汽车发动机缸盖密封性试验设备
2018-08-08卢锦河刘全凯
卢锦河,刘全凯
(沈阳航天三菱汽车发动机制造有限公司,辽宁 沈阳 110179)
汽车发动机缸盖密封性试验设备是发动机生产线不可缺少的关键设备之一,该设备对于保证发动机缸盖的质量具有重要的作用。国内外现有设备大多数都是缸盖下表面朝上或朝侧面进料,其原因是缸盖上的两个定位孔在缸盖的上表面上,这样便于直接利用该定位孔定位。若在生产线的某工位缸盖下表面朝下,则需要先对缸盖调转方向后才能对其进行密封试验,这样既影响生产又增加了设备的复杂程度。针对上述问题,本论文的目的在于提供一种汽车发动机缸盖密封性试验设备。该汽车发动机缸盖密封性试验设备实现了定位的转换,既可提高工作效率又简化了设备的结构。
1 控制系统的技术方案
一种汽车发动机缸盖密封性试验设备,包括电气系统、主体框架及安装在主体框架上的气动系统、试漏仪,主体框架上还设有密封组件和进料机构,密封组件为多个、并分别对相对应的缸盖表面进行密封,密封后的缸盖通过试漏仪进行密封试验。
所述密封组件包括上密封组件、下密封组件、左密封组件、右密封组件及后密封组件。
上密封组件包括气缸Ⅰ、顶板、浮动接头、滑移框架、上密封板、立柱及导柱,其中气缸Ⅰ通过顶板安装在立柱上,滑移框架通过浮动接头与气缸Ⅰ的输出端连接、并通过气缸Ⅰ的驱动上下移动,滑移框架与安装在顶板上用于导向的导柱滑动连接,滑移框架的下端与上密封板连接,上密封板上设有精确定位销和密封胶条。
顶板上设有安全锁,气缸Ⅰ停止工作状态时,将安全锁与滑移框架连接,防止滑移框架意外脱落。
下密封组件包括气缸Ⅱ、气缸Ⅲ、下密封板、粗定位机构、胶堵Ⅰ及胶堵Ⅱ,其中下密封板与气缸Ⅲ的输出端连接、并通过气缸Ⅲ的驱动上下移动,粗定位机构和气缸Ⅱ均设置于下密封板上,胶堵Ⅰ通过圆柱体与气缸Ⅱ的输出端连接,胶堵Ⅱ通过弹簧Ⅰ安装在下密封板上。
粗定位机构包括导柱和弹簧Ⅱ,其中弹簧Ⅱ套设于导柱上,导柱的一端与下密封板滑动连接,另一端为定位端,弹簧Ⅱ的一端抵接于下密封板,另一端由导柱的定位端设有的轴肩轴向定位。
左密封组件、右密封组件及后密封组件均包括支架、气缸及压头,其中气缸通过支架安装在主体框架上,压头与气缸的输出端连接,左密封组件、右密封组件及后密封组件分别对缸盖的左侧、右侧及后侧的孔进行密封。
进料机构包括两个导轨及位于两个导轨之间的托座,两个导轨分别通过与其连接的气缸驱动、作同向或反向运动。
主体框架上设有打号机构,打号机构对经过试漏仪进行密封试验合格的缸盖打标记。
2 该技术的具体实施方法
该设备包括电气系统、主体框架及安装在主体框架上的气动系统、试漏仪、密封组件、打号机构18和进料机构19。密封组件包括上密封组件、下密封组件、左密封组件15、右密封组件17及后密封组件16。
该设备中上密封组件的结构示意图如图1所示。
如图1所示,上密封组件包括气缸Ⅰ1、顶板2、浮动接头3、滑移框架4、上密封板5、立柱6、导柱8及安全锁7,其中气缸Ⅰ1通过顶板2安装在立柱6上,立柱6和顶板2用于支撑气缸Ⅰ1、并使气缸Ⅰ1定位。滑移框架4通过浮动接头3与气缸Ⅰ1的输出端连接、并通过气缸Ⅰ1的驱动上下运动。滑移框架4与安装在顶板2上用于导向的两个导柱8滑动连接,两个导柱保证滑移框架4运动的位置准确性。滑移框架4的下端与上密封板5连接,上密封板5上设有两个精确定位销和密封胶条,精确定位销可实现缸盖的精确定位。顶板2上设有安全锁7,气缸Ⅰ1停止工作状态时,将安全锁7与滑移框架4连接,防止断电、断气等特殊情况发生时滑移框架4意外脱落,保护人员及设备的安全。
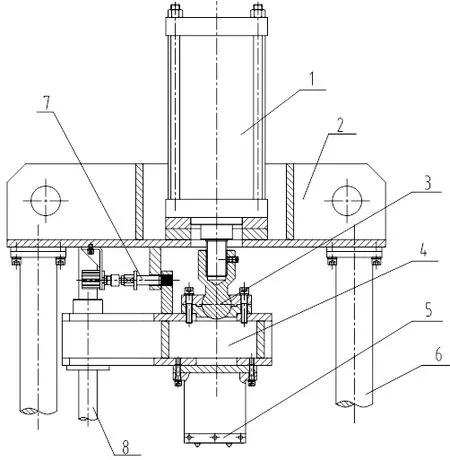
图1 中上密封组件的结构示意图
如图2、图3所示,下密封组件用于对缸盖下表面的密封,包括气缸Ⅱ13、气缸Ⅲ14、下密封板12、粗定位机构11、胶堵Ⅰ9及胶堵Ⅱ10,其中下密封板12与气缸Ⅲ14的输出端连接、并通过气缸Ⅲ14的驱动上下移动,下密封板12上设有大密封圈。粗定位机构11和气缸Ⅱ13均设置于下密封板12上, 胶 堵Ⅰ9通过圆柱体与气缸Ⅱ13的输出端连接、并通过气缸Ⅱ13的驱动对相对应的缸盖下表面上的大直径孔进行密封。胶堵Ⅱ10通过弹簧Ⅰ安装在下密封板12上、并通过弹簧Ⅰ的作用力对相应的缸盖下表面上的小直径孔进行密封。本实施例气缸Ⅱ13为四个,胶堵Ⅱ10为16个。
粗定位机构11用于缸盖定位基准的转换,包括导柱和弹簧Ⅱ,其中弹簧Ⅱ套设于导柱上,导柱的一端与下密封板12滑动连接,另一端为定位端,弹簧Ⅱ的一端抵接于下密封板12,另一端由导柱的定位端设有的轴肩轴向定位。
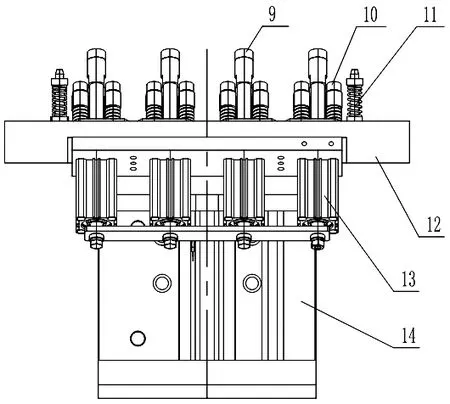
图2 中下密封组件的结构示意图
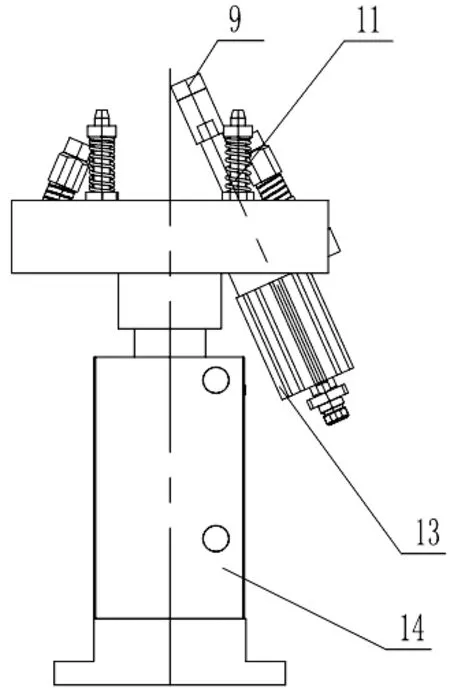
图3 图2的左视图
如图4所示,左密封组件15、右密封组件17及后密封组件16均包括支架、气缸及压头,其中气缸通过支架安装在主体框架上,压头与气缸的输出端连接。左密封组件15、右密封组件17及后密封组件16分别对缸盖的左侧、右侧及后侧相对应的孔进行密封。进料机构19包括两个平行设置的导轨及位于两个导轨之间的托座,两个导轨分别通过与其连接的气缸驱动、作同向或反向运动,各气缸均与气动系统及电气系统连接。气动系统、电气系统、试漏仪及打号机构18均为现有技术。
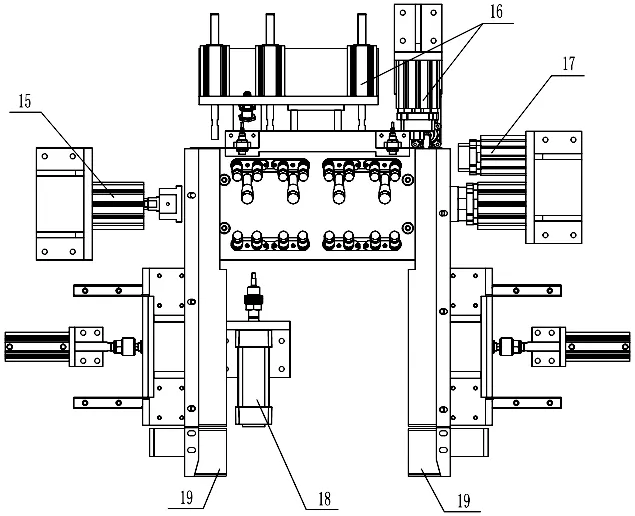
图4 设备中进料机构和侧密封组件的结构示意图
3 设备的工作过程
设备工作时发动机缸盖下表面朝下放在进料机构19上,用手将缸盖沿进料机构19的导轨推入至设备的止动位置,然后双手同时按下启动按钮,设备将按程序自动对缸盖进行密封试验,具体过程如下:
下密封气缸Ⅲ14通过下密封板12带动缸盖上升至离开进料机构19的导轨上表面,进料机构19 的导轨通过气缸的驱动向两侧滑动至完全脱离缸盖,气缸Ⅲ14通过下密封板12带动缸盖下降至下密封板12完全落在托座上。气缸Ⅰ1带动上密封板5下降至与缸盖上表面接触,并继续带动缸盖下移至缸盖下表面与下密封板接触。左侧、右侧及后侧密封组件均前移至与缸盖完全接触,启动试漏仪对密封的腔体进行密封试验。试验完成后,密封合格的通过打号机构18对缸盖打标记,若不合格则不打标记。之后左密封组件15、右密封组件16及后密封组件16回原位,气缸Ⅰ1回原位,气缸Ⅲ14通过下密封板12带动缸盖上升至顶点,进料机构19的两个导轨向中间合拢至原位,气缸Ⅲ14连同下密封板12下降至下密封板12完全落在托座上,此时缸盖自动停留在导轨上。用手将缸盖拉到传送滚道上,缸盖沿滚道传送到下一工位,对于不合格的缸盖,由操作者将其推入设备旁边的不合格品储存滚道上。
4 结语
本论文属于发动机缸盖加工技术领域,具体地说是一种汽车发动机缸盖密封性试验设备。该设备实现了定位的转换,既可提高工作效率又简化了设备的结构。它的优点及有益效果如下:
(1)该设备采用缸盖下表面朝下直接进料的方式,通过增加粗定位机构,成功实现了定位的转换,丰富了缸盖密封性试验设备。
(2)该设备在汽车发动机缸盖生产线上使用缸盖下表面朝下的工位,既提高工作效率又简化了设备的结构。
