锅炉膜式壁管屏销钉自动焊工艺及系统开发
2018-08-08王冬平银润邦蒲贵明
王冬平,银润邦,蒲贵明
(东方电气集团东方锅炉股份有限公司,四川自贡643001)
0 前言
火电锅炉膜式壁管屏上需要焊接大量的销钉,随着循环流化床锅炉需求的增大和锅炉参数等级的提高,销钉的焊接量也在逐步增大,以一台300 000 kW的循环流化床锅炉为例,销钉数量要达到3 000 000颗以上。锅炉销钉的焊接主要采用电弧螺柱焊设备实施,电弧螺柱焊可分为长周期螺柱焊(包括稳定电弧螺柱焊和不稳定电弧螺柱焊)和短周期螺柱焊2种[1]。目前,国内主要采用长周期电弧螺柱焊设备,其工序较复杂,在销钉焊接前需要把销钉逐颗套入瓷环,并摆放整齐后搬运至焊接工位,施焊时由手工将带有瓷环的销钉装入焊枪进行焊接,这种焊接方法辅助时间较长,焊接效率较低。而且采用手工销钉焊时,工人需要蹲在管屏上弯曲身体、手持焊枪进行长时间工作,不仅工人劳动强度大,而且焊接质量受工人自身因素影响也较明显,容易导致销钉焊缝质量不稳定。因此,为了解决现有手工销钉焊存在的以上缺点,有必要开发自动销钉焊技术。
随着智能机器人技术的发展与普及,将一种焊接方法与智能机器人相结合,从而实现该种焊接方法的自动化生产,这是近年来焊接技术的发展趋势,对于销钉焊也不例外。但若采用现有的长周期电弧螺柱焊设备与智能机器人结合,则在瓷环装配、销钉输送方面存在很大的难题,极大地制约了自动化的实施。开发不带瓷环的销钉焊工艺是解决该难题的较好方向。瓷环主要是起到对焊缝保护和强制焊缝成形的作用[1],目前国内已有学者对碳钢销钉开展不带瓷环焊接的工艺,并以得到应用,但针对不锈钢销钉和马氏体钢销钉还未深入开展该方面的研究。因此,针对锅炉所用的各种材质的销钉开发出不带瓷环焊接工艺,为销钉自动化焊接扫除一大障碍。此外,在销钉焊自动化实施过程中,销钉的自动输送也是必须解决的问题,目前国内外对自动送钉焊技术已经有较多研究和开发,并在汽车生产线中已有应用[2-3]。
在解决了瓷环装配难题和自动送钉问题后,将销钉焊与智能技术或机器人结合则变得简单易行。目前国内在小直径(<6 mm)、低碳钢螺柱焊领域,已有部分企业和高校研发出成熟的自动化设备[4]。针对锅炉销钉自动化焊接,国外虽有相应的技术和应用,但对销钉规格的适应性不强,国内正在积极研发,并取得了一定的成效[4-5]。由此可见,现有螺柱焊研究成果对锅炉销钉焊自动化实施提供了必要的条件,也为锅炉销钉自动焊的研发方案指出了方向。
1 销钉自动送钉系统实施方案
在销钉焊自动化实施过程中,销钉自动输送是一个急需解决的问题。由于销钉焊接有方向性,销钉的一端为锥形,一端为平头,焊接时锥端与工件焊接,因此送钉时必须按照指定的方向进行销钉的输送,这对自动送钉系统提出了较高的要求。为了实施这一功能,采用振动盘方式使销钉在振动盘内进行排序,然后通过压缩空气将销钉送入焊枪,其工作原理为:将销钉装入振动盘,在轨道上平卧任意排列移动,振动盘轨道侧壁设置台阶和缺口,用以改变销钉的排列方向并使其方向趋同;由于销钉的尾部是平面,因此当销钉的尾部向下滑入台阶下方后,销钉竖立排列继续向前移动。若销钉头部向下滑入台阶下方时,由于销钉端头不平且在振动力的作用下侧翻,并通过缺口落入振动盘中心再次进行循环,保留下来的销钉方向基本一致。为了保证销钉的方向完全一致,在轨道上设置槽口和缺口,筛选过的销钉通过该槽口时,若销钉头部向下则会侧翻落入振动盘中心再次循环,保留下来的销钉则方向完全一致。最后,排列一致的销钉进入送钉管道,在压缩空气的作用下输送至焊枪进行焊接,如图1所示。

图1 销钉自动输送系统
2 不带瓷环焊接工艺的研发
为了实施销钉自动化焊接,不带瓷环焊接工艺的研发至关重要。虽然针对碳钢销钉不带瓷环焊接工艺国内有相关研究[6],但锅炉销钉使用量更大的是马氏体钢和奥氏体不锈钢,因此针对这两种材质的销钉开发出不带瓷环的焊接工艺是必不可少的。为了保证取消瓷环条件下销钉焊的质量,需要从焊接设备、销钉质量和形状、焊接过程中的保护方式几方面进行研究。
2.1 焊接设备的选用
目前国内使用的销钉焊主要有长周期电弧螺柱焊设备和短周期电弧螺柱焊设备两种类型,现有锅炉膜式壁管屏一般采用长周期电弧螺柱焊设备。为了掌握无瓷环保护条件下选用哪种设备更为合适,对两种设备进行焊接对比试验。试验选用12Cr1MoVG( 31.8 mm ×6.5 mm)的管道,销钉选用 12Cr13( 10 mm)材质。在长周期电弧螺柱焊设备、不带瓷环条件下,焊缝成形差,销钉与管道熔合量少(不到销钉周圈的一半),飞溅大(图2a)。采用短周期电弧螺柱焊设备、不带瓷环条件下,焊缝成形饱满、均匀,飞溅小(图2b)。

图2 不同电源下的焊缝形貌
从以上对比试验可见,采用长周期电弧螺柱焊设备、不带瓷环焊接的焊缝成形差,达不到产品外观成形要求。而采用短周期电弧螺柱焊设备,在不带瓷环条件下可以焊接出成形均匀、飞溅小、饱满的焊缝。因此,在取消瓷环保护的情况下,应选用短周期电弧螺柱焊设备。
2.2 销钉结构的优化
根据NB/T47014—2011《承压设备焊接工艺评定》和ASME锅炉及压力容器规范Ⅸ卷《焊接、钎接和粘接评定》标准,对销钉焊缝的外观成形和力学性能有要求。在实际产品生产中,销钉焊缝的抗拉强度易满足要求,但弯曲试验时易出现焊缝开裂或断裂的现象,重点就销钉焊缝的弯曲性能进行试验研究与分析。
目前锅炉膜式壁产品常用销钉采用碳钢(以20#和Q235A为代表)、马氏体钢(以12Cr13为代表)、奥氏体不锈钢(以12Cr18Ni9为代表)三种材质。这三类销钉中,碳钢销钉易满足弯曲性能测试,马氏体钢销钉和奥氏体不锈钢销钉弯曲易裂。文献[6]对碳钢销钉作过相应的研究,因此重点研究马氏体钢和奥氏体不锈钢销钉,现设定以下方案:销钉采用不同热处理和助焊剂状态(图3),并在短周期电弧螺柱焊和无保护条件下进行试验。试验条件及结果见表1,所用销钉直径均为 10 mm,弯曲试验测试采用5个试样,弯曲15°后再恢复原状。

图3 销钉形状
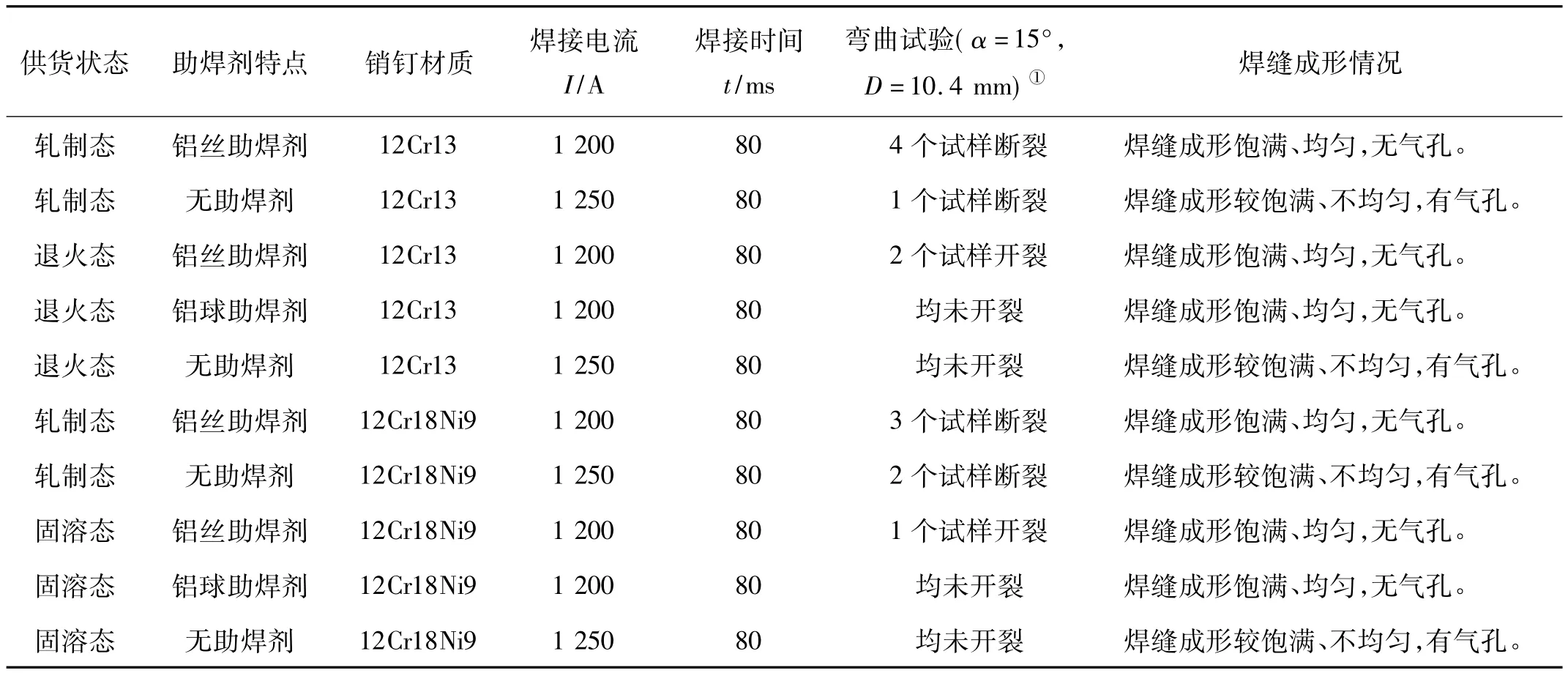
表1 不同销钉材质、供货状态、助焊剂特点下的焊接试验
由以上试验可知,12Cr13马氏体钢销钉的供货状态为轧制态时,易在热影响区断裂,而退火态销钉则有良好的抗裂性;12Cr18Ni9奥氏体不锈钢销钉采用轧制态材质时,也易弯曲开裂,采用固溶处理态,则有很好的抗裂性。从助焊剂的方式上看,助焊剂越大越容易引起断裂,无助焊剂时,销钉结合强度变高。究其原因,是由于助焊剂的材质为铝,铝芯熔入焊缝减弱了焊缝的结合强度。但无助焊剂的销钉在无保护条件下的焊缝成形不及有助焊剂销钉,且表面易出现气孔。因此,为了保证销钉焊缝的弯曲性能,马氏体钢销钉的供货状态宜为高温退火态,奥氏体钢销钉的供货态宜为固溶处理态。优选无助焊剂销钉,若采用带助焊剂销钉时,助焊剂的体积要小,选用助焊剂直径为1 mm左右的铝球为宜。
2.3 保护方式
无助焊剂的销钉弯曲不易开裂,但在无保护条件下容易产生气孔,且焊缝均匀性也不及有助焊剂的销钉。这就需要考虑采用其它保护方式解决成形及气孔问题,文献[6]介绍了采用短周期电弧螺柱焊电源,销钉采用惰性气体或混合气体保护的必要性,因此文中采用不同类别的保护气体进行试验,混合气体采用85%Ar+15%CO2,惰性气体采用99.99%纯氩。试验条件见表2。弯曲试验条件是弯曲15°后再恢复原状。
图4为12Cr18Ni9销钉分别采用无保护、纯氩气保护和混合气体保护焊接的焊缝成形形貌。从外观成形看,无助焊剂的销钉采用气体保护后成形得到明显改善,而且解决了气孔问题。保护气体采用氩气与混合气体相比,混合气体效果更佳,焊缝成形饱满,而且结合强度良好。因此,当采用无助焊剂销钉焊接时,需采用气体保护。气体选用混合气体为宜。
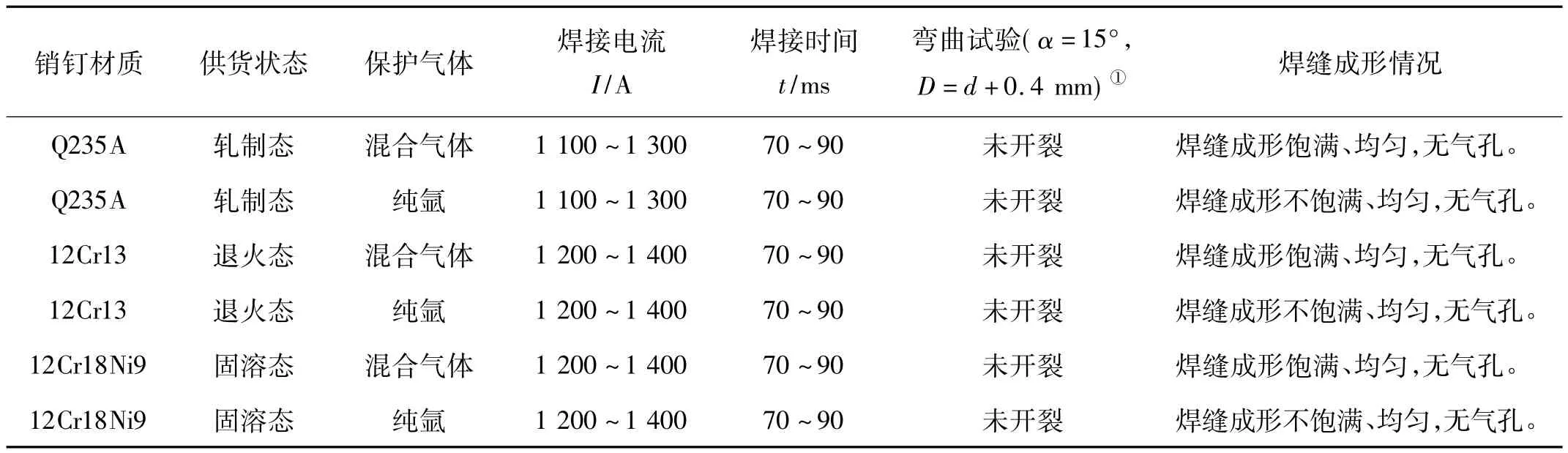
表2 不同类别的保护气体试验对比

图4 不同保护方式下焊缝形貌
2.4 焊接工艺优化试验验证
通过以上研究,确定了焊接设备、销钉材质、助焊剂类型、气体保护形式后,现对不带瓷环销钉焊工艺进行验证试验,并按照ASME锅炉及压力容器规范 第Ⅸ卷《焊接、钎接和粘接评定》标准中QW-192进行拉伸和弯曲试验,见表3。
图5为不同材质、供货状态下的销钉焊缝成形形貌。在采用短周期电弧螺柱焊电源、无助焊剂销钉、不带瓷环的条件下,采用混合气体保护焊接的销钉,焊缝外观成形良好,拉伸和弯曲性能满足标准要求,结合强度较好。
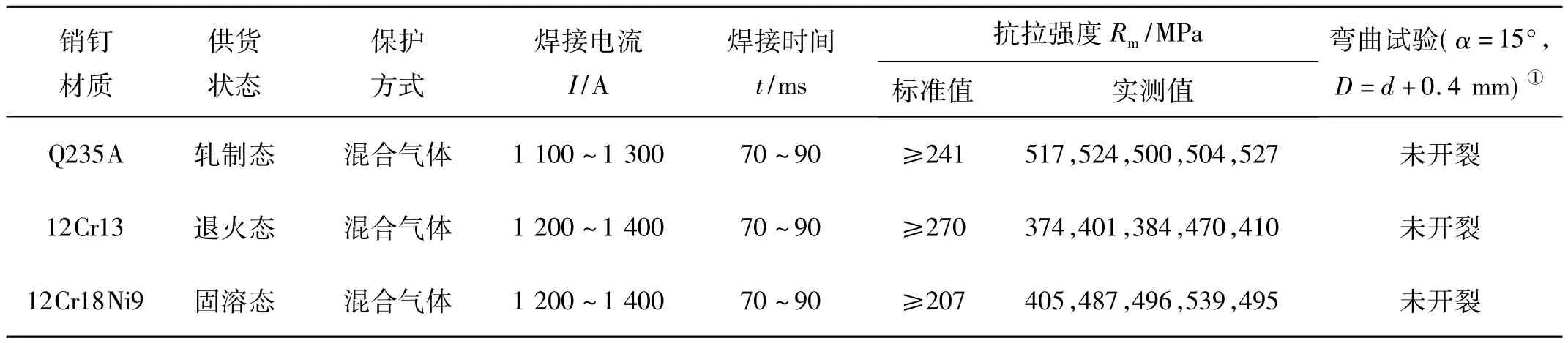
表3 工艺验证试验条件和结果

图5 不同材质、供货状态的销钉焊缝成形形貌
3 全自动销钉焊接系统实施方案
针对锅炉销钉开发出不带瓷环焊接工艺并研发出振动盘自动送钉系统,为锅炉销钉自动化焊接的实施打下了良好的技术基础。根据目前技术发展现状,销钉自动化焊接系统可采用以下两种方案实施,一种为龙门式销钉自动焊,另一种为机器人销钉自动焊。图6a为龙门式销钉自动焊。将多台焊接设备、控制系统、跟踪定位装置组装在龙门架上,焊接时通过预设的焊接程序自动寻位和定位,并实施焊接。机器人销钉自动焊则将智能机器人与销钉焊结合起来实施管屏的焊接,主要由机器人、轨道系统、离线编程系统、激光跟踪系统、螺柱焊枪系统等组成(图6b),将两套或多套机器人布置在管屏的两侧协调工作。
从以上分析,两种方案都可实现销钉全自动焊接,但各有优缺点。龙门式设备的投入和维护成本较低,但其中一把焊枪若出现故障后会影响其余焊枪的工作。机器人销钉自动焊具有更高的灵活性,两台设备独立工作,互不干涉,但设备的投入和维护成本相对 较高。随着智能机器人技术的成熟和成本的降低,机器人销钉自动焊将显现出更大的优越性。
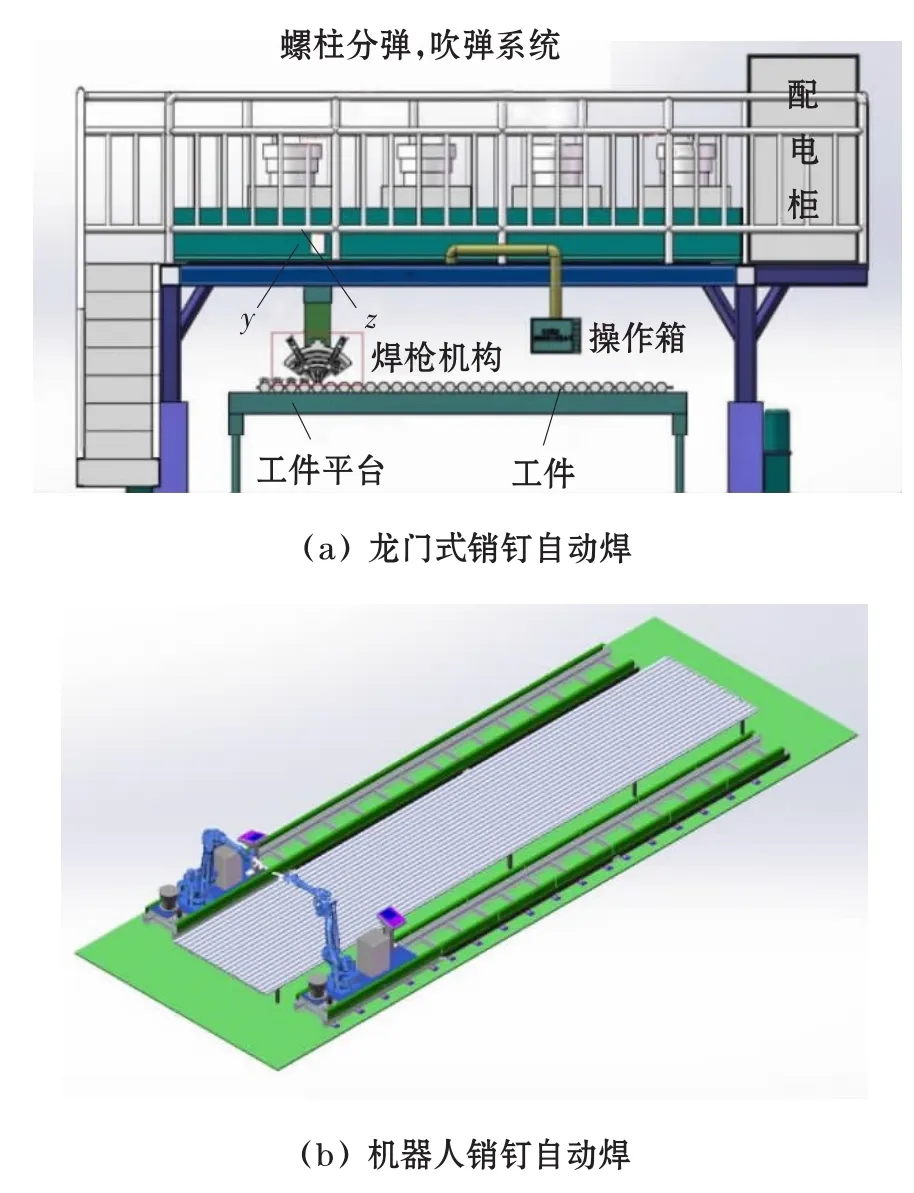
图6 销钉自动化焊接
4 结论
(1)采用短周期电弧螺柱焊接电源并配合特殊要求的销钉可实现无瓷环销钉的焊接,采用特制振动盘可实现锅炉销钉自动排序和输送。
(2)在采用短周期电弧螺柱焊电源、无助焊剂销钉、不带瓷环的条件下,采用混合气体保护焊接的销钉,焊缝外观成形良好,拉伸和弯曲性能满足标准要求。
(3)采用龙门式或机器人销钉自动焊,将振动盘送钉系统和不带瓷环销钉焊工艺集成起来,可实现锅炉销钉自动化焊接。
