上引连挤法与铜合金接触线产品谱系化
2018-07-09张强
张 强
上引连挤法与铜合金接触线产品谱系化
张 强
基于对铜及铜合金接触线制造技术的介绍,阐述了上引连挤法工艺特点和铜合金接触线产品谱系化,并对上引连挤法高导电铜合金接触线进行运用分析,以期进一步推广应用。
接触网;铜合金接触线;上引连挤法;产品谱系化
0 引言
我国2001年研发的上引连挤法铜及铜合金接触线制造技术具有自主知识产权,已被俄罗斯、西班牙、德国、瑞典等国家企业采用。采用该技术制造的接触线产品机电性能优异,在包括时速350 km高铁在内的电气化铁路推广应用十余年来,累计使用超过10万条公里。近年来,应用该技术延伸开发了可以替代铜银合金的适用于普速、重载和时速400 km线路的新型接触线产品(已向国外供货),分别满足铁路不同工况运用要求,实现了产品谱系化,具有最佳技术经济效益。
1 铜及铜合金接触线制造技术简介
实际应用的铜合金接触线的强化机理包含固溶强化和析出强化。固溶强化型铜合金(铜银、铜锡、铜镁)接触线的机电性能可满足时速400 km及以下的各速度等级线路的运用要求,已被世界各国电气化铁路广泛采用,其制造工艺简单(无需热处理),生产成本低;析出强化型铜合金(铜铬锆等)接触线是一种高强高导铜合金接触线,但在其制造过程中,需经过专门的热处理,生产工序复杂,控制难度大,生产成本高。本文主要对固溶强化型铜及铜合金接触线制造工艺进行研究。
固溶强化型铜及铜合金接触线的制造工艺主要有3种:连铸热连轧法、上引法和上引连挤法,其主要差别在于杆坯制造工艺的不同。
1.1 连铸热连轧法
连铸热连轧法工艺是将连铸热连轧铜杆生产线生产的杆坯经冷加工制成接触线。该工艺可以用于制造铜、铜银、铜锡合金接触线(杆坯为再结晶组织,晶粒细小,横向晶粒尺寸约为0.015 mm,接触线产品沿长度方向性能均匀,机车取流时几乎无火花)。
该工艺的不足:(1)当含氧量超标((O)>0.04%)时,易导致接触线弯曲脆性断裂;(2)产品正常含氧量为0.02~0.04%,属于低氧铜级,无法制造极易氧化的铜镁合金杆坯;(3)一次性批量生产的杆坯较少时,生产成本较高。
1.2 上引法
采用上引法制造的接触线杆坯含氧量(O)≤0.002%,为无氧铜级,品质纯净,韧性好,可以用于铜、铜银、铜锡和铜镁合金杆坯生产,可适应大、小批量的生产要求。
该工艺的缺点:杆坯内部组织结构不均匀,晶粒粗大(横向晶粒尺寸大于2.0 mm),所制成的接触线抗拉强度偏低,且沿长度方向性能分散性大,机车通过时易出现火花、拉弧。
1.3 上引连挤法
上引连挤法工艺制造的接触线杆坯兼有上述2种工艺产品的优点,没有其不足,制造的接触线晶粒更为细小(横向晶粒尺寸小于0.008 mm),强度高,韧性好(图1),沿长度方向性能均匀,机车取流平稳。

图1 不同工艺制造的铜镁合金接触线横向晶粒大小比较
1.4 技术指标比较
从技术性能方面将上引连挤法产品与另外2种工艺产品进行比较,如表1—表4所示。

表1 上引连挤法与连铸热连轧法产品性能比较(铜银合金接触线150 mm2)[1]
注:“耐软化/%”为软化后、前拉断力之比;“反复弯曲次数”为每弯曲90°计为1次。

表2 上引连挤法与上引法产品性能比较(铜银合金接触线120 mm2)
由表1、表2可知,上引连挤法产品各项性能均匀高于连铸热连轧法和上引法的产品。
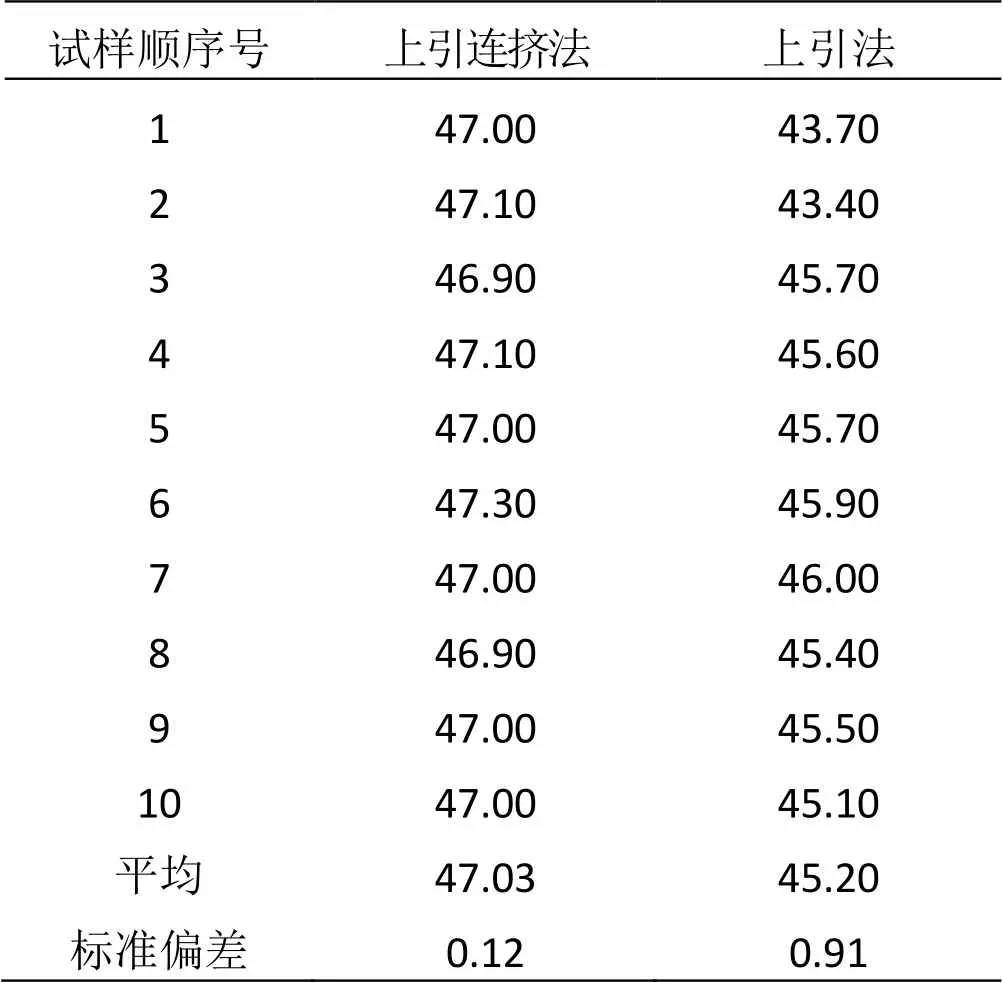
表3 上引连挤法与上引法产品拉断力均匀性能比较(铜银合金接触线120 mm2) kN
试样顺序号为在同一根接触线上连续取样的顺序。由表3可知,上引连挤法产品拉断力高于上引法产品,标准偏差小、性能均匀。

表4 上引连挤法与上引法产品性能比较(铜镁合金接触线)
由表4可知,上引连挤法制造的铜镁合金接触线机电性能远高于欧标[2](铁标[3])水平,上引连挤法与上引法生产的同规格产品比较:(1)导电率相近(69.3%IACS与69.2%IACS)时,抗拉强度高出近53 MPa;(2)抗拉强度相近(486 MPa与489 MPa)时,导电率高出10.2 %IACS。
2 上引连挤法工艺特点
(1)产品性能优异,质量稳定。上引连挤法开发推广应用已达16年,实现了产品晶粒细化,沿长度方向性能均匀,质量稳定,彻底消除了国产上引法产品晶粒粗大、金相组织不均匀、取流火花大、现场故障多的缺陷。采用该法制造的铜镁合金接触线性能远超国外同类产品,达到了世界领先水平。经现场运用,故障率极低,效果良好。
采用上引连挤法制造的第一根铜银合金接触线于2003年在新郑官亭提速正线投入使用,运行情况良好,机车取流平稳,受到用户肯定[4]。自2005年至今,产品累计用量超过10万条公里(每km约1.2 t)。事实证明,上引连挤法制造的产品质量稳定、工艺成熟。为保证产品在实际运用中的安全可靠性,企业必须严格执行生产过程中的全面质量管理体系,确保出厂产品质量达标。
(2)虽然采用上引连挤工艺的企业不同,但其产品金相组织相同,性能水平相同,质量稳定。上引连挤法工艺通过高温变形及冷却再结晶过程控制,破碎了合金的铸态组织,实现了晶粒细化,提高了接触线性能水平。相同的制造工艺确保了不同企业相同的产品性能。尽管企业的地域不同、进入铁路市场时间不同、生产设备不同、工人操作各具特色,但均可保证产品内部组织结构相同,技术指标水平相同,性能稳定,重现性好。
(3)上引连挤法为产品谱系化创造了条件。上引连挤法具有以下技术优势:
a.可以精确控制合金元素含量的准确性和均匀性(合金成分偏差控制在±2%以内);
b.可方便地变换挤压坯杆径大小,选择最佳的冷加工率,通过调整工艺配置,实现所需产品机电性能的调控。
企业通过对以上2方面的调控,可以制造抗拉强度380~580 MPa,导电率从90%IACS到62%IACS(150 mm2)的谱系化接触线产品。
3 铜合金接触线产品谱系化
电气化铁路对接触线的基本要求:抗拉强度高,可承受设计悬挂张力,具备足够的安全系数,运行安全可靠;沿长度方向性能均匀(晶粒细小均匀),架线后平顺性好,机车取流平稳;具有较高的导电率,电能损耗低;具有最佳的运用技术经济效益。
固溶强化型铜合金接触线中合金元素含量对其抗拉强度及导电率产生相反的影响,合金元素含量高可明显提高抗拉强度,但导电率降低,反之亦然。冷加工率有助于提高抗拉强度,对导电率影响较小。
电气化铁路运行工况大致可分为以下4种:
(1)普速(含准高速、城轨)和重载铁路(时速≤160 km),悬挂张力10~15 kN;
(2)客运专线(时速200~250 km),悬挂张力20~25 kN;
(3)高速铁路(时速300~350 km),悬挂张力28.5~31.5 kN;
(4)速度更高的高速铁路(时速约400 km),预计悬挂张力≥35 kN。
国内许多企业为此开发了可适用于上述工况的抗拉强度与导电率相互匹配的谱系化铜合金接触线产品,如表5所示(以150 mm2规格为例)。

表5 我国开发的高性能铜合金接触线谱系化产品及与欧盟标准的比较(150 mm2)
注:*可替代铜银合金接触线,欧盟标准中没有这一档的铜锡合金、铜镁合金产品。
4 高导电铜合金替代铜银合金接触线
本文所述的高导电铜合金接触线是指微含量铜镁(锡)合金接触线(合金含量控制在0.1%以下),其抗拉强度高于铜银合金接触线,仅导电率略低,但价格低廉,可满足普速、准高速、重载线路的应用要求。按接触线年用量(新建、改造、大修铁路和城铁)约4万t计算,采用高导电铜合金接触线替代铜银合金接触线一年可节省银40 t,合计1.8亿元。
铜银合金和高导电微含量铜镁(锡)合金接触线每吨合金元素用量均为1 kg。单价(每kg)分别是银4 500元,锡150元,镁15元。每t合金中锡和镁的用量价格都在铜价格(46 000元/t)的波动范围之内,几乎可以忽略不计。
高导电微含量铜镁(锡)合金接触线的性能:
(1)抗拉强度保证值为380 MPa(铜银合金接触线为360 MPa);
(2)耐软化性能与铜银合金接触线相当,均可达到90%以上;
(3)导电率(20℃时)保证值为90%IACS(铜银合金接触线为97%IACS)。
20℃时,微合金铜镁(锡)接触线的导电率(室温导电率)与铜银合金接触线相比低7%IACS,但接触线的工作温度远高于20℃(允许最高工作温度90或150℃),此时,铜银合金接触线的导电率(工作导电率)已降为76.6%IACS,微合金铜镁(锡)接触线与其导电率(工作导电率)差仅为2%IACS左右。因此,在接触线工作条件下,铜镁(锡)合金接触线与铜银合金接触线的导电率相差不大(详见表6及图2、图3)。
实际运用过程中,接触线截面积因磨耗而减小,电阻增大,载流量降低;微量铜镁(锡)合金接触线的抗拉强度高于铜银合金接触线,耐磨耗性能提高,磨耗速度减缓。
综合以上分析,铜镁、铜锡合金接触线与铜银合金接触线相比,其直流电阻、载流量的差值更小,即电能消耗差值微不足道,而使用寿命更长,且为国家节省贵金属银,具备最佳的技术经济效益。

表6 铜银、铜微镁(锡)合金接触线在不同工作温度下的直流电阻、载流量
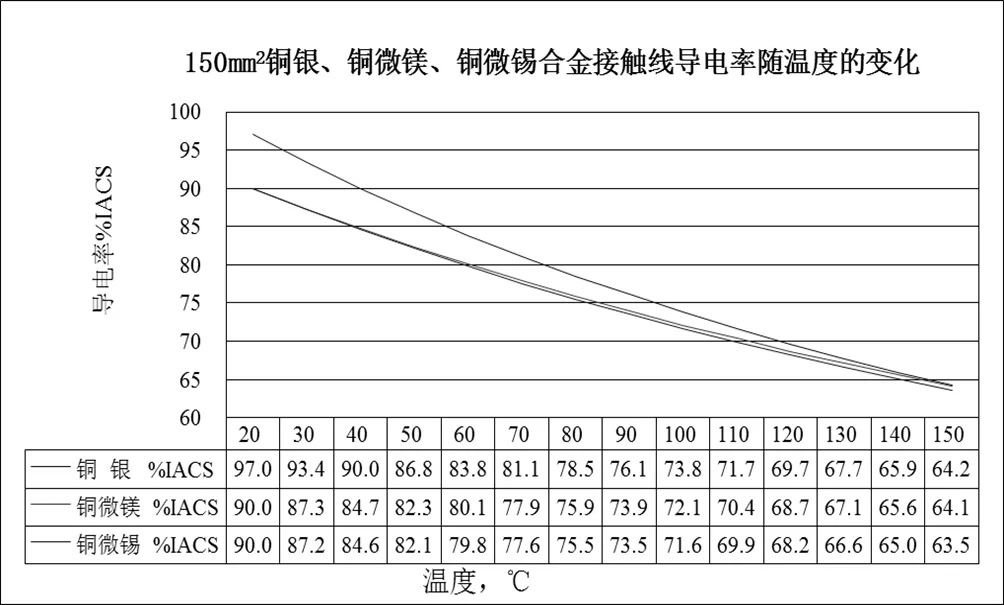
图2 工作条件下直流电阻比较

图3 工作条件下载流量比较
5 在时速400 km线路的运用要求
下文讨论超高强度铜镁合金接触线在时速400 km线路的运用要求。
5.1 产品性能
如前文所述,采用上引连挤法调整镁含量及冷加工率,可以制造抗拉强度560 MPa以上,导电率62% IACS以上的超高强度铜镁合金接触线(规格150 mm2),以满足时速400 km线路的运用要求。欧盟标准最高值为强度470 MPa,导电率62%IACS。
表7列出多家企业在2012—2015年期间生产供货或试制的产品性能(经中铁认证中心检验站检测)。其中,康远新材料有限公司2013年向韩国西部湖南高速线五松光州间时速400 km,长56 km试验区段提供150 mm2铜镁合金接触线107 t,该试验段已于2015年开通。韩方要求指标为抗拉强度533 MPa,导电率70% IACS,实际值为553 MPa和71.1% IACS。

表7 多家企业开发生产的高强度高导电铜镁合金接触线(150 mm2)产品性能
由表7可得出:当抗拉强度为550 MPa时,导电率可达到68% IACS以上;当抗拉强度为 560 MPa时,导电率可达到66%IACS以上;当抗拉强度为580 MPa时,导电率可达到63% IACS以上。考虑批量生产需留出足够裕度,保证值可确定为抗拉强度560 MPa,导电率62% IACS。
5.2 运用中的关键参数
表8列出超高强度铜镁合金接触线应用于时速400 km线路时的关键参数(悬挂张力、波动传播系数值、安全系数)及与国内外运用的接触线关键参数对比。由表8可知,在悬挂张力35、37、39 kN时的值和安全系数都在可控范围内。

表8 超高强度铜镁合金接触线与国内外高速接触网中应用的接触线关键参数对比[5]
注:=列车运行速度/接触线波动传播速度;安全系数=接触线抗拉强度×接触线标称截面积×0.8/(悬挂张力×1.05);CuMg-I、CuMg-II、CuMg-III抗拉强度分别为510、530、560 MPa的铜镁合金接触线。
5.3 导电率的影响
对于高强高导析出强化型铜铬锆合金接触线,我国不少企业在进行研制开发,部分企业的产品已在多条铁路上进行了长时间运行试验,尚待正式批量生产和采用考验。其制造工艺复杂,需要2次热处理和2次冷加工,控制难度大,生产成本较高。
超高强度铜镁合金接触线的导电率为62% IACS,与现行欧标铜镁合金线相同,但比铜铬锆合金接触线的75% IACS低13% IACS。
德国开发Re330接触网时,在世界上首次提出用导电率62% IACS的铜镁合金接触线替代导电率97% IACS的铜银合金接触线,降低值达到35% IACS,但抗拉强度(120 mm2)可以从铜银合金接触线的360 MPa提高到铜镁合金接触线的 490 MPa,主要考虑的是抗拉强度对接触网工作状态的影响[6]。
我国的铁路供电系统及具体线路设计条件与德国不同,对于接触线抗拉强度及导电率的要求可能不同,技术经济效益的综合考虑也不同。本文述及的超高强度铜镁合金接触线可应用于时速 400 km电气化铁路的设想,可为设计单位和建设单位对接触线的选材提供一种方案。
6 结语
我国自主创新的上引连挤接触线制造工艺使我国固溶强化型铜合金接触线技术稳居国际领先水平多年;上引连挤技术的发展又促成了铜合金接触线产品谱系化,可满足铁路运输各工况要求,具有良好的技术经济效益。基于上引连挤技术的进步,微合金化的高导电铜镁(锡)合金接触线可逐步替代铜银合金接触线,节省了贵金属银,也可在城市轨道交通中推广应用。超高强度铜镁合金接触线为时速400 km电气化铁路接触线的选材提供了有利补充。
[1] 贾永军,李维源. 铜及铜合金接触线制造新工艺[J]. 接触线制造新工艺技术交流会论文集,2005.
[2] EN50149:2012 Railway applications - Fixed installations - Electric traction - Copper and copper alloy grooved contact wires.
[3] 中华人民共和国铁道部. TB/T2809-2005 电气化铁道用铜及铜合金接触线[S]. 北京:中国铁道出版社会,2005.
[4] 郑州供电段. 连续挤压、拉拔铜银合金接触线现场试运行报告[J]. 接触线制造新工艺技术交流会论文集,2005.
[5] 钱立新. 世界高速铁路技术[M]. 北京:中国铁道出版社,2003.
[6] 门汉文. 德国铁路新开发的Re型高速接触网[R]. 国外高速铁路接触网(专题调研报告),铁道部电化局科技中心,1998.
On the basis of introduction of copper and copper alloy contact wire manufacturing technologies, the upward continuous extruding method and product spectrum of copper alloy contact wire have been illustrated, and the application analysis of the high conductive copper alloy contact wire manufactured by upward continuous extruding method has been made so as to popularize its application.
OCS; copper alloy contact wire; upward continuous extruding method; product spectrum
10.19587/j.cnki.1007-936x.2018.03.022
U225.4+1
B
1007-936X(2018)03-0070-06
2017-07-26
张 强.中国铁道科学研究院,研究员。