焊接工艺评定标准N B/T 47014与ISO 15614-1的对比分析
2018-07-11石南辉颜世周张科研刘科明韦相贵
石南辉 颜世周 张科研 黎 泉 刘科明 韦相贵
(钦州学院 工程训练中心 钦州 535011)
随着能源战略的实施,装备制造业在我国发展十分迅速。装备制造中的承压设备的制造显得尤为突出。因我国以前装备制造行业发展比较缓慢,只是最近几年因政策影响,才进入高速发展期,但相应的制造业还没有完全准备好便投入到承压设备的制造大军之中。相应的制造标准也没有跟上,如承压设备的焊接工艺评定标准没有统一的适用标准。现阶段各个制造企业主要是有采用压力容器焊接工艺评定标准NB/T 47014—2011(原JB 4708)的,有采用国际标准ISO 15614-1:2004的,还有采用ASME第九卷焊接和钎焊评定标准的,现主要以国际标准ISO 15614-1:2004与国内标准NB/T 47014—2011进行对比分析。
1 承压设备焊接工艺评定国际标准ISO 15614-1与国内标准NB/T 47014的应用
现在我国的装备制造企业有上万家,其中承压设备制造企业也有几千家,这些企业有的是原来的老国企,有的是新型民营企业、有的是合资企业。如果承压设备制造企业是国内企业或是国内订单,那么多数产品采用的焊接工艺评定标准是NB/T 47014—2011;而如果是与维斯塔斯或西门子等一些欧洲企业合作或是欧洲客户订单,那么产品采用的焊接工艺评定标准就是ISO 15614-1:2004。此外承压设备制造企业采用何种标准还要看商务合同中的技术协议的要求,一般技术协议都会明确指出该承压设备制造是采用何种标准进行验收的,所以作为承压设备制造企业的技术人员要仔细地阅读合同中的技术协议条款,以免在制造过程中采用的标准有误,达不到客户的要求,而影响产品的交货期,给企业造成损失。
2 国内外焊接工艺评定标准的差异及特点
2.1 对焊接人员(即焊工)的要求对比
ISO 15614-1:2004标准对进行焊接工艺评定的焊工资格有严格的要求,要求承担焊接工艺评定的焊工需取得ISO 9606-1或ISO 9606-2或ISO 14732对应范围的认可资格,即对焊工的资格有明确要求。
NB/T 47014—2011标准对进行焊接工艺评定的焊工资格要求是本单位操作技能熟练的焊接人员即可,可以没有取得相应的资格认可,只要是本单位操作技能熟练的焊工即可,换句话说该焊工可以是无证焊工(焊工证过期或未取得此项目证书)。
2.2 焊件试件尺寸的要求对比
承压设备制造焊接工艺评定是评定焊接接头,主要是全焊透板板对接接头或管管对接接头焊缝和T型接头角焊缝。
ISO 15614-1:2004标准对焊接工艺评定焊件的尺寸有明确要求:全焊透的板板对接焊缝试件应按图1制备,板状T型接头角焊缝试件应按图2制备,均规定了试件的长度最小值及宽度最小值。
NB/T 47014—2011标准对焊接工艺评定焊件的尺寸没有具体要求,标准中只是强调“试件的数量和尺寸应满足制备试样的要求,试样也可以在焊件上截取”,即只要能符合试样的截取即可。按老标准JB 4708标准,全焊透的板板对接焊缝试件应可参考图1制备,但是尺寸有所变化:a最小值125mm,b最小值300mm;板状T型接头角焊缝试件应可以参考图2制备,也是尺寸有所变化:a最小值100mm,b最小值200mm,t母材厚度。
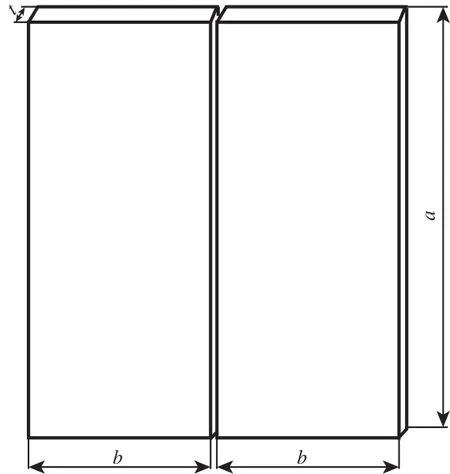
图1 全焊透的板对接焊缝试件制备
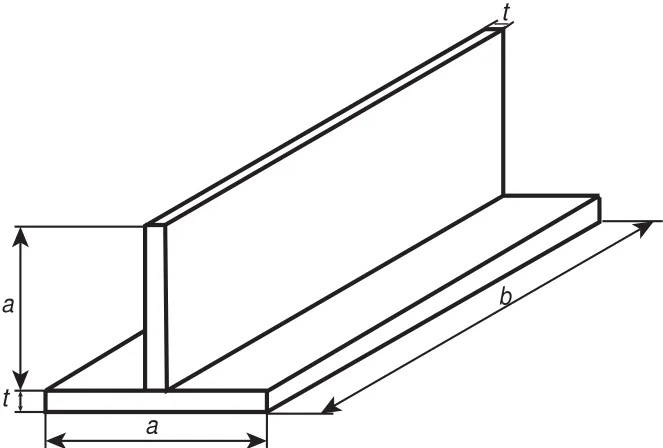
图2 T型接头角焊缝试件制备
2.3 标准要求的试验内容对比
在试样的试验内容上,两个评定标准也不尽相同,各标准要求的试验内容见表1。
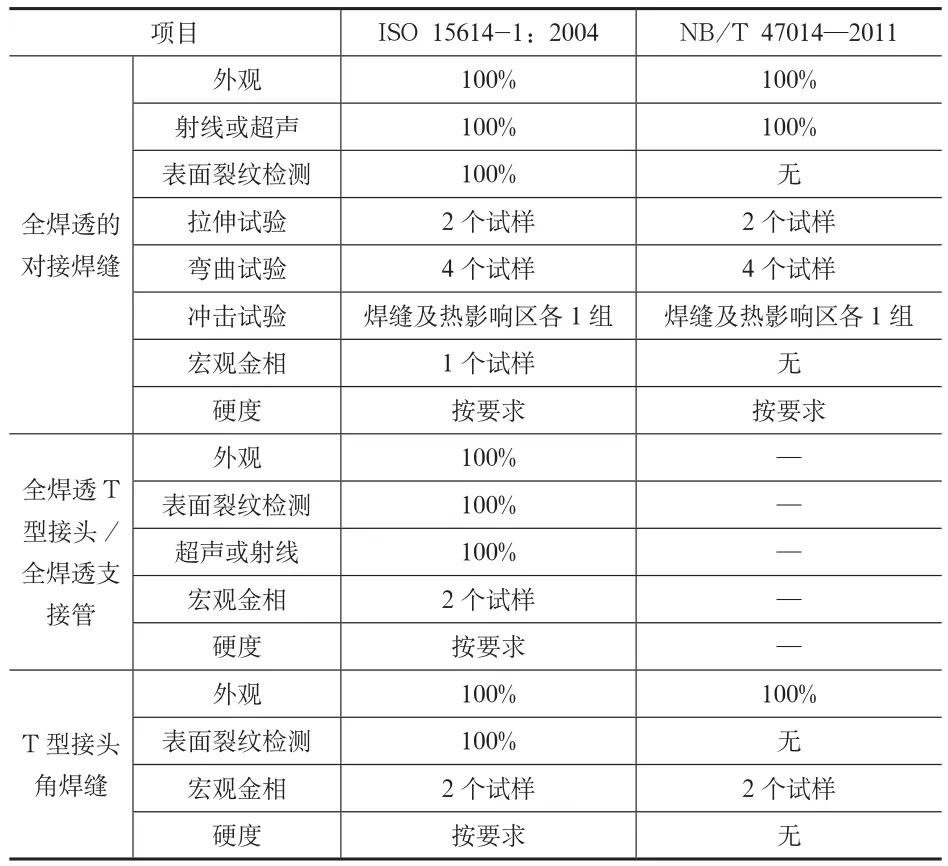
表1 标准要求的试验内容对比
从表1中可以看出对于全焊透的对接焊缝国际标准在检测项目上对表面裂纹很重视,而国内标准没有明确要求,此外国际标准有宏观金相检测要求,国内标准没有;而对T型接头角焊缝国际标准与国内标准要求大体相同,国际标准对表面裂纹检测有要求,而国内标准无特别要求。
2.4 标准取样位置的对比分析
国际标准ISO 15614-1:2004试样截取按图3要求;国内标准NB/T 47014—2011试样截取按图4要求。
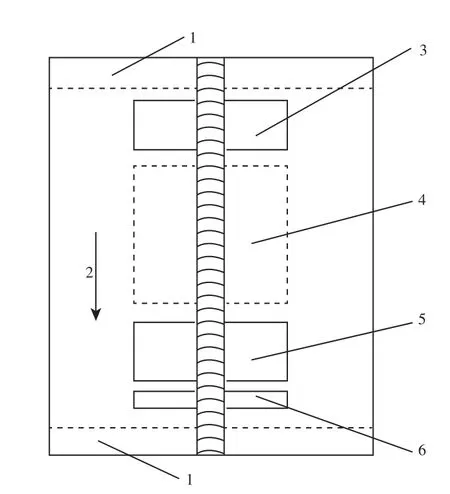
图3 ISO 15614-1取样位置
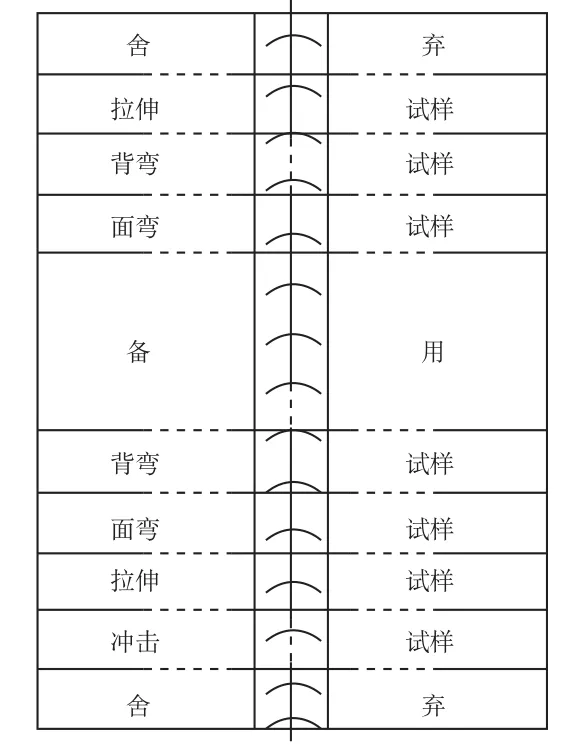
图4 NB/T 47014取样位置
从两个标准的取样图可以看出,在试样截取上国际标准ISO 15614-1:2004明确了试件的焊接方向性;而国内标准NB/T 47014—2011没有明确,只能靠个人理解,需要焊接技术人员要从焊缝的波纹看出焊接方向。
在舍去位置大体相同,拉伸试样和弯曲试样的截取位置存在细微差别,国内标准对拉伸和弯曲位置做了详细的取样位置,而国际标准拉伸弯曲均在同一位置进行截取,并没有做顺序要求;冲击试样截取存在明显不同,国际标准ISO 15614-1:2004的冲击试样截取位置是试件位置的中部,恰恰是国内标准NB/T 47014—2011的备用取样位置,而国际标准ISO 15614-1:2004没有预留备用取样位置,国内标准冲击试样的截取位置在焊接方向的末端;另外国际标准的金相与硬度取样位置在焊件的焊接方向的末端,是国内标准NB/T 47014—2011冲击试样的取样位置,而国内标准NB/T 47014—2011没有明确金相与硬度的具体取样位置,按备用位置的预留可理解均在此位置取样。
3 结束语
1)从以上论述可知不同的焊接工艺评定标准,其对焊接人员(焊工)的要求、试板尺寸、试验内容、试样截取位置等都是有所差异的。
2)作为企业的焊接技术人员在承压设备制造前一定要先明确制造产品所采用的焊接标准;其次,要明确各个标准的应用条件,再合理选用相应的焊接标准进行焊接工艺评定,依据合格的焊接工艺评定报告及企业经验编制焊接工艺规程,用于指导产品的生产。才能很好地为客户服务,满足合同要求,最终提供合格的产品。
[1]NB/T 47014—2011 承压设备焊接工艺评定[S].
[2]JB 4708—2000 钢制压力容器焊接工艺评定[S].
[3]戈兆文,郑钧,许卫荣. 长输管道焊接工艺评定标准分析及建议[J].压力容器,2003,20(07):1-5+15.
[4]ISO 15614-1:2014 金属材料焊接工艺规程及评定—焊接工艺评定试验—第1部分:钢的弧焊和气焊、镍及镍合金的弧焊[S].
