不锈钢复合板结合界面的性质研究
2018-08-02郭励武
郭励武
(太原钢铁集团(有限)公司 复合材料厂,山西 忻州 035503)
复合板是由2种或多种异种金属结合在一起的材料,体现复合板结合情况的指标主要是超声波检测结果和剪切强度。结合率一般通过超声波探伤进行检测,而超声波探伤合格的复合板,其界面剪切强度却不尽相同,并且即使超声波探伤合格,复合板结合界面的回波高度也不尽相同;因此,剪切强度和超声波检测结果就成为衡量压力容器用复合板质量的关键指标。
复合板的生产方式较多,本文重点讨论爆炸焊接复合板结合界面的微观组织、剪切强度和结合界面的超声波回波之间的关系。爆炸焊接是使用炸药作为能源进行金属间焊接的一种焊接技术,常使用脉冲反射式超声波探伤仪进行复合板结合率检测。在实际检测过程中,经常遇到2种材质的结合界面回波波高、底面反射波没有明显降低,按照NB/T 47013.3—2015判定,不属于缺陷,但是进一步的界面分析表明,许多界面处存在微观缺陷,这些微观缺陷会影响到金属复合板的力学性能、使用寿命和后续加工性能。
爆炸焊接复合板的界面处主要存在微缝隙、空洞、飞线(也称绝热剪切线)、半岛和全岛等微观缺陷[1]。这些缺陷的大小和密集程度影响复合板结合界面波。当爆速增大、爆炸间隙大时,复合板结合区的微观缺陷会增加。当焊接参数合适时,界面区发生少量熔化,有利于复合板的焊合,过渡区宽度仅为5 μm。
复合板加工过程易出现分层失效,这是由于复合板界面仍可能存在缝隙、空洞物和过渡区域等几种微观缺陷,这些微观缺陷能在超声波探伤时有所反应,但是不影响复合板超声波探伤检测判定。根据上述理论分析,笔者以不锈钢和容器钢的爆炸焊接复合板为研究对象,分析在结合界面处存在的微观缺陷组织、超声波结合界面回波和剪切强度等的相互联系。
1 试样制备
试验用材料为S30403+Q345R不锈钢爆炸焊接复合板,其化学成分见表1。复合板采用不同的爆炸焊接参数(炸高和爆速)进行复合,复合板规格为(6+30) mm,数量为3块。

表1 不锈钢爆炸焊接复合板的化学成分(质量分数) (%)
2 试验结果与讨论
2.1 剪切强度、结合强度与超声波检测结果的关系
按照NB/T 47013.3—2015复合板超声波检测方法的要求,探头选用5Pφ20FG10。将探头置于复合板完全结合部位,调节第1次底波到显示屏的80%,以此作为基准灵敏度。从3块复合板上分别取4块剪切试样和2块结合试样,对试样进行超声波检测(超声波检测在同一灵敏度下进行)和力学检测,检测结果见表2。

表2 剪切强度、结合强度与超声波检测结果对照表
从上述数据可以看出,结合界面回波波高由高到低的顺序为:1#试样>2#试样>3#试样;剪切强度由高到低的顺序为:3#试样>2#试样>1#试样;结合强度由高到低的顺序为:3#试样>2#试样>1#试样;底波降低,结合界面回波波高升高,相应的剪切强度和结合强度降低,结合界面回波波高和结合强度存在着一定的相关性[2]。
2.2 渗透检测
从3块复合板上分别取1块渗透检测试样,从试样结合界面的检测结果(见图1)可以看出,点状缺陷为1#试样>2#试样>3#试样。这些点状缺陷是由于爆炸复合过程中在复合板界面生成的缝隙、空洞物和过渡区域等几种微观缺陷,这些微观缺陷在渗透检测时有所显示。

图1 不同爆炸工艺的3块试样渗透检测结果
2.3 微观组织
在显微镜下才能观察到复合界面呈锯齿状,其中一侧出现微观裂隙、半岛和空洞等缺陷[3]。这些组织呈疏松状态,腐蚀后呈现如图2所示的形态,其空间形态可能呈点状、不连续点状或线状。当受到外界的拉应力或压应力时,这些微观缺陷会沿着特定方向延展,形成断裂。
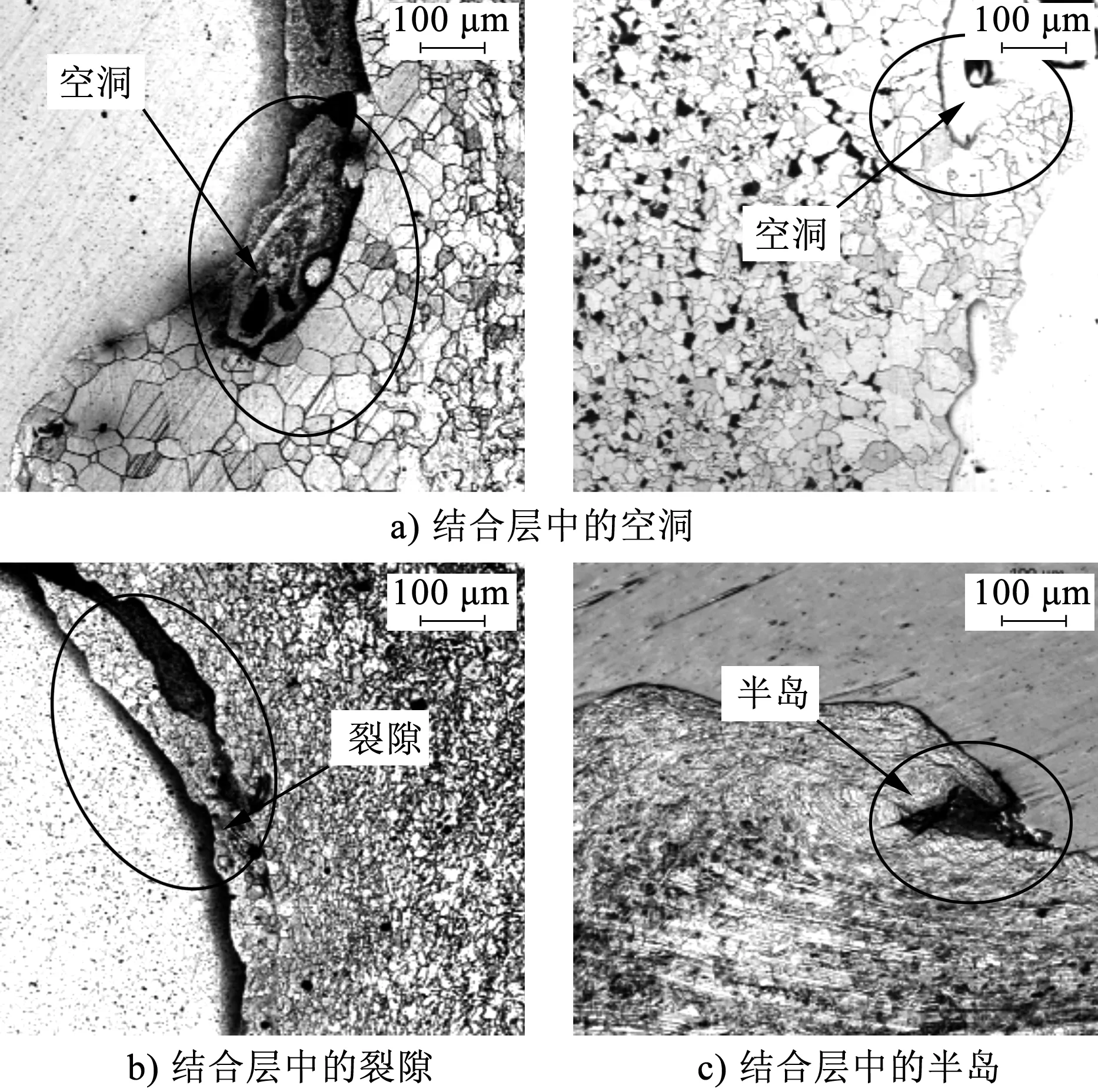
图2 复合板结合层微观组织
2.4 爆炸界面波波形
复合板结合界面呈锯齿形,这是采用爆炸焊接方法生产的复合钢板的固有特征。爆炸复合原理是基复板高速碰撞产生射流,在射流作用下,波峰处产生旋涡,由于射流被捕捉于界面,而以某种形态凝固于界面形成过渡区,界面上会有金属熔融物形成。通过显微测量可得,锯齿形的波高约为0.3~0.5 mm,波长约为1~1.5 mm。影响波纹形状(波峰、步长)的因素较多,主要有爆炸焊接参数的实际碰撞角、炸药的爆速和碰撞的基复板的间距等。由于爆炸复合过程中的爆炸焊接参数的波动(间距),在复合钢板的边缘可能造成粗波纹,尤其钢板短边部。复合板结合界面的波峰波谷数据见表3。

表3 复合板结合界面的波峰波谷数据
3 结语
爆炸焊接复合板的界面呈波浪状,在靠近塑性较差的低合金钢一侧复合板界面区易出现空洞、空隙和微缝隙等微观缺陷。一般认为,这些微观缺陷是由于爆炸焊接界面发生过熔化而导致的[4],因此这种微观缺陷普遍存在于爆炸复合板的结合界面。空洞和微缝隙的数量取决于这些静态焊接参数,若工艺参数不当,在爆炸焊接复合板中可能会出现全岛或半岛缺陷[5]。
在基体、结合层部位出现了空洞和微缝隙,超声波探伤过程中检测合格,只是出现界面回波波高升高的现象,这是因为微缝隙和空洞的尺寸小,不能明显降低底波,形成缺陷显示。通过适当调整爆炸焊接工艺参数,降低炸高和爆速等方法,可以有效解决复合板这类问题的发生。
