,大幅度降低了模具的改修成本。
(3)实现了模具的在线拆装,大幅度节约了修模时间,减少注塑机的停机时间,提高了生产效率,降低了产品的生产成本。

图15 零件004

图16 模具拆装示意图
4 结语
本文提出了一种用于塑料输液容器用聚丙烯组合盖外盖的新的模具结构,优化改进后的新的模具结构大大缩短了模具试模后的改修时间和改修成本,以及模具在生产过程中的改修时间和改修成本,提高了生产效率,降低了生产成本。优化改进后的模具结构已大量投入生产,获得了良好的经济效益和社会效益,深得客户赞誉。
