TOFD检测技术在球形储罐检验中对未熔合的检测能力实例研究
2018-07-06杨开宇
杨开宇
(成都市特种设备检验院 四川成都 610036)
球形储罐的球壳由多块球壳板所组成,球壳板在制造成型后运输到现场进行组装[1],因其几何尺寸较大,现场条件较为苛刻,加之焊接方法常为手工焊,焊接位置不统一,极易产生气孔、夹渣、未熔合、未焊透、裂纹等缺陷,故须采用无损检测以确定其质量。其中未熔合这类埋藏缺陷采用RT之类传统检测方法较难发现,且如未能及时发现并处理,将会对未来使用造成极大安全隐患。笔者根据两个实际检验案例,采用TOFD检验与传统检验手段进行对比,探讨针对未熔合最有效的检测方法。
1 被检对象
球罐1:400 m3液氨球罐,壁厚28mm,材质Q345R,焊接方法SAW,焊缝坡口布局图见图1。在对该球罐进行定期检验过程中,采用UT于下极板环焊缝处发现一处长55mm,反射波幅SL+18.3dB的超标缺陷,定位发现其位于坡口位置,观察波形特征疑为未熔合。但在查阅安装资料发现该部位在安装过程中RT检验报告显示为无缺陷,评级为I级,决定采用TOFD进行复核。
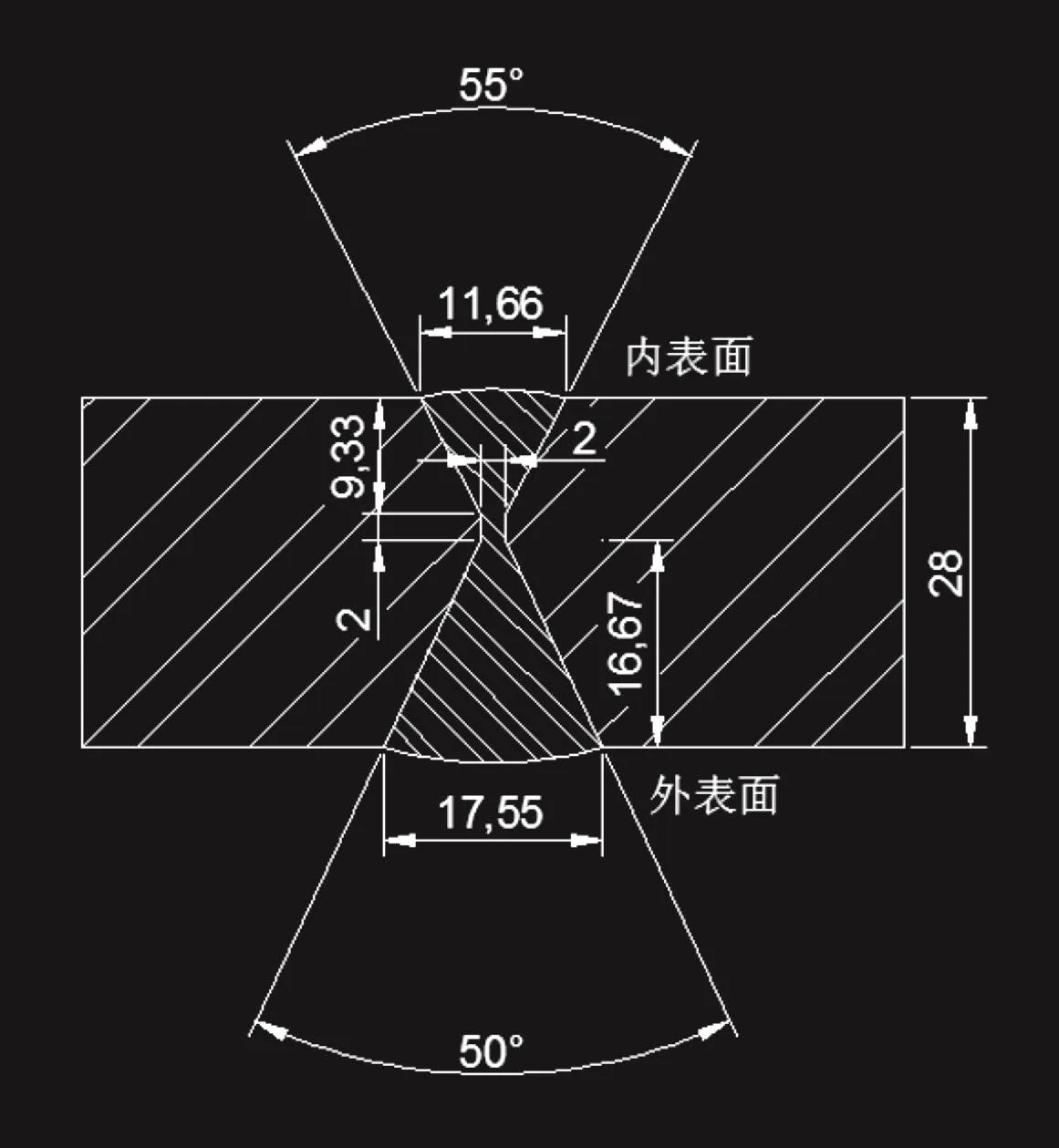
图1 球罐1焊缝坡口布局图
球罐2:2 000m3的液化石油气球罐,壁厚45mm,材质15MnNbR,焊接方法SAW,焊缝坡口布局图见图2。在对该球罐进行定期检验过程中,采用UT于下极板环焊缝处发现一处长65mm,反射波幅SL+16.7dB的超标缺陷,定位发现其位于坡口位置,观察波形特征疑为未熔合。但在查阅安装资料发现该部位在安装过程中RT检验报告显示为无缺陷,评级为I级,决定采用TOFD进行复核。
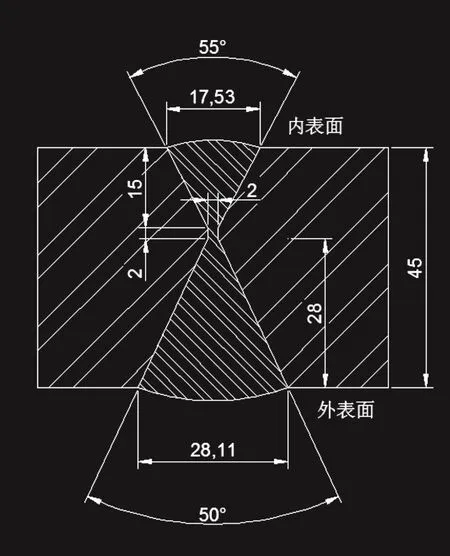
图2 球罐2焊缝坡口布局图
2 TOFD检测仪器
检测选用奥林巴斯OmniScan MX2检测仪,其脉冲宽度为30 ~1 000 ns范围内可调, 分辨率为2.5 ns,系统带宽为0.25 ~28 MHz(-3 dB),增益为0 ~120 dB,最大输入信号为34.5Vp-p(满屏高),数字化频率100 MHz,脉冲重复频率最高达10 kHz,信号平均为2, 4, 8, 16, 32, 64可选。
3 TOFD 工艺[2,3]
球罐1: TOFD检测工艺见表1及图3,由于本次TOFD主要目的是对UT检测出的问题进行复核,UT检测出的缺陷不在底面盲区内,故未考虑偏置扫查,而是采用MT对底面盲区进行检测。
球罐2: TOFD检测工艺见表2及图4,由于本次TOFD主要目的是对UT检测出的问题进行复核,UT检测出的缺陷不在底面盲区内,故未考虑偏置扫查,而是采用MT对底面盲区进行检测。
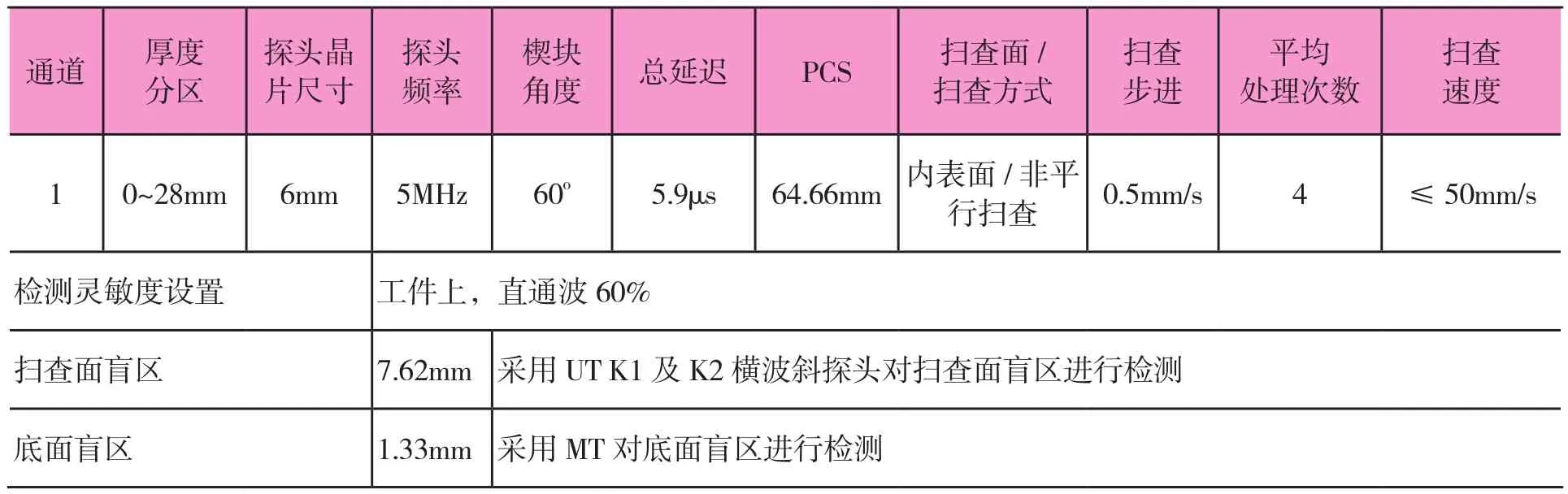
表1 球罐1检测主要工艺参数

表2 球罐2检测主要工艺参数
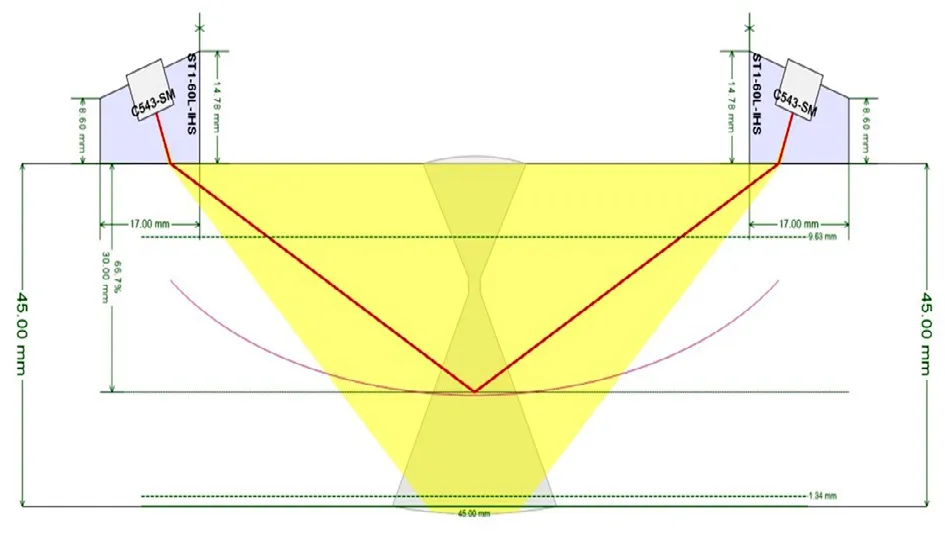
图4 球罐2检测工艺图
4 TOFD检测结果
球罐1:图谱可见图5,经分析,其深度7.1mm(图6),自身高度为6.4mm(图7),长度87mm(图8)。按NB/T 47013.10-2015评级为Ⅲ级,结合图谱特征及缺陷位置,判定其为未熔合,经返修解剖验证判定正确。
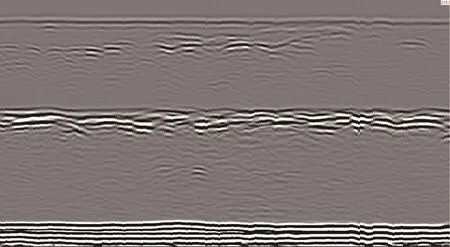
图5 球罐1缺陷图谱
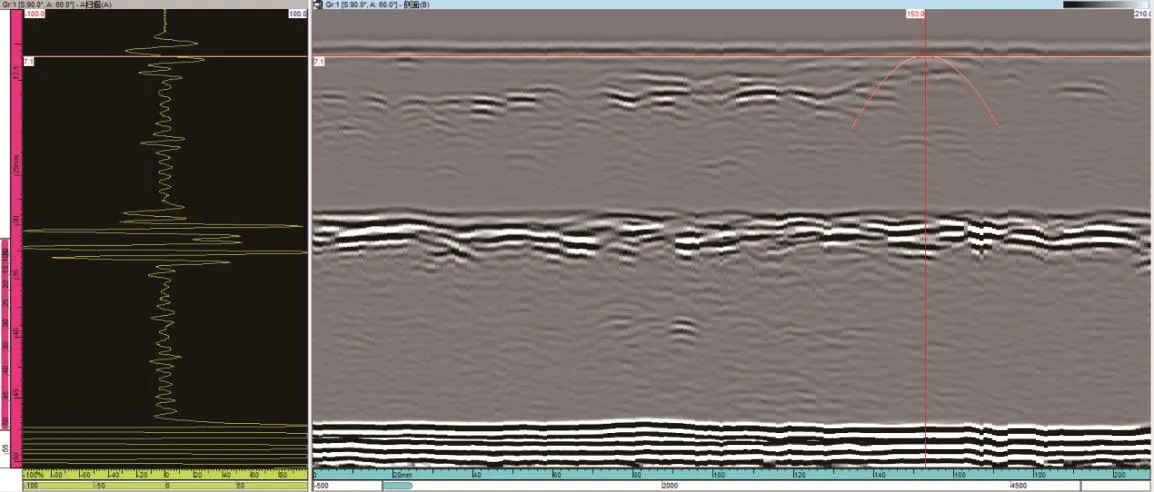
图6 球罐1缺陷深度

图7 球罐1缺陷自身高度

图8 球罐1缺陷长度
球罐2:图谱可见图九,经分析,其深度20.3mm(图10),自身高度为3.1mm(图11),长度66mm(图12)。按NB/T 47013.10-2015评级为Ⅲ级,结合图谱特征及缺陷位置,判定其为未熔合,经返修解剖验证判定正确。
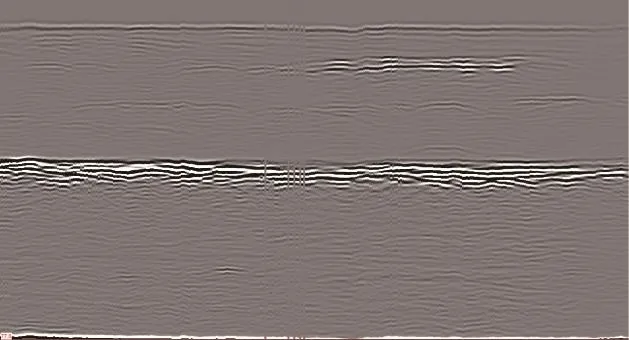
图9 球罐2缺陷图谱
5 分析
以前工程上常用γ源中心曝光对球罐进行检测,因其固有不清晰度和颗粒度较大,加之未熔合这类面状缺陷在底片上对比度不高,故检出率及检测精度都不甚优秀。本文中两台球罐在制造过程中均出现了RT检测漏判未熔合的情况。另外,虽然RT与TOFD检测结果都能保存下来,但相较RT来说,TOFD图谱信息更全面,测量更方便,对缺陷的检出率更高,而RT只能得到缺陷的部分信息,尤其是对缺陷自身高度的测量误差极大。
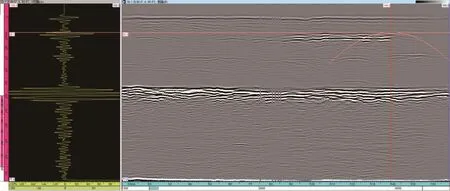
图10 球罐2缺陷深度
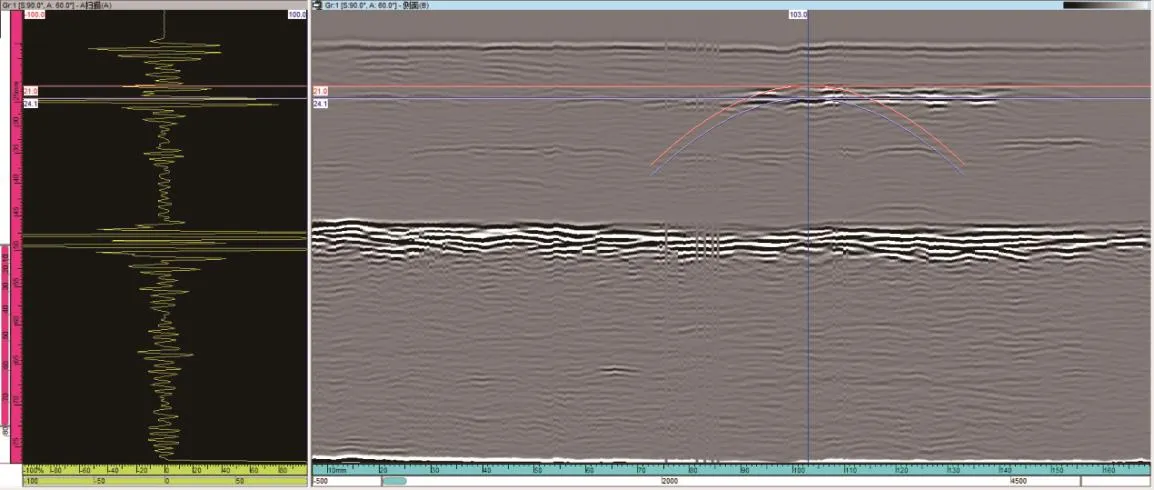
图11 球罐2缺陷自身高度
图12 球罐2缺陷长度
UT对未熔合较敏感,然而定量不够准确,文中球罐1缺陷采用UT测量结果为深度9.3mm,自身高度3.3mm,长55mm; TOFD测量结果为深度7.1mm,自身高度为6.4mm,长87mm;球罐2缺陷UT测量结果为深度19.6mm,自身高度2.2mm,长65mm;TOFD测量结果为深度20.3mm,自身高度为3.1mm,长66mm,而两处缺陷实际解剖结果与TOFD测量结果更为吻合。由此可见,UT对形状复杂的缺陷(如球罐1缺陷)定量误差较大,对形状较规则的缺陷(如球罐2缺陷)定量相对准确,但都在缺陷自身高度的测量上存在精确度不高的问题。且UT难以定性,易产生误判,对检验人员水平要求较高,且该检测方法耗时费力,效率较低,对于球罐这类容器来说不太适用。NB/T 47013.3-2015第6.5.1.2条要求,锅炉、压力容器本体焊接接头不允许存在裂纹、未熔合和未焊透等缺陷[3]。在实际检验工作中,仅靠UT是很难判断出来的,如果采用TOFD进行复验,会使判断准确很多。
综上所述,TOFD对文中两处未熔合100%检出,对缺陷长度、深度、自身高度测量较为精确,能很好地指导现场挖补返修工作。
6 结语
球形储罐因其受力情况好、省材、占地面积少等优点,被广泛应用于石油、化工等行业,其储存介质又大多为易燃、易爆、有毒、有害物质,因此对提高球罐制造缺陷检验的可靠性及检出率是十分有必要的。
相比其他传统检测手段,TOFD不仅在未熔合的检验上强于其他常规检验方法,对其他缺陷检出率及可靠性都十分优秀,检测速度快,灵敏度、准确率高,定量准,使用便捷,无污染,很好地解决了UT、RT所存在的弊端,从长远看来,TOFD在球罐检验中将发挥不可或缺的作用。
[1]GB 12337-2014 钢制球形储罐.
[2]强天鹏.衍射时差法(TOFD)超声检测技术[Z].全国特种设备无损检测人员资格考核委员会,2012.
[3]NB/T 47013.10-2015 承压设备无损检测.
