大型壳体密封槽数控加工技术研究
2018-06-04陈宏亮古海轮
张 亮,陈宏亮,古海轮
(首都航天机械有限公司,北京 100076)
0 引言
大型壳体是弹箭体的典型结构件,是首都航天机械公司的核心产品。大型壳体特征集成度高,通常含有网格、凸台、下陷、窗口、密封槽、孔、螺纹等特征。密封槽为大型壳体的典型特征,一般位于壳体端面以及壳体与口盖配合部位,对整个产品起着密封的作用。密封槽尺寸精度高,表面粗糙度要求严,加工后密封槽内部不允许存在接刀台阶、不允许有划痕。故本文首先围绕大型壳体密封槽进行数控加工工艺设计,然后针对端面密封槽刀具装夹精度低,槽底加工精度低及存在砂眼、气泡等铸造缺陷提出改进方法;最后,针对柱面密封槽进刀、退刀处过切及切削深度不一致现象提出优化柱面密封槽加工方法。
1 密封槽数控加工工艺设计

1.1 端面密封槽数控加工工艺方案
由上述可知,端面密封槽槽深公差为0.05 mm,槽宽公差为0.2 mm,现有立式车床X轴定位精度为0.014 mm,Z轴定位精度为0.012 mm,满足端面密封槽尺寸精度要求,故优先选用数控双柱立式车床加工大型壳体端面密封槽。加工端面密封槽一般选用切槽刀,其宽度为4 mm、主偏角为90°、前角为8°、后角为10°、刀尖圆弧半径为0.5 mm。槽宽测量器具选用量程为150 mm的游标卡尺,精度为0.02 mm;槽深测量器具选用量程为150 mm的深度卡尺,精度为0.02 mm。
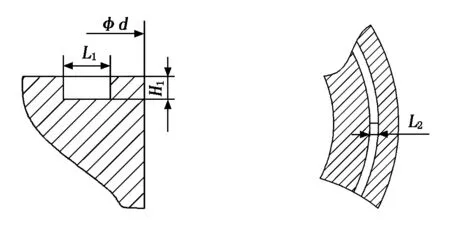
图1 端面密封槽截面 图2 柱面密封槽截面
端面密封槽一般采用车削方法进行加工,加工流程共4步:粗车、精车一侧面、精车另一面和检验,如图3所示。密封槽粗车余量一般为两侧面1 mm、底面0.5 mm。精车一侧面与底面后测量是否满足尺寸精度,若符合,则继续车另一侧面,反之,重新精车该侧面。精车结束后检查密封槽宽度是否符合尺寸。
1.2 柱面密封槽数控加工工艺方案
柱面密封槽采用铣削加工方式,选用设备为桥式五轴数控铣床,其数控系统为SIEMENS840D,工作台尺寸(长×宽)为4 000 mm×3 500 mm,X轴行程为4 300 mm,Y轴行程为4 150 mm,Z轴行程为1 700 mm,A轴摆角范围为±110°,C轴旋转范围为±n×360°(n=1,2,3,…)。柱面密封槽通常采用单刀法加工,即应用成型铣刀一侧铣削加工而成,故通常采用直径为6.08 mm的立铣刀。由于密封槽缠绕于大型壳体表面,除上下极限位置外,其余位置用深度尺和游标卡尺测量不准确,在总结多年工作经验的基础上,对槽宽测量设计了通规和止规,以方便测量;对槽深测量设计了深度表规,精度为0.01 mm。这样不但提高了检测精度,还提高了检验效率。
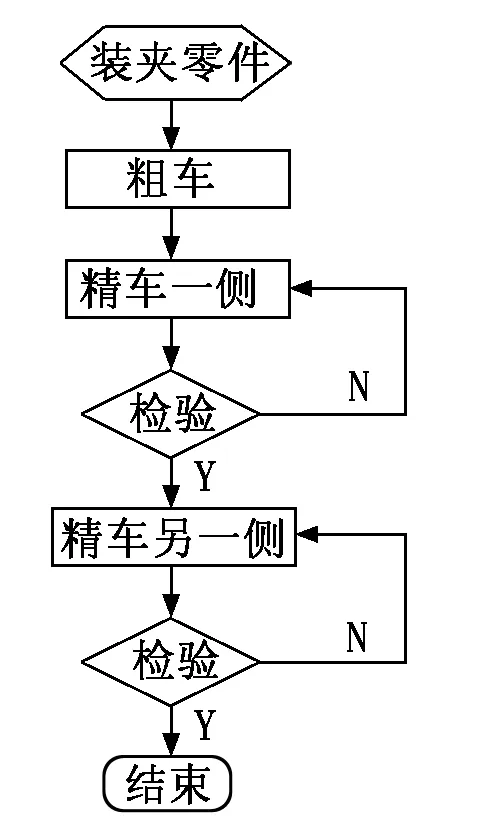
图3 端面密封槽车削流程
成型刀铣削柱面密封槽具体加工工艺流程为:试切、粗加工、精加工。即刀具切削深度为0.2 mm左右,检查密封槽加工位置是否正确,槽宽是否在公差范围内。若加工位置正确,即密封槽内侧距零件边缘距离相等,选取大吃刀量、小进给量粗加工密封槽,且在底面留0.5 mm余量。在精加工阶段,为提高柱面密封槽表面粗糙度,切削参数选用小吃刀量、大进给量进行加工。
2 端面密封槽数控加工方案优化
端面密封槽采用车削方式加工,但在实际加工过程中存在刀具装夹困难、对刀误差大、槽底面精度差等问题,此外由于壳体在铸造过程中存在夹渣、气泡等缺陷,造成在其成品后端面出现凹坑、麻点等问题。这样一方面会造成加工质量不稳定,给交付带来一定的困难;另一方面缺陷位置分布在密封槽边缘处,可能会扎伤密封圈,从而对壳体的密封性能造成一定的影响。
2.1 密封槽刀具装夹方式优化
端面密封槽一般采用立式切槽刀(如图4所示)加工。 切槽刀立式装夹并固定于车刀刀架上,这种刀具装夹方式全部靠手工凭借经验完成,且刀柄装夹面与车刀刀架平面之间会存在角度误差,若切槽刀后角过小,则会导致刀具后刀面与已加工表面发生干涉,造成端面密封槽底面精度下降。此外,还存在装夹困难,需两个工人一起操作完成。但是如果将刀柄置于圆形工作台上进行装夹则可避免上述情况,故本文设计了卧式切槽刀(如图5所示),该刀具虽然存在刚度差、承受切削力小缺点,但是鉴于密封槽去除余量小,工件对刀具的作用力也较小,所以可以满足端面密封槽数控加工需求。
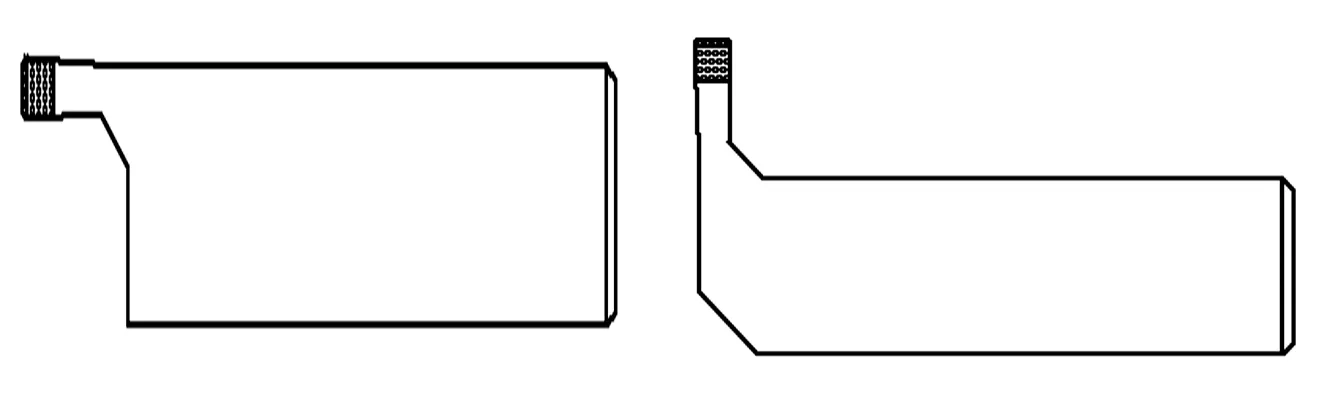
图4 立式切槽刀 图5 卧式切槽刀
2.2 密封槽刀具切削轨迹优化
为减少大型壳体密封槽由于应力集中而产生裂纹的可能性,通常在密封槽底部设计具有一定大小的圆角,本端面密封槽底部圆角为R2。切槽刀一般圆角为R0.5,这样会造成在加工密封槽圆角处刀具轨迹为圆弧,表面精度差。此外,在精加工阶段,切槽刀副切削刃参与切削,造成密封槽底部精度差。为提高密封槽底部粗糙度,需设计密封槽专用车刀,保证刀具刀尖圆角半径等于密封槽底部圆角半径,且保证在加工过程中副切削刃不参与切削加工。
2.3 密封槽二次返修加工
对于端面密封槽,若密封槽内侧铸造缺陷深度较小,一般通过测量已加工尺寸确定去除余量,以保证壳体最小极限尺寸为原则进行车削加工,但是由于密封槽公差小于壳体高度方向公差,端面缺陷去除后常常会导致密封槽深度超差,所以还需对密封槽进行二次加工。
端面密封槽二次返修加工具体步骤如下:①测量自由状态下壳体平面度和圆度;②装夹零件,通过调整压板减小壳体形位公差;③测量壳体高度和密封槽深度以确定车削余量;④车端面,保证壳体高度不小于最小极限尺寸,同时保证端框也不小于最小极限尺寸;⑤根据圆度确定密封槽切削宽度,根据壳体高度计算密封槽车削深度;⑥车密封槽,保证密封槽尺寸;⑦将密封槽中未车削部分由钳工挫修;⑧清洗。
通过二次车削,不但保证了壳体的外观质量,还保证了壳体的相关尺寸,但是此方法只适用于铸造缺陷深度较浅的壳体,如果铸造缺陷深度较大,只能采用其他方法解决。
3 柱面密封槽数控加工方案优化
柱面密封槽缠绕在壳体表面,由于壳体在机械加工过程中发生变形,给柱面密封槽加工带来了极大的困难,本文针对壳体在加工过程中发生的过切、欠切现象和深度不一致现象提出相应的解决措施。
3.1 柱面密封槽加工切削轨迹优化
由于机床动态跟随性能差,尤其是大修后的设备性能不稳定,采用成型刀加工密封槽时会在密封槽加工进刀、退刀区域发生过切现象,从而影响柱面密封性能,缩短壳体交付周期。本文提出三刀法解决上述问题,即采用跟随周边的方式从密封槽中间进刀,切削一周后先后移至密封槽两侧面进行加工,然后返回进刀点,垂直于密封槽底面进行退刀。实践证明,离开密封槽侧面进刀、退刀可避免密封槽的过切问题发生。
3.2 柱面密封槽分区域分段加工
大型壳体直径为2 000 mm,高度为600 mm~800 mm,柱面密封槽槽深公差为0.05 mm,槽宽公差为0.05 mm,壳体的微小变形将会导致密封槽尺寸发生超差。采用铣刀一次加工后必然会造成密封槽深度发生不一致现象,导致密封槽深度局部发生超差。本文仍采用试加工、粗加工和精加工方法加工密封槽,由于壳体变形量在0.5 mm以内,在粗加工阶段留1 mm余量,应用深度表规测量密封槽深度。如果密封槽深度在公差值范围内,则可以采用成型刀直接加工;否则则划分为若干程序段,对每一个程序段单独生成新的加工轨迹,确保密封槽深度合格。
4 结束语
密封槽槽深、槽宽公差小,表面加工精度高,本文规范了端面密封槽和柱面密封槽数控工艺加工方法。对于端面密封槽,改进了刀具装夹方法,减小了装夹误差,优化了加工轨迹,并制定了密封槽二次返修步骤,提高了表面加工精度;对于柱面密封槽,采用三次切削替换一次成型,防止了过切现象发生,采用分区域分段加工方法保证了密封槽槽深尺寸。
参考文献:
[1] 王晓波,魏勇.浅析摆线铣高速加工在壳体密封槽加工中的应用[J].制造技术与机床,2014(11):92-94.
[2] 张红娅,杨建新.转向器壳体密封槽加工工艺改进研究[J].机械研究与应用,2014,27 (5):99-104.
[3] 刘志刚,赵晓燕.基于成组技术的伺服阀壳体数控加工工艺研究[J].煤矿机械,2015,36(10):155-157.
