图形解析技术在划线机中的应用
2018-07-06许睿
许 睿
(中国电子科技集团公司第二研究所, 山西 太原 030024)
引言
双刀异形切割机主要用于液晶玻璃的直线/异型切割,基本功能为将成盒的大玻璃分割成为用户设定的小玻璃,属于LCD行业玻璃切割工序的关键设备,应用于LCD行业对玻璃盒的划线分割,也可推广应用于电容屏行业的玻璃划线分割工序。自动双刀多功能切割机采用工控机控制划线刀轮的升降、两个刀头的横向运动、工作台纵向运动、真空吸放等。刀头及工作台的移动均由工控机控制伺服电机实现[1]。对位通过手工上料,采用CCD系统进行准确定位,并辅以真空吸附,进行准确划线。设备两个刀单独控制,又同时共用Y轴进行划线,具有定位精度高、效率高、划线压力稳定等特点。随着液晶行业的日益蓬勃,3D眼镜技术的不断壮大,双刀多功能划线机的市场也将日益壮大。
1 软件整体设计思路
本软件的主要功能分为运动控制单元、I/O控制单元、图形解析单元,视觉控制单元等部分,其中运动控制单元主要控制各电机实现直线、圆弧插补,控制各轴实现点动、定位等动作;I/O控制单元主要采集输入输出信号,进行相应动作;图形解析技术是该设备的设计难点,也是值得所有异形划线、切割等设备借鉴的关键技术之一[2]。
图形解析技术的主要功能是将DXF格式文件转化为机器可读可编辑的文件,并制定优化算法,给运动控制单元指令,使设备高效运转。
2 图形解析技术的剖析
用户界面设计主要是实现用户指令的输入。主要用户界面分为图形输入界面以及用户操作界面。图形输入界面如图1所示。在这个界面中可以进行新产品的录入、已有产品的调出、产品的修改等。

图1 图形输入界面
客户向设备提供的是DXF格式的文件,需要设备将DXF格式文件转换为程序可识别的语句。控制器直线插补需要的是线段的起点、终点,圆弧插补需要的是圆弧的起点、终点、圆心、半径等参数,就需要主程序将这些参数从DXF文件中解析出来。该设备使用的方法是逐行扫描DXF格式文件,在文件中搜索关键词“LINE”“CIRCLE”“AcDbCircle”,每找到一个关键字则继续向下搜索找到关键参数,将其关键参数存放到表格中,等待程序调用。如找到一个关键词“LINE”则说明存在一条线段,则向下寻找“AcDbLine”,“AcDbLine”向下的第三行、第五行、第七行、第九行分别为线段的起点X、Y坐标,终点X、Y坐标。具体程序实例如下所示:
Open CommonDialog1.FileName For Input As#file
DoUntil EOF(file)
Line Input#file,nextline'开始找进入寻找扫描区域
If nextline="LINE"And panduantiaojian=1 Then’’寻找关键词“LINE”
For i=1 To8
Line Input#file,nextline
Next
DoWhile nextline<> "AcDbLine"
Line Input#file,nextline
Loop
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,0)="线"&xianzu
Form1.MS1.TextMatrix(xianzu,1)=zuobiao'直线起点X
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,2)=zuobiao'直线起点Y
Line Input#file,nextline
Line Input#file,nextline
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,3)=zuobiao'直线终点X
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,4)=zuobiao'直线终点
End If
Loop
Close#file
3 电机插补与同步技术
该功能是在运动控制系统中实现的。
3.1 硬件特点
该功能由安川运动控制卡MP2100通过MATROLINK-Ⅱ总线控制 CX1、CX2、Y 轴电机实现。MATROLINK-Ⅱ总线较以往的脉冲指令型电机具有显著的优越性,一方面使用方便,节约配线,减少因为高压电干扰引起的脉冲丢失,节约调试时间;另一方面,MATROLINK-Ⅱ总线具有10 Mbps的网速,缩短了指令执行时间,更容易实现迅速切换的多轴高速运动。电机插补与同步技术需要尽可能排除外界干扰与实现命令的快速化,所以采用该系统来实现。
3.2 软件设计
软件设计采用安川运动程序来实现,运动程序具有可以执行多种移动命令的功能,可以实现电机的定位、直线插补、圆弧插补。
双刀多功能划线机主要实现直线插补和圆弧插补,开始划线状态的时候读取图形解析出来的表格中的数据1的起点,到达该位置后将刀落下,判断该元素是直线还是圆弧,如果是直线,则运行MVS语句,运行到直线的终点,如果是圆弧则要判断是顺时针的圆弧还是逆时针的圆弧来选择运行MCW语句还是MCCW语句。划完该元素则判断下一元素的起点是否与该元素的终点重合,不重合则抬刀,完成划线。如果重合则继续运行,具体程序实例如下:
PLD[CX1][TY][cx2];;程序当前值更新
FMXT600000000;;;设定最大插补速度
ABS;;绝对值控制开始
WHILEML44900<ML44998;;判断条件,开始循环
I=ML44900*50;
IF ML45000I==0;判断元素为直线
MVS[CX1]ML45006I[TY]ML45008I F ml50044;直线插补开始
IEND;
IF ML45000I==1;判断元素为弧
IF ML45016I==0;元素为正弧
ABS;
MCW[CX1]ML45006I[TY]ML45008I R ML45014I FML45028I;
(指定终点半径,正向圆弧插补开始)
ELSE;元素为反弧
ABS;
MCC[CX1]ML45006I[TY]ML45008I R ML45014I FML45028I;;;
(指定终点半径,正向圆弧插补开始)
IEND;
IEND;
WEND;
END;
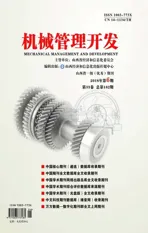
另外需要用到一个功能就是跟随功能,由于两个刀在共用Y轴的情况下进行划线,而且划线图形是一致的,所以保证CX1、CX2要保持同样的距离进行划线,该技术应用到了安川控制器中的插补功能,即让CX2轴保持与CX1轴的当前位置一个固定差值。该功能与高速扫描同步变化,根据目标位置进行定位,目标位置由梯形图生成。程序实例如第228页图2所示。
4 结论
该软件设计已被应用于设备,实现了两个刀同时作业的功能,较市场上生产较多的单刀划线机提高了效率,达到了使用需求。
图2 插补程序图
[1]张从鹏,刘强.H型直线电机工作台控制技术研究[J].机床与液压,2007,35(10):130-132.
[2]董永谦.高速精密运动平台研制[J].电子工艺技术,2011(3):174-176.