西门子系统R参数编程在数控车槽加工中的应用
2018-07-18熊飞龙
熊飞龙,晁 云
(江西理工大学能源与机械工程学院,南昌330013)
0 引言
西门子系统R参数编程是一种基于变量编程的高级语言编程,类似于FANUC系统的宏程序。这是数控编程人员掌握了数控基本编程指令后需要继续学习的一种高级指令。数控车工国家职业资格也要求高级工以上资格人员掌握能运用变量编制数控加工程序[1]。
合理运用西门子系统R参数编程能大大减少程序的内容,减少输入程序的工作量。修改R参数后不用重新编制程序就能适应同一类型不同尺寸零件的加工。本文结合实际生产内容,以生产过程中常常加工的槽为例,介绍系统子系统802D中R参数编程在数控车槽加工中的运用。
1 西门子R参数编程简介
1.1 R参数介绍与及相关规定
如果一个数控程序中对于数值要求具有可修改性或者利用数控系统的计算功能来计算数值,从而让数控程序适应同一类型不同尺寸零件的加工,则可以使用西门子系统的R参数编程。
1)西门子802D系统中共有300个R计算参数可以使用,用字母R后跟数字来表示变量地址。其中R0-R99由用户定义可以自由使用,R100-R299为加工循环时循环指令中的参数使用。如程序中无循环指令,则这部分参数也可以使用。为避免程序指令中R参数冲突,一般不用R100-R299。
2)R参数的赋值,除地址N、G、L外,可以用数值、算术表达式或者R参数对任意数控程序地址赋值。赋值时在地址符之后加上符号“=”,计算参数的赋值范围(0.000 001…99 999 999)。
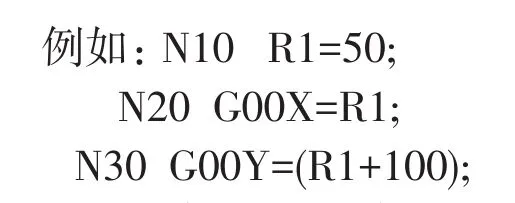
N10程序中把数值50赋值给R1,N20快速定位移动X方向的数值为R1,根据上面的R1=50,所以X的坐标为50。N30就是把算术表达式(R1+100)赋值给Y,根据两个程序可得Y值等于150。
3)运算的规定在进行表达式运算时遵循数学运算法则。圆括号内的运算优先进行,然后按照先乘除后加减进行运算[2]。
1.2 程序控制跳转指令
通常数控机床运行程序时是按照程序录入的顺序来执行的,但有时程序需要改变执行顺序,此时则要用程序跳转指令来实现程序的多分支运行。实现程序控制跳转指令需要指定跳转目标和跳转条件两个要素。
跳转目标只能是有标记符的程序段。标记符由2~8个字母或数字组成,其中开始两个字符必须是字母或下划线。标记符位于一个程序段的开头,后面必须加上冒号。
程序控制跳转指令包括绝对跳转和有条件跳转。程序运行到绝对跳转指令后不再按照程序运行顺序执行,而是按照指令跳转到有标记符的程序段。绝对跳转指令的格式为:向前跳转GOTOF标记符(按程序运行的顺序,从程序头到程序结束的方向跳转),向后跳转GOTOB标记符(与程序运行的方向相反,从程序开头的方向跳转)。绝对跳转示例如图1所示[3]。
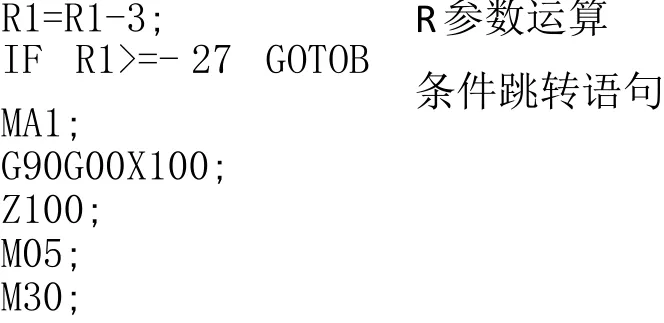
有条件跳转则是使用IF条件语句来实现有条件跳转,如果满足条件那么执行跳转,不满足条件,依然按照先后顺序来执行程序。其程序格式为:IF(跳转条件)GOTO F(标记符);满足条件向前跳转。或IF(跳转条件)GOTOB(标记符);满足条件向后跳转。条件跳转示例如图2所示[4]。
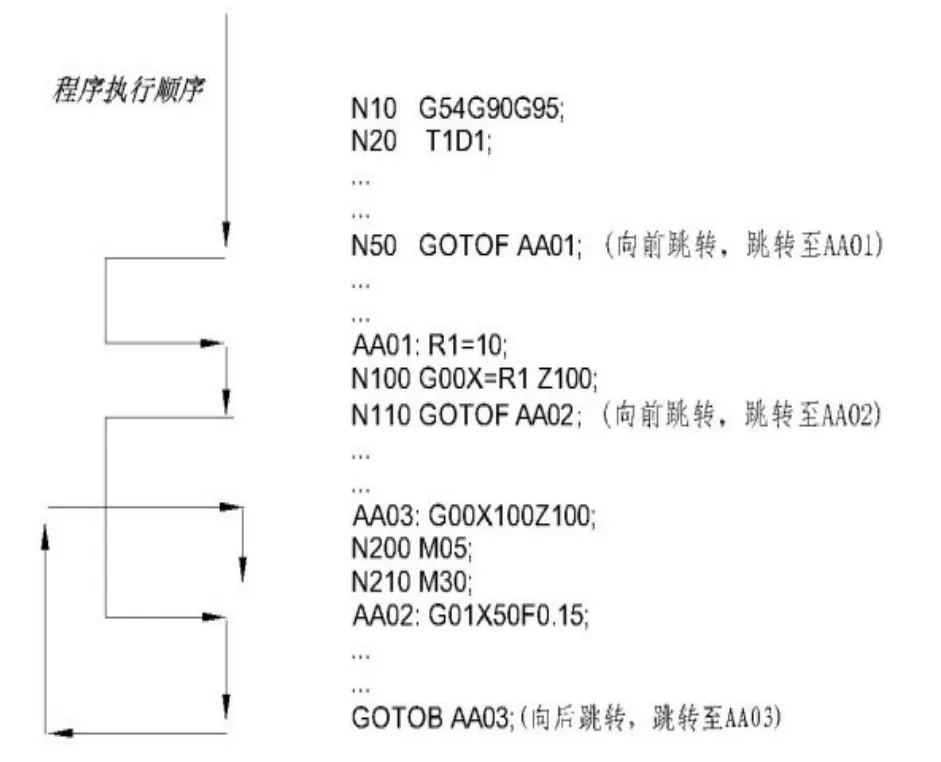
图1 绝对跳转指令示例
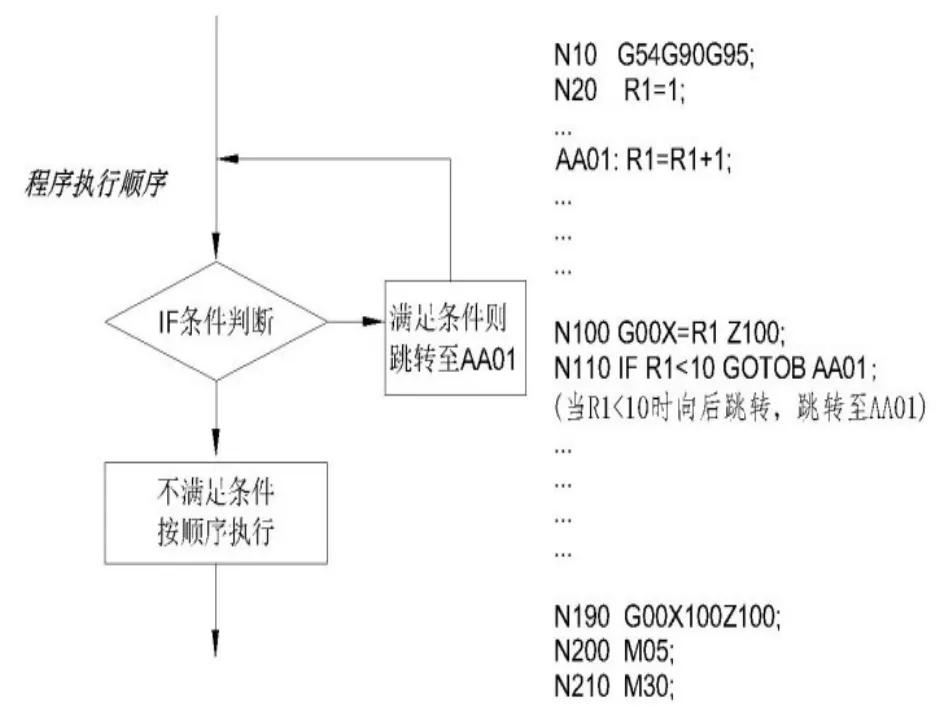
图2 条件跳转指令示例
2 参数编程的实例运用
采用手工编程编写以下实例工件加工程序,若是使用西门子系统提供的槽加工指令编程时,则程序内容冗长,容易出错。而采用自动编程方式编写时,当同一类型不同尺寸的零件加工时,还得重新绘图、设置工艺参数、后处理程序、输入到机床,适应性差。采用西门子系统R参数编程,不仅可以简化程序内容,而且具有很强的适应性。操作者只要修改程序中R参数数值,就可以实现同一类型不同尺寸零件的加工[3]。
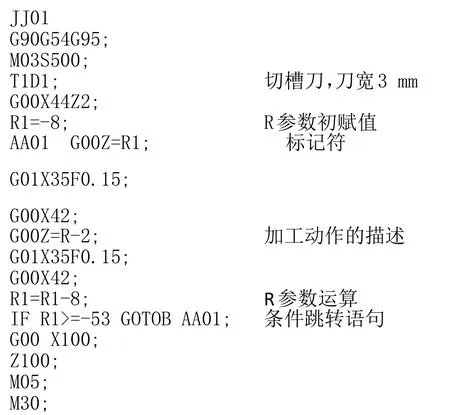
2.1 加工均布直槽
如图3所示零件图,槽的形状相同槽宽5mm槽深2.5 mm,外圆直径及长度尺寸都已加工到位。用R参数编程编写加工程序。
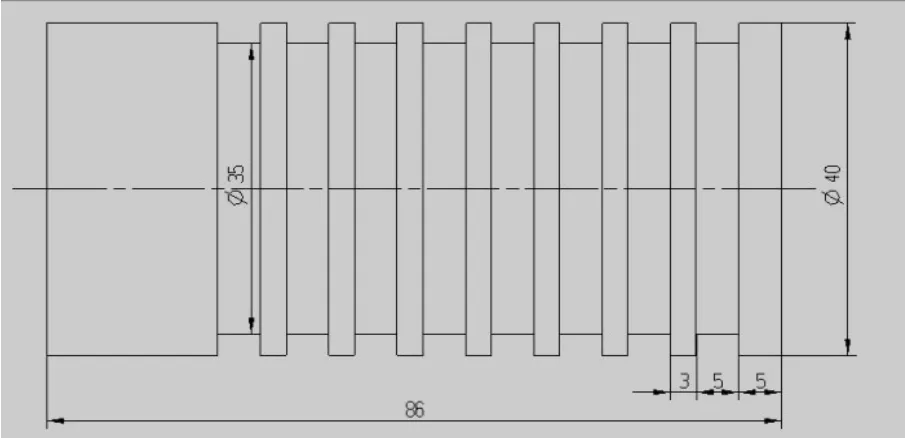
图3 均布槽零件图
此例中我们可以找到零件图槽的变换规律:每个槽宽为5mm槽深2.5mm槽间距都是3mm,每个槽的加工动作相同,因此我们将Z轴作为变量R参数,用程序描述槽的加工动作,多次循环调用来简化编程。Z坐标R1初始值为-8,每个槽的间距是8mm,所以运算表达式R1=R-8。程序示例如下所示。
2.2 加工阶梯槽
如图4所示阶梯槽类零件图,槽宽3mm,槽深5mm,圆锥及长度尺寸加工完成,用参数编程编写切槽程序。
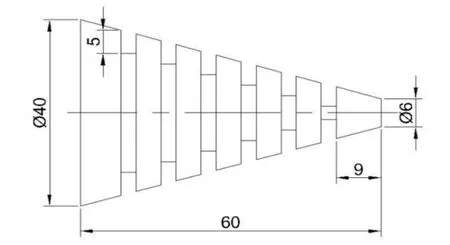
图4 阶梯槽零件图
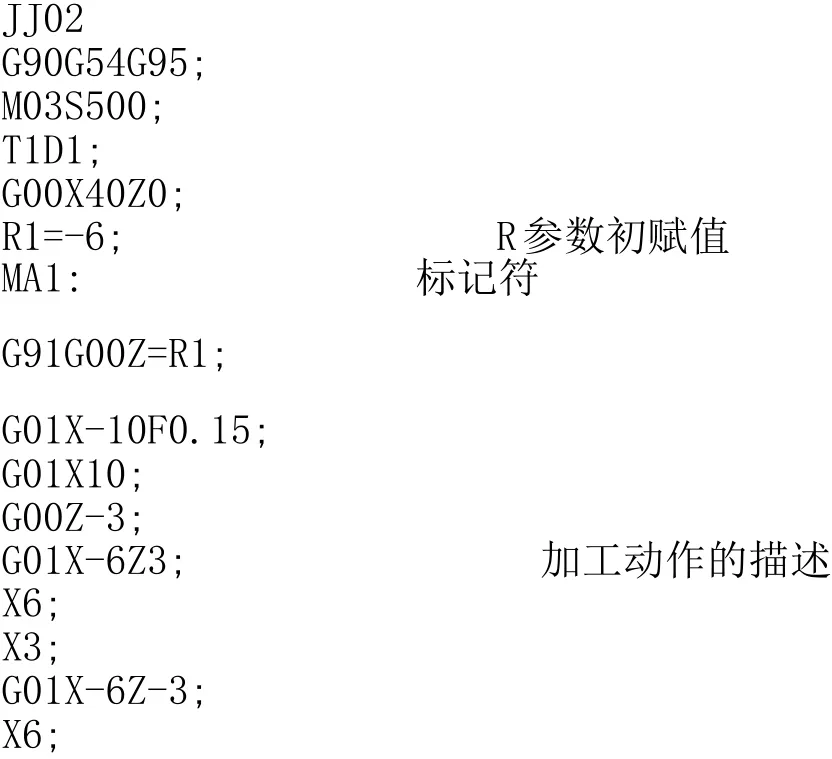
本例中的变化规律:X和Z轴方向都是变化,每个槽的形状一样,所以槽的加工步骤还是一样。X方向变化设置为R1,初始值为12.8。Z方向变化设置为R2,初始值为-12。根据槽的变化量R1=R1+4.54;R2=R-8。根据变化规律用程序描述出加工的动作,结合参数编程循环调用即可。程序示例如下所示。

2.3 加工等差槽
如图5所示槽间距为等差数列排列的轴类零件,槽宽3mm槽深4mm,外圆柱面及长度尺寸加工完成,用参数编程编写切槽程序。
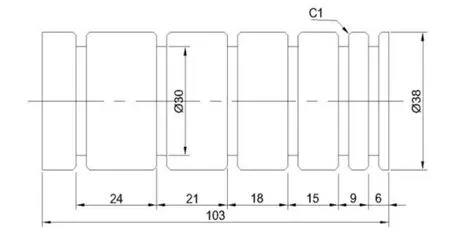
图5 等差槽零件图
本例中的变化规律是槽的间隔成等差数列,槽又是同一大小。把槽间距Z方向设定为变量,初始值R1=6。间距递增量为3,用相对编程G91方式来表示递增,描述出加工的动作,用R参数重复调用。程序示例如下。
3 总结
通过以上实例,西门子系统R参数编程的重点是要找到其中的变化规律,将加工动作描述起来,用变量计算方式来定义多次使用,不必每个槽都编写程序。变量可以是一个轴发生改变,也可以是多个轴同时发生改变。多个轴就用多个R参数即可[5]。
也可以总结归纳出西门子R参数编程一般包括5个步骤:首先在程序中要先定义R参数初始值,写出程序跳转目标的标记符,用程序语言对加工动作进行描述,R参数运算,用条件跳转语句来实现加工动作的多次调用[6]。参数编程加工步骤如图6所示[3]。
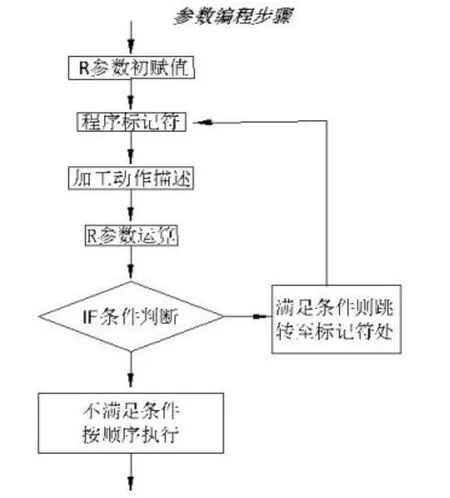
图6 参数编程加工步骤流程图
以上实例中若槽的大小改变,或者加工槽的数量有变化,我们只是需要更改R参数数值或者对加工动作描述做些修改,就可以满足,而不需要重新编写程序,大大节约了编程时间,提高了程序的适用性。合理使用R参数编程可以通过运算指令来多次调用程序,从而优化程序、简化程序,提高了程序的适用性,在数控加工中运用广泛。通过对R参数的修改,就可以实现对同一类型不同尺寸零件的加工[7]。
