织机差异后梁高度制下纬纱行为研究
2018-07-04张志颖宋新惠马小飞沈星星眭建华
张志颖,宋新惠,马小飞,沈星星,眭建华,2,3
(1.苏州大学纺织与服装工程学院,江苏苏州 215021;2.江苏省产业技术研究院纺织丝绸产业技术研究所,江苏南通226018;3.现代丝绸国家工程实验室(苏州),江苏苏州 215123)
普通机织物的经纬纱各呈平直线型状、相互垂直交织,同系统纱线之间相互平行[1]。通过特殊技术手段有意识地使经纱或纬纱呈现曲折线型状,可以使织物中具有特殊的动感视觉肌理效果。比较多的资料文献提出,采用扇形钢筘并在织造过程中升降可以使经纱弯曲[2-9]。但对纬纱弯曲的技术方法研究比较少,一些文章和专利提及了采用特制钢筘打纬可以达到目标,并在实验中加以了证实,但使用特制钢筘必须同时对织机设备加以较大的改造[10-13]。胡秦萍的硕士论文《机织物纬纱曲线轨迹布置的实现方法研究》提出采用差异经纱张力法,并通过使用凹凸卷布辊的试样证实了可行[14],但布面起拱不平整比较严重并且难以在后道加以改善。本实验采用了差异后梁高度解决差异经纱张力(送经量)的路径,探索一种实现纬纱弯曲的简单易行的技术方法。
1 试验
1.1 方法原理
(1)先将所有经纱扎系在卷布辊上,并使经纱张紧,张力基本一致。然后送出一定量的经纱,使经纱处于均匀的一定松弛状态。
(2)选用一根粗细均匀的硬材质杆子(抬杆),将由经轴引出的所有经纱分成上下两层,将抬杆从中扦插通过,再将抬杆搁置于后梁之上,如图1所示,使处于抬杆上、下的经纱呈不同的张紧与松弛状态。抬杆与后梁之间留有一点空隙,以保证抬杆下方的经纱顺畅通过。
(3)实际试样时,将经纱分成若干区段,先使奇数区段在上、偶数区段在下扦插抬杆,如图2(a)所示。持续织入数根纬纱后,交换抬高关系,即抽出抬杆,重新使奇数区段在下、偶数区段在上扦插抬杆,如图2(b)所示,再持续织入数根纬纱。试样操作如图2(c)所示。
(4)上述方法使相邻区段经纱出现大、小不同张力,同时在引纬、打纬过程中送出的经纱量也不同,经纬相互交织形成的织物应力平衡作用就可以使纬纱产生弯曲效果,如图3(a)所示,机上实际操作如图3(b)所示。

图1 抬杆扦插机上位置示意图

(a)交换前 (b)交换后 (c)操作实图图2 抬杆扦插图示
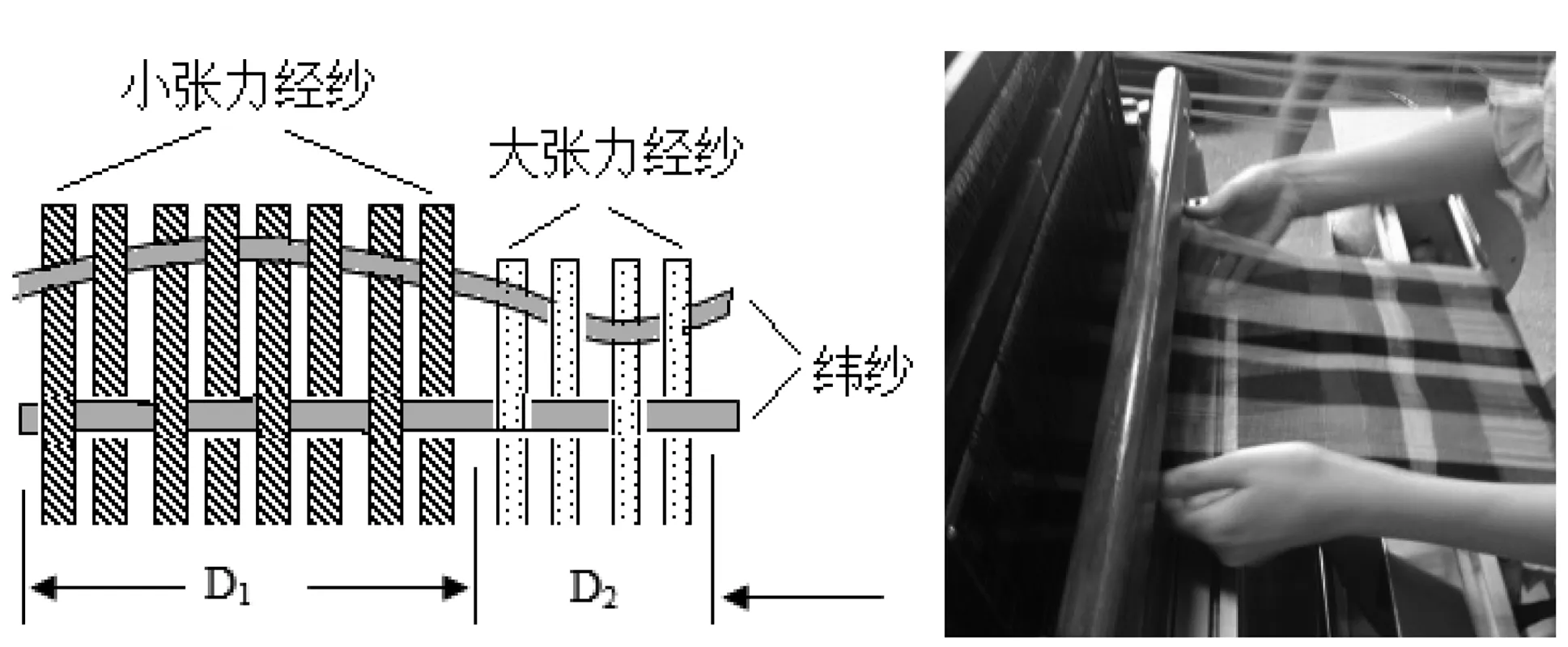
(a)原理分析 (b)机上实物图图3 纬纱弯曲形成原理
1.2 试验
1.2.1 试样配置
经选用深色2/16.7 tex纯毛纱;基础纬同经,示踪纬选用浅色2/16.7 tex纯毛纱。经纱穿综8片综顺穿,穿筘80齿/(10 cm)钢筘,3根/齿。组织平纹。打纬密度控制在120~130根/(10 cm)。试样在电子提综、手动引纬、打纬的小型试样织机上进行,打样内幅30 cm,两边各0.5 cm(边经始终不套入抬杆,边经穿筘4根/齿,组织平纹)。
1.2.2 试验内容与方法
1.2.2.1 抬杆高度H
(1)抬杆准备:选用厚度为1 cm的亚克力板,切割成长条形板,其中高度2 cm 1块,3 cm 1块,5 cm 2块。
(2)打样选定每持续织入16根纬纱后交换抬高关系,其中第1、2纬(交界示踪纬)和第9、10纬(中部示踪纬)选用浅色的示踪纬,其余选用基础纬。抬杆扦插间隔区段宽度D均为2 cm(48根经纱)。
(3)分别采用2、3、5、7(2+5)、8(3+5)、10(5+5)cm 6种抬杆高度H。
根据试样结果综合评判,确定选用一种抬杆高度H。
1.2.2.2 织纬循环(数)W
使用“抬杆高度”试验确定的最佳H值的抬杆,W值设置为4、6、8、10、12、16、20、24、28、32根/cm等几种进行试样,观测交界示踪纬的弯曲变化状况,优选W值的可选范围。
1.2.2.3 经纱区段分离宽度K
在优选的抬杆高度H值、织纬循环W值下试样,K值设置为单一宽度扦插和间隔宽度扦插两类,单一宽度K值设计成0.5、1、1.5、2、3、4、5 cm 7种,间隔宽度设计成0.5 cm与2 cm间隔、1 cm与 3 cm间隔、2 cm与5 cm间隔3种。观测交界示踪纬的弯曲变化状况,优选K值的可选范围。
1.2.3 测评指标
(1)
式中:Yi为同一根示踪纬的每一次弯曲波动的波峰与波谷之间的经向距离,mm;n为试验次数。

(2)波动CV值
波动CV值按式(2)计算。
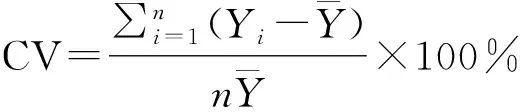
(2)

波动CV值主要反映纬纱弯曲的一致性和稳定性。
(3)布面质量:根据布面平整性(不起拱、轻微起拱还是严重起拱)和经纱平直度(基本无弯曲、轻微弯曲、严重弯曲),综合多人视觉主观测评,设为良好、不良、严重不良。
(4)可织性:以梭口是否清晰,引纬是否顺畅,根据人为主观意见判定,设为良好、不良、严重不良。
2 结果与分析
2.1 抬杆高度H
(1)有“交换显效,隔次降效”的现象。第一个织纬循环,纬纱弯曲并不明显;交换抬高关系进入第二个织纬循环时,弯曲就立刻显现;再到下一个循环时,第一次的纬纱弯曲程度有所减弱,但基本固定下来了。
(4)H为8、10 cm时,出现布面质量的严重起拱和局部经纱严重弯曲现象。
(5)H小于7 cm,梭口基本清晰,梭口通过顺畅。H为7 cm时,出现部分下层被带起现象,但梭口上部基本畅通,可以引纬。H值继续增大,出现经纱严重带起,需要人工分梭口。
试样在抬杆高度H为7 cm,各方评定为最好。
2.2 织纬循环(数)W

2.3 分离宽度K
(1)K≤1 cm时,第一次扦插就产生强烈纬纱弯曲,布面凹凸明显,经纱左右弯曲也强烈;但交换扦插抬杆后,弯曲程度会明显下降;再次交换扦插抬杆后,弯曲进一步减弱,整体弯曲就显得很不明显,布面凹凸不平整的现象也逐渐好转。
(2)K≥4 cm,分段交界处有纬纱弯曲,但较长的中间区段纬纱基本平直,整体弯曲的视觉效果不明显。
(3)间隔宽度试验基本符合单一宽度试验。
根据试验综合判定,K值可选取范围为1.5~3.5 cm。
3 结论
(1)抬杆高度H值、织纬循环W值、分离宽度K值都是影响纬纱弯曲程度的因素,且有相互影响关系。
(2)H值是影响纬纱弯曲程度的主要因素,当然也需要W值和K值的配合。H值大可以使纬纱弯曲程度大,但必须考虑是否影响织造和布面质量。
(3)通过H、W、K值合理而巧妙的设计,可以产生纬纱弯曲程度强弱、变化频率不一的多种效果,加上织物组织结构、经纬纱线的灵活设计,可以开发出丰富多彩的纬纱弯曲效应的新面料。
参考文献:
[1] 朱苏康,高卫东.机织学[M].北京:中国纺织出版社,2004:267-274.
[2] 许元巨.用扇形钢筘织造新式时装织物[J].丝绸,1993(12):48-49.
[3] Seidl R,Kellenberger P.Patterning of the weave by fan shape reeds-an old but rediscoverd technique[J].International Textile Bulletin(Yarn & Fabric Forming),1993,39:61.
[4] Seidl,徐雷麟.扇形钢筘[J].国外纺织技术:纺织分册,1994(3):45-46.
[5] Seidl R,Kellenberger P. Fan-shaped reeds:scope for come-back [J].Indian Textile Journal,1996,106(11):118.
[6] 李坚荣译.用扇形筘织制花纹[J].山东纺织科技,1998(3):31.
[7] 张国辉.经向弧形与纱罗联合织物的生产[J].毛纺科技,2006(12):28-31.
[8] 张国辉.弧形织物的生产原理[J].上海纺织科技,2010,38(2):3-5.
[9] 张国辉,郭其生.弧形织物与局部管状织物的生产[J].棉纺织技术,2006,34(1):33-35.
[10] 浙江敦奴联合实业股份有限公司.一种弯纬梭织面料制作方法:中国,201210514010.8[P].2012-12-05.
[11] 浙江敦奴联合实业股份有限公司.一种变化弯纬的梭织面料制作方法:201210514084.1[P].2012-12-05.
[12] 眭建华,董凯.一种实验用可变形钢筘装置:中国,ZL201420580480.9[P].2015-2-11.
[13] 眭建华,董凯.一种织造曲折经纬机织物的织机:中国,ZL201410479209.0[P].2015-10-28.
[14] 胡秦萍.机织物纬纱曲线轨迹布置的实现方法研究[D].苏州:苏州大学,2011.
