一种液压驱动的车轮人工检查轨道小车的设计
2018-08-21邹晓宇
邹晓宇
(马鞍山钢铁股份有限公司轮轴事业部,安徽马鞍山 243000)
引言
随着国内外列车运行的高速化发展及高铁时代的到来,对车轮产品的质量和外观要求越来越高。在车轮产品的生产过程中,车轮产品的人工检查工序作为车轮产品出厂的后续工序之一,对车轮产品的质量外观控制起到关键性的作用,是整个车轮生产中的重要环节。因为车轮的人工检查工序为在线生产环节,所以该工序的生产时间需严格契合车轮的前道工序和后道工序的生产时间,因此用于实现车轮人工检查的自动置料及检查机构成为制约该道工序正常生产的首要因素。
为克服现阶段人工检查装置不适应现场工序节拍以及置料装置不适应现场自动化生产的缺陷与不足,设计制造了一种液压驱动的车轮人工检查轨道小车。
1 车轮人工检查轨道小车车体结构设计
车轮人工检查轨道小车车体由人工检查台、小车车身和行走导向装置三部分组成,如图1所示。小车车身2以4根100 mm×100 mm的方管为框架,人工检查台1通过底部焊接的方式与小车车身连接,小车车身下方焊接一块20 mm厚钢板用以与小车轮轴系统连接。车身单侧的前后两端各配有一套行走导向装置3,对小车在轨道上的行走起导向作用。

图1 车轮人工检查轨道小车车体结构图
车轮人工检查轨道小车的人工检查台主要由置料架、主轴座、主轴和轴承等部分组成,如图2所示。人工检查台置料架1通过四根60 mm×60 mm的方管与20 mm厚钢板焊接连接,置料架中部设置有主轴座定位台,用以主轴座的定位,并在主轴座下方部位通过设置筋板加强置料架的承载能力。主轴3置于主轴座2上方,主轴座通过螺栓与置料架进行连接。为实现人工检查车轮的功能,在主轴座上下方设置有轴承孔,上方轴承孔内装有推力球轴承4,承受轴向载荷,下方轴承孔内装配有角接触球轴承5,用于承受轴向和径向双重载荷,确保车轮可以随主轴转动。主轴下方通过两个圆螺母7实现主轴的锁紧,防止轴承从主轴脱离。为防止钢件对车轮成品造成划伤,在主轴上方的物料台面装有尼龙材质的防划伤板6,对车轮表面和内孔进行保护。车轮成品人工检查时,车轮成品置于置料架的物料台上,通过人工施加推力实现车轮的转动,从而满足车轮人工检查的需求。

图2 车轮人工检查轨道小车检查台结构图
车轮人工检查轨道小车的行走导向装置主要由导向装置支座、偏心轴及轴承等部分组成,如图3所示。
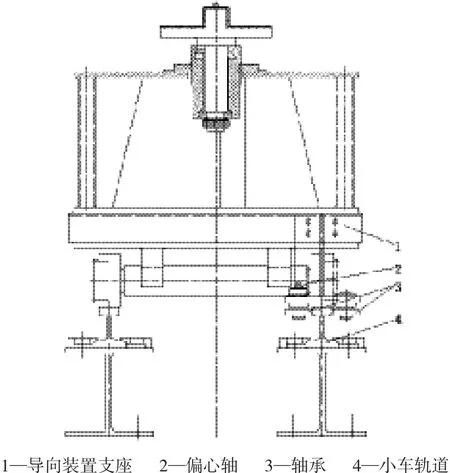
图3 车轮人工检查轨道小车导向装置结构图
导向装置支座1与小车车体通过螺栓连接和固定,支座中部通过设置筋板加强支座的强度,支座下方两侧各安装有一个轴承3,通过轴承与小车轨道4的面接触,实现整套导向装置对人工检查轨道小车在轨道上行走的导向作用。导向装置支座一侧的轴承孔内装配有偏心轴2,可通过调整偏心轴从而改变导向轴承与小车轨道4贴合面的距离。整套导向装置结构紧凑,调节方便,便于维修。
2 车轮人工检查轨道小车驱动系统设计
车轮人工检查轨道小车的移动由液压元件驱动,通过设计完整的液压系统,由油泵电机组提供动力,通过相应的液压阀组控制油路的改变,使得液压缸1驱动小车前后移动,小车驱动原理图如图4所示。小车车体下方装有油缸连接装置2,通过销轴与液压缸端部球铰耳环连接。上料设备将车轮置于小车上后,液压缸活塞杆伸出,驱动小车到达指定人工检查工位,人工检查工作结束后,取料装置将车轮取走,活塞杆收回,小车回到起始上料位置。考虑到车轮人工检查轨道小车与物料运输系统的联动性以及小车的定位准确性,在液压缸内设置有位移传感器,用于精确监测小车的位移情况。由于液压缸行程较长,采用中间耳轴式的安装方式,便于液压缸的中心自找正和拆卸维护。

图4 车轮人工检查轨道小车驱动原理图
3 结论
液压驱动的车轮人工检查轨道小车的设计结构紧凑,运行可靠,有效解决了人工检查装置不适应现场工序节拍以及置料装置不适应现场自动化生产的缺陷与不足。小车运行过程中,通过油缸内位移传感器实时监测小车运动位置,配合人工检查工作,很好地契合了人工检查工序的生产时间,为车轮的人工检查工序设计提供了一种思路。
