板坯加热炉燃烧控制系统优化
2018-08-21周劲军史德明范满仓刘自民
周劲军,史德明,范满仓,翟 炜,刘自民
(马钢(集团)控股有限公司,安徽马鞍山 243000)
引言
加热炉是轧钢工序的主要耗能设备。在满足轧制工艺要求的同时,做到炉膛气氛、加热时间、加热温度的最优控制,降低氧化烧损和能耗是轧钢加热炉生产工艺追求的目标。
目前,国内钢铁企业吨钢综合能耗约600 kg标煤。作为钢铁生产末端的轧钢工序,氧化烧损偏高将带来如下问题:①大量能源浪费,增加温室气体排放;②轧钢成材率降低,直接影响企业的经济效益;③氧化铁皮需要定期停产清理,影响作业率、增加工人劳动强度;④在某些情况下,氧化铁皮难以去除导致轧钢产品表面出现压氧缺陷问题,影响产品质量。⑤大量氧化铁皮需要进行再利用处理,浪费社会资源、增加企业成本。目前,钢铁行业面临产能严重过剩、节能环保压力日趋加大局面,为节能降耗、降本增效,国内外钢铁企业一直致力于降低轧钢加热炉燃耗及氧化烧损应用技术研究。
研究表明[1],目前国内中小型钢铁企业轧钢加热炉炉内氧含量范围大部分为2%~3%,且波动较大,氧化烧损大部分为0.8%~1.5%。国外大型钢铁企业轧钢加热炉氧化烧损一般≤0.5%。有效降低氧化烧损意义重大。
1 板坯加热炉燃烧现状测试结果及存在问题分析
1.1 测试结果
板坯加热炉长约56 m、宽约10 m。燃烧系统布有长焰、平焰、蓄热等形式烧嘴,采用基于在线热值仪检测确定空燃比的间接燃烧控制方式。燃烧情况及烧损情况现场测试结果见表1。
相关理论及实践表明[2],加热炉中烟气残氧量及加热温度控制对燃耗及氧化烧损影响较大。对燃耗而言,烟气残氧每减少1%,节省燃料约4%;出钢温度每下降5%,节省燃料约17%。对氧化烧损而言,烟气残氧从3%降至1%,氧化烧损可降低约78.89%。
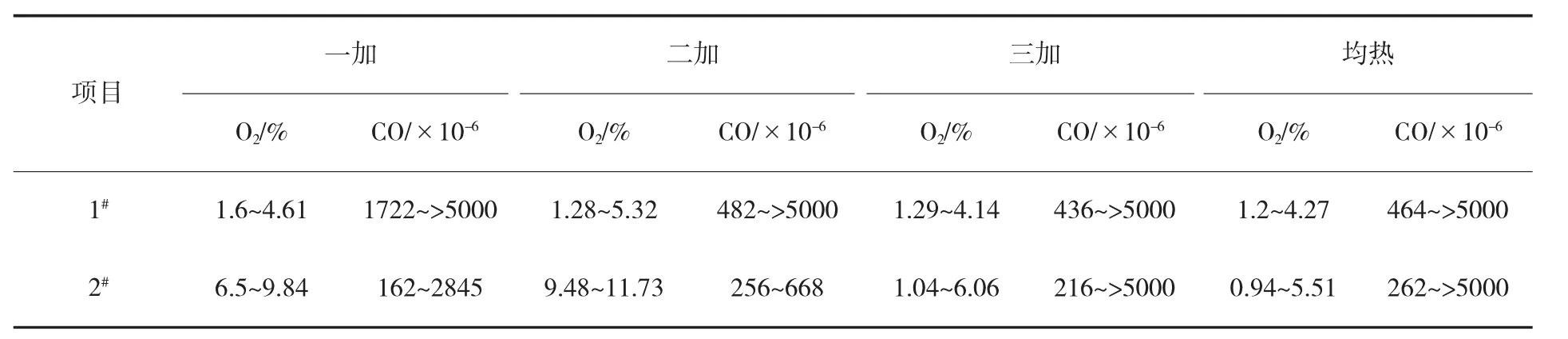
表1 加热炉炉内气氛及氧化铁皮厚度
由表1可以看出,一加、二加、三加、均热等各燃烧段均处于偏氧化性气氛状态且气氛浓度波动较大,与氧化烧损较高现象一致。在燃耗及烧损方面,存在较大的下降空间,预计燃耗可降低3%以上,钢坯单位面积烧损率可降低8%~15%。
1.2 问题分析
(1)空燃比控制方式
该加热炉采用在线燃烧法热值仪的间接控制方式,即通过燃烧法热值仪,推算出空燃比,控制炉内燃烧气氛,但在实际使用过程中,存在的主要问题如下:①热值仪的准确性受使用煤气与标定气体偏差影响,热值的准确性难以保证;②燃烧法热值仪不能检测出煤气成分组成,精确空燃比无法给出;③空燃比精确控制的受到是空气、煤气流量计的准确性影响,就煤气流量计而言,由于受到水分、粉尘、焦油、萘等杂质影响,准确性难以保证;④当前燃烧段空燃比失真时,失真烟气后移导致误差传导。
(2)加热炉内钢坯温度控制
该加热炉内钢坯温度主要依靠热电偶测量炉内各段烟气温度,经过数学模型计算得出。由于采用间接测量方式,存在钢坯出炉温度偏高且波动较大、能耗提升、烧损加剧的问题。
2 优化加热炉燃烧控制系统方案
针对板坯加热炉燃烧控制上存在的问题,本项目采用基于各加热段烟气成分监测的燃烧控制系统对其进行优化,其主要由加热炉分段燃烧控制技术及炉内钢坯在线红外精确测温技术组成。
2.1 加热炉燃烧控制优化原理
传热值仪法间接控制方式受煤气热值波动、流量计量误差、阀门开度误差、气体泄漏、排烟速度等因素影响而发生偏离。该控制方式与之同,在满足加热制度的前提下,依据O2和CO检测结果及控制范围,自动控制煤气、空气阀开度,不受热值仪、空气及煤气流量计准确性等因素影响,通过燃烧状态检测、动态寻优、优化调整实现提高最佳燃烧状态、节省煤气的目的,见图1。钢坯炉内温度参照钢坯表面温度确定。

图1 燃烧控制优化原理
2.2 加热炉分段燃烧控制系统设计
直接对加热炉各主要加热段烟气成分(O2、CO等)进行在线检测,根据各段烟气成分数据,及时调整各段的空气配比,使各段烟气成分控制在合理范围,,最终达到降低氧化烧损,提高板坯表面质量,降低能耗的目的。
具体技术方案是:在各燃烧段(加热、均热、预热)安装激光法探头式过程气体分析系统(见图2)。每座加热炉7个测量点。测量点布置方式为:均热、三加热段与二加热各布置一套O2和一套CO激光检测单元,一加末端布置一套CO激光检测单元与现有的氧化锆探头配合使用。
激光法探头式过程气体分析系统除了具有技术针对性强、测试精度高、稳定性好、响应快、安装方便、维护成本低等特点外,还具有如下优势①直接以加热炉炉膛为检测单元,克服高温辐射影响,实现对1200℃工况下烟气进行原位在线检测;②检测结果反映穿过整个炉膛的激光束线的检测的结果,更能准确代表炉内气氛;③与传统单纯检测O2不同,该技术方案加入CO检测参数,通过O2及CO检测数据的相关性综合判断实际燃烧情况,确定控制范围,克服了烟气均匀性差等不确定因素影响。

图2 炉内气氛温度、测量探头布置图
在炉内加装红外精确测温仪表,真实反映钢坯表面温度,克服钢坯出炉温度偏高且波动较大、能耗提升、烧损加剧的问题。
具体技术方案是:每座加热炉布置5个测量点。测量点布置方式为:二加热段与三加热段中间位置1个点(偏二加热段),三加热段出口1个点,均热段出口3个点,见图2。
该红外测温系统的特点是能够对抖动、氧化、水、蒸汽等干扰因素做出正确补偿,保证测试结果的准确性。
2.3 优化控制逻辑
动态检测对比炉膛内O2和CO含量,判断燃烧偏离状态(当O2超过设定范围时空气过量,当CO超过设定范围时煤气过量)。
(1)控制温度在设定范围内:O2过量,减小空气流量;CO过量,降低煤气流量。
(2)控制温度高于设定最大值:逐级降低煤气流量和空气流量,再通过(1)和(2)优化燃烧状态。
(3)控制温度低于设定最小值:逐级增加空气流量和煤气流量,再通过(1)和(2)优化燃烧状态。
(4)通过(1)~(4)循环优化调节空气流量和煤气流量使得炉膛内O2和CO含量在含量控制范围内,炉内燃烧处于最佳燃烧状态,热效率最高。
3 实施效果及分析
3.1 炉膛内O2和CO含量改善效果分析
3.1.1 优化前加热炉燃烧状态检测分析
加热炉优化前燃烧状态检测分析结果见表2。

表2 优化前加热炉燃烧状态
3.1.2 优化后加热炉燃烧状态检测分析
加热炉优化后燃烧状态检测分析结果见表3。
3.1.3 各加热段O2和CO优化前后对比
该加热炉均热段采用平焰烧嘴,加热二段、加热三段采用蓄热式烧嘴,由于控制温度、烧嘴布置方式及燃烧方式的不同,燃烧效果存在差异。但经过优化,各段烟气成分均出现O2降低、CO升高现象,具体变化趋势见图3、图4和图5。
通过现场多次对比实验,在相同工况下,二加O2均值由4.04%下降到1.85%、三加O2均值由3.78%下降到1.85%、均热段O2均值由4.53%下降到2.79%。
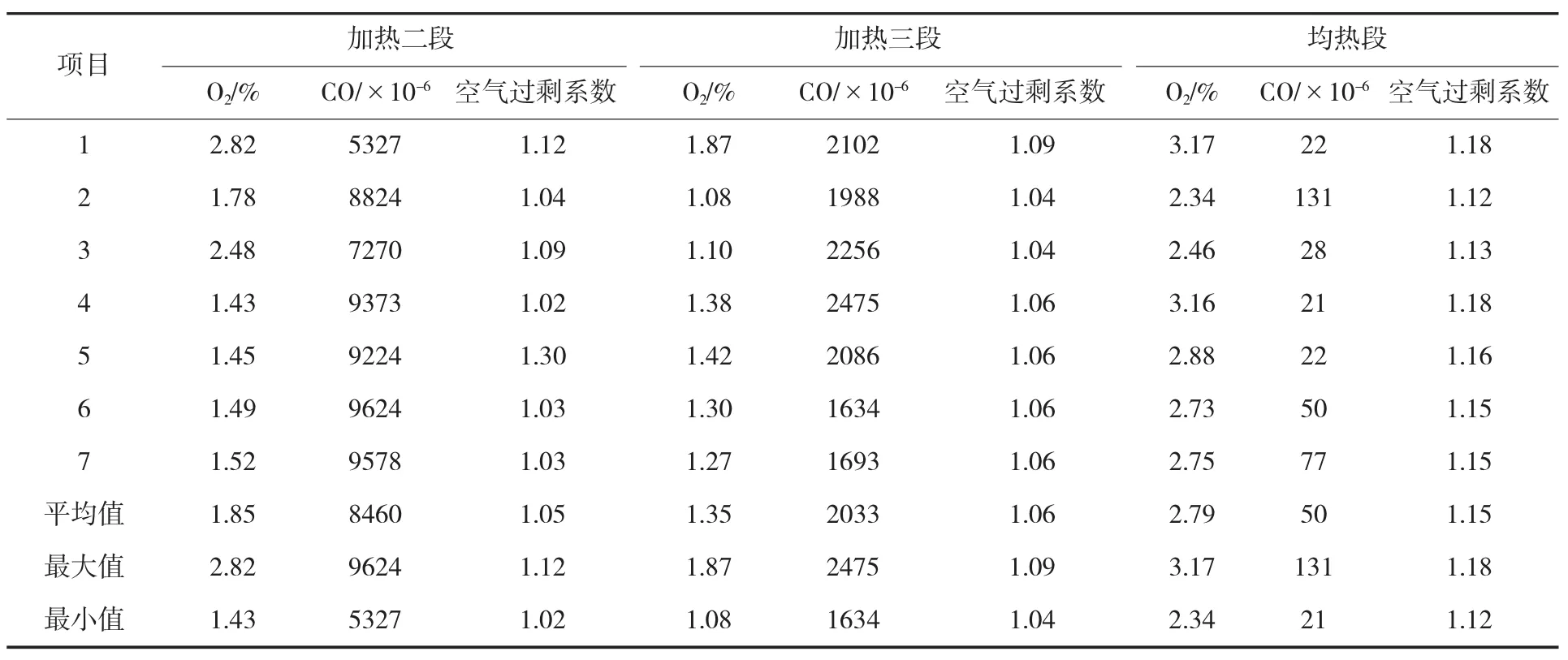
表3 优化后加热炉燃烧状态

图3 加热二段优化前后对比
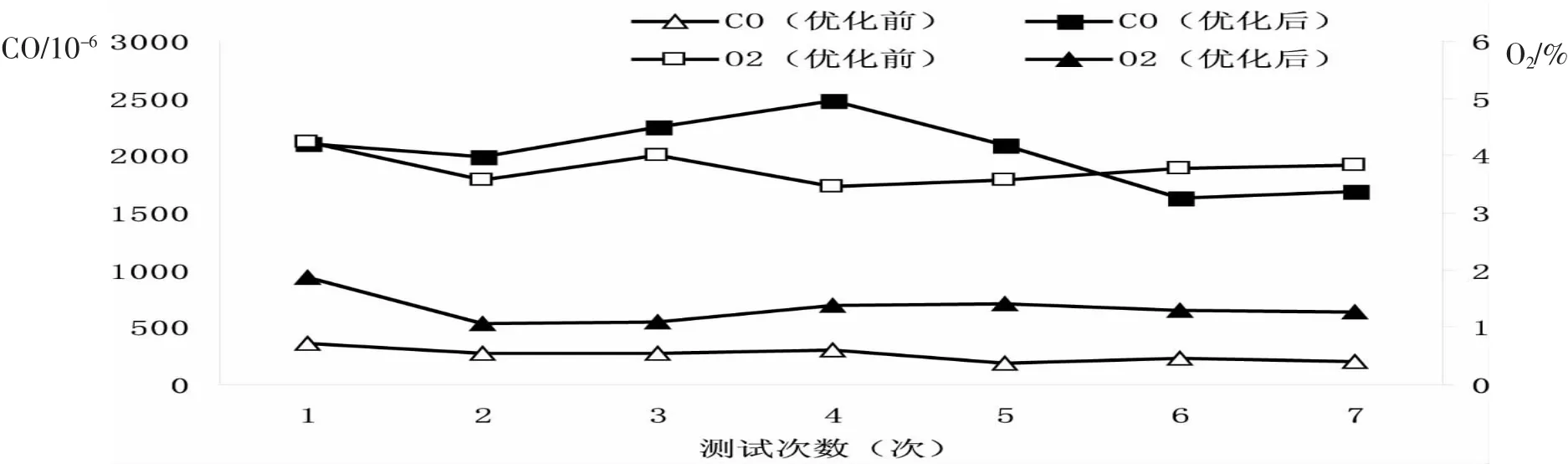
图4 加热三段优化前后对比
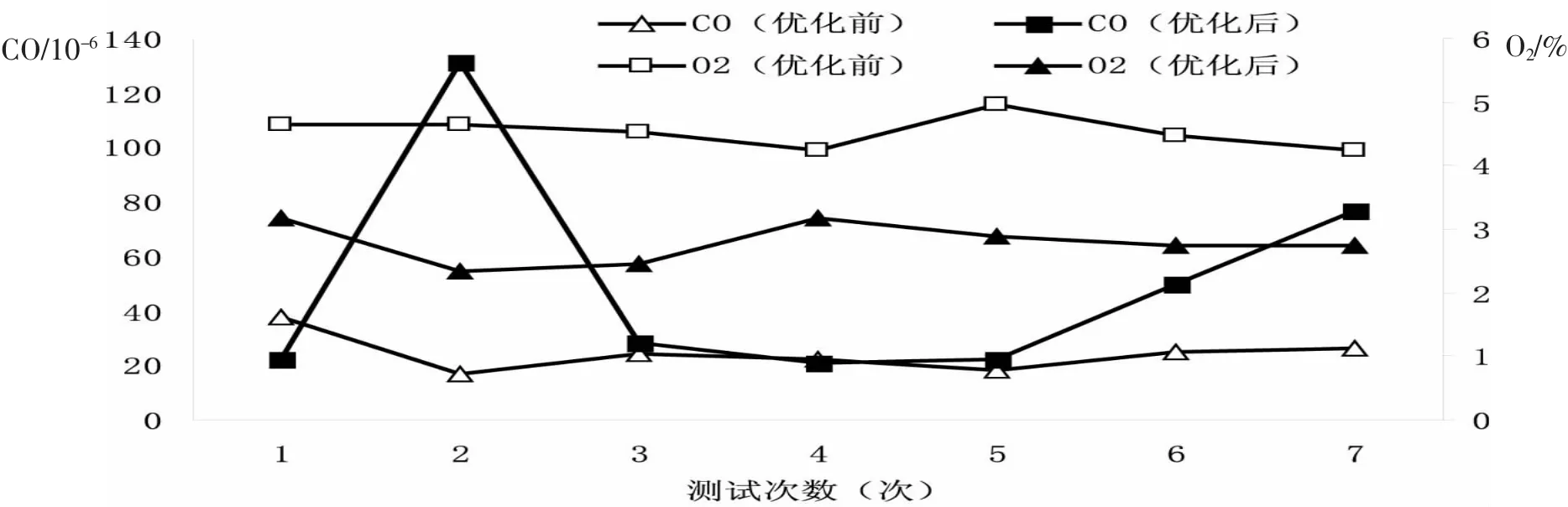
图5 均热段优化前后对比
3.2 氧化烧损降低效果分析
通过激光法探头式过程气体分析系统检测控制优化前后各段燃烧状态,利用试样检测方法进行对比实验,筛选出相近工况下各7个批次有效数据对比分析,检测数据见表4、表5。
通过多次对比分析得出,本次检测优化前后单位面积烧损率降低平均值为16.75%。
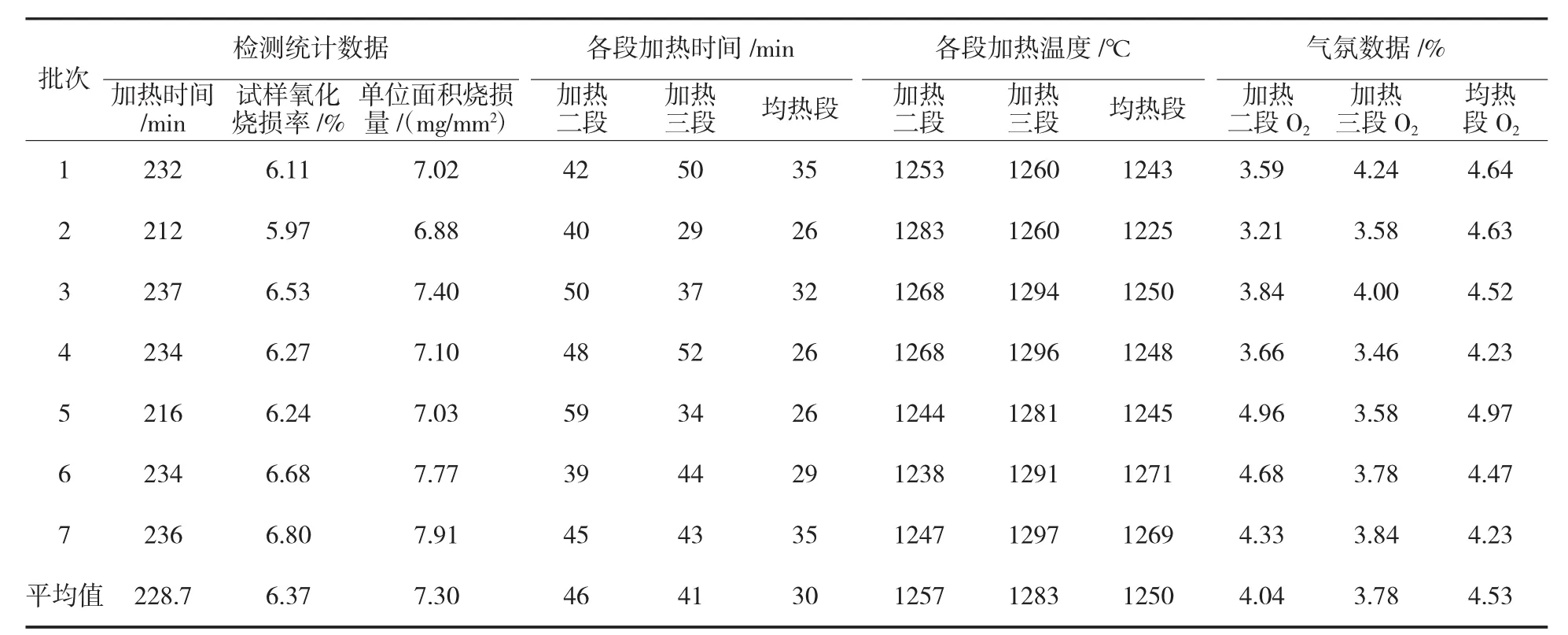
表4 优化前氧化烧损试样检测数据
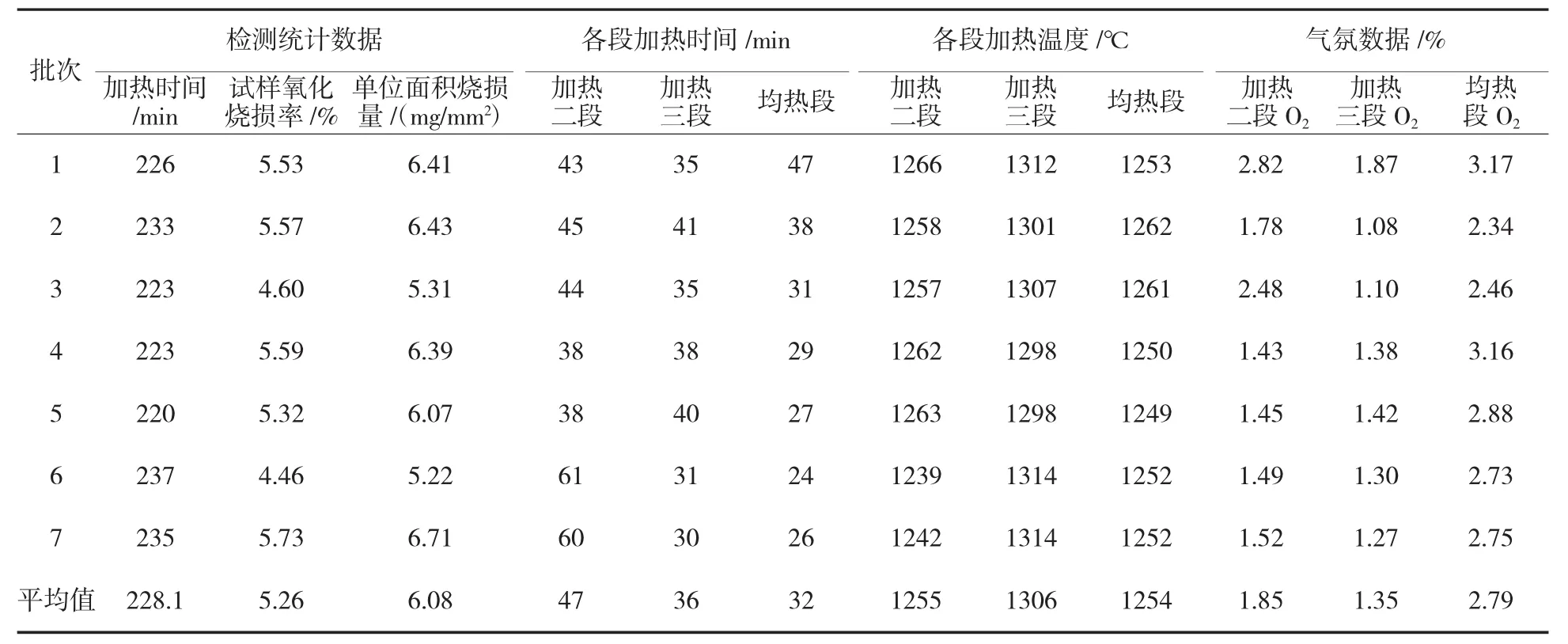
表5 优化后氧化烧损试样检测数据
4 结论
通过采用激光法分段燃烧控制技术及炉内钢坯在线红外精确测温技术对加热炉燃烧控制系统进行优化:
(1)可以实现对加热炉各段烟气中O2和CO及钢坯炉内温度的在线监测,使得加热炉各段空气过剩系数优化做到有的放矢,从而保持加热炉各段最佳燃烧状态。
(2)通过在板坯加热炉上的成功实践,相对单位面积烧损率减少15%以上,年综合经济效益1000万元以上,经济效益显著。
(3)该系统还可以对不同钢种加热及燃烧控制进行针对性优化,有助于提高产品质量,进一步增加企业效益。
