A320飞机方向舵脱胶的检查、修理及预防
2018-05-30杨国亮
杨国亮
摘要:空客A320系列飞机在定检期间经常发现方向舵脱胶损伤,尤其是越洋飞行的飞机更为明显。本文阐述了空客320系列飞机方向舵脱胶的检查方法、修理步骤及预防措施。
关键词:方向舵;脱胶;修理;预防
O引言
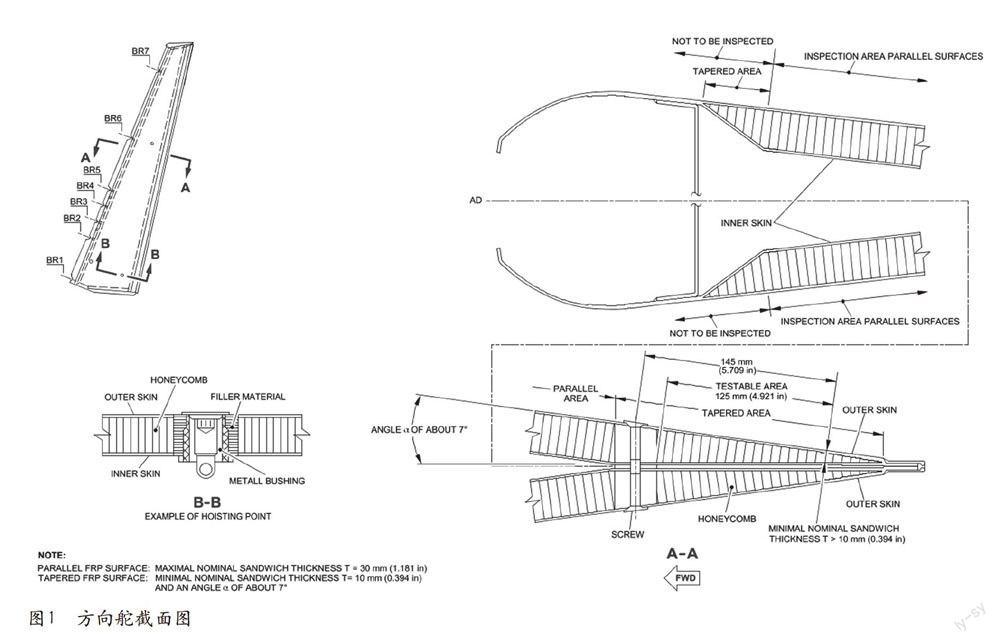
方向舵位于飞机的后方,镶嵌在垂直尾翼内,主要用于修正飞机的航向和小角度转向。它主要是由两块对称的面板通过胶结和套筒螺钉连接而成(见图1),两块面板由碳纤维/玻璃纤维蒙皮和非金属蜂窝芯组成,蜂窝区域由外到内分别为胶膜碳纤维预浸料 玻璃纤维预浸料Nomex蜂窝玻璃纤维预浸料碳纤维预浸料保护层;实心层合区域在碳纤维预浸料和玻璃纤维预浸料之间增加了多层胶膜。
在数次维修定检期间,均发现方向舵的损伤主要为碳纤维/玻璃纤维蒙皮与蜂窝之间的脱胶,其他的损伤类型很少。在开展相关工作之前,需要澄清两个比较容易混淆的概念:脱胶和离层。脱胶是指蜂窝与纤维蒙皮之间脱开,离层是指碳纤维/玻璃纤维铺层之间分离。方向舵的损伤主要是脱胶,几乎没有离层的情况发生。
1 方向舵脱胶的检查方法
部件脱胶最常见的检查方法是敲击法。敲击法不仅适用于非金属复合材料部件,还适用于金属部件,该方法不需要复杂的工具设备,仅需敲击锤,简单方便,省时省力。因为在方向舵的后缘,组成方向舵的面板由等厚逐渐变薄,即由平行区域(parallel area)变为锥度区域(taper area),因此在执行方向舵脱胶的敲击检查时,敲击方向应沿方向舵的长轴,即平行于后缘的方向进行。不同厚度的蜂窝面板,在敲击时会发出不同的声音,可能会影响对损伤的判断,所以在敲击时需要避免跨厚度敲击。同时,敲击方向的选择非常重要,该标准不仅适用于方向舵,还适用于所有厚度有变化的面板。
方向舵没有脱胶区域的敲击声音非常清脆,而脱胶区域则比较沉闷。敲击法有很多优点,但是也存在非常大的局限性,它只能对脱胶严重的区域做出有效的判断,却很难准确判断出轻微脱胶。
超声波检查可以对脱胶区域做出准确判断。根据超声波回波特点,可以清晰地确定脱胶的区域,而且超声波检查还能够确认脱胶的位置是方向舵面板的内部还是外部。因此,航空公司给出的检查方案,甚至空客给出的检查方案,一般仅用超声波检查。然而,实际工作中仅依靠敲击法和超声波检查依然存在风险。因为导致方向舵脱胶的主要因素是有水分浸入面板,在脱胶区域的周围,水分已经扩散,但是可能尚未形成完全脱胶,敲击法和超声波检查无法发现这样的损伤。但是在进行脱胶区域固化时,温度的升高会导致未完全脱胶的浸水区域脱胶,进而导致再次、更大范围的返工修理。所以,在执行完以上两种检查后,还需要进行X射线的检查。X射线的检查能够清晰地发现浸水区域,对维修范围的确定非常有必要。
综上所述,在确认方向舵脱胶的区域时,首先使用敲击法确定大体的区域,然后进行超声波检查和X射线检查,从而确定脱胶的准确区域以及浸水的区域,维修人员需要综合以上情况,制定合理的维修方案。
2 方向舵修理的步骤
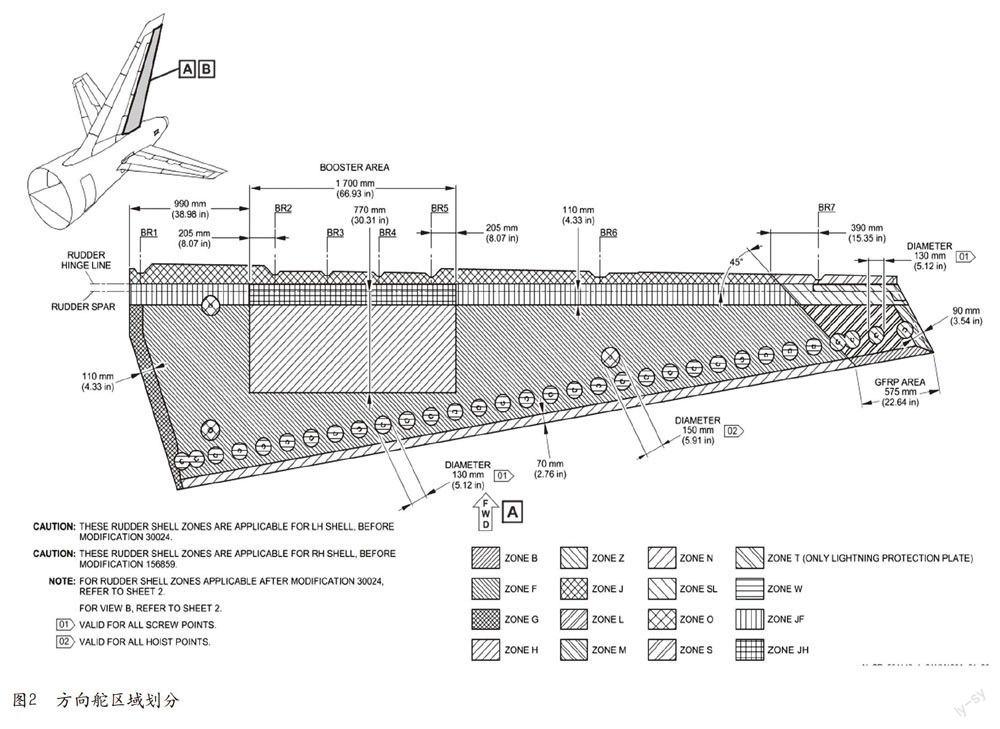
通过对维修数据的统计,发现方向舵脱胶全部发生在2块面板的第1至第28颗螺钉孔的周围(螺钉孔自下至上为1到32),即ZONE W和ZONE F区域(见图2),其他区域尚未发现脱胶的情况。
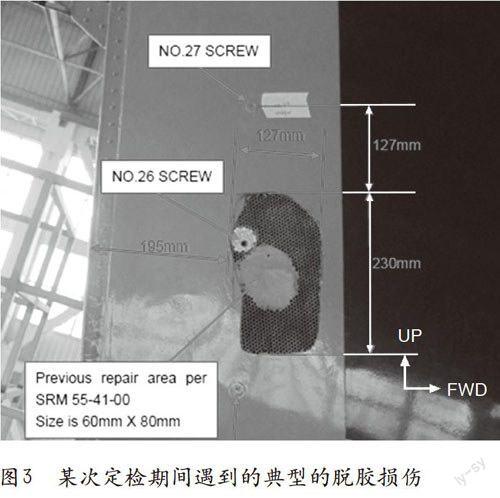
某次定检过程中遇到的脱胶损伤如图3所示,脱胶位于第26颗螺钉的周围,损伤的尺寸为127mm×230mm,损伤距离后缘195mm(该区域之前曾损伤过,但不影响此次修理),内外蒙皮与蜂窝都脱胶。因为该损伤非常具有代表性,为便于描述,以下维修方案以该损伤为例进行阐述。
結构修理手册(SRM)并没有针对该损伤的永久性修理方案,对临时修理方案的要求也非常苛刻,所以需要咨询空客公司。空客公司对此制定的维修方案考虑非常全面,因为方向舵体积较大,且所处位置很高,拆除及安装都比较困难、耗时耗力,所以空客允许对方向舵进行在位修理,避免了营运人与MRO执行者可能存在的冲突。但是在位修理的条件非常苛刻:
1)湿度必须在20%~75%之间,温度在15—30℃之间;
2)在使用、处置或施加粘结材料时,严禁接触脱模剂、蜡、油脂及硅胶;
3)在施工期间,严禁启用发动机及可能产生油脂、滑油、燃油或其他污染物的设备;
4)禁止使用受污染的工具设备;
5)在进行打磨工作时,必须使用除尘设备(吸尘器)。
为满足上述要求,建议工作者使用塑料纸搭建临时的无尘空间,使用温湿度计对维修过程进行监控和记录。
在满足上述要求的情况下可以开展修理工作,主要步骤及注意事项如下:
1)脱胶区域蜂窝及套筒螺钉的去除(在无损探伤完成脱胶区域的检测后,外侧蒙皮参考SRM51-77-11第4段提供的标准施工方法已去除)。蜂窝去除的关键在于去除程度,由于蜂窝与蒙皮之间在粘结时采用高温加压的方式,使蜂窝肋嵌入玻璃纤维层,在去除蜂窝时,可以打磨至最内侧的玻璃纤维层,以得到满足要求的平面。如果去除后蜂窝肋仍然存在,则无需继续打磨,详见图4。在拆除套筒螺钉时,需要对套筒螺钉周围的胶进行加热,使其软化,严禁使用敲打方法拆除。
2)在去除蜂窝及套筒螺钉后,如果内部纤维铺层无褪色、粘连等异常现象,需要对内表面进行水膜测试,水膜测试标准如图5所示。在水膜测试时,如果有局部很小的区域无法通过测试,可以使用细砂纸(80目)进行手工打磨,防止使用气动工具对复合材料铺层造成损伤。在完成水膜测试后,需在60℃下除水至少2小时(SRM51-77-11第4段有标准的除水程序)。
3)使用填充胶(件号为EA9394)填充对称面板的第26颗螺钉孔。
4)根据SRM51-77-11第4段,准备更换的蜂窝芯及内表面修理铺层;根据SRM51-77-11第5段,使用粘结胶(件号为EA9396)施加内表面修理铺层,出现凝胶之后,准备安装蜂窝芯。
5)准备足够的粘结胶(件号为EA9396)并添加45%(体积)的增稠剂,将两者的混合物施加在内表面及蜂窝芯周围,厚度保持在4~Smm之间。以需要安装的套筒螺钉为中心,对周围25mm范围内的蜂窝进行完全填充。在对蜂窝进行填充时,需要先将蜂窝加热到35℃(不能超过35℃),以达到理想的填充效果。
6)参考SRM51-77-11第5段,安装已准备好的蜂窝芯,并按需使用填充胶对新旧蜂窝芯之间的缝隙进行填充。在室温下,在-O.lbar的压力下固化1小时;之后加温到65℃,再保持1小时,加温速率不能超过2℃/分钟。
7)完成蜂窝固化之后,需要对表面再次进行水膜测试,随后根据SRM51-77-11第4段和第5段准备修理铺层并安装。安装铺层时,要在-O.lbar的压力下室温固化1小时;之后加温至60℃C,再保持4小时,加温速率不能超过2℃/分钟。
8)铺层安装完成后,重新安装套筒螺钉,最后对修理影响区域进行打磨喷漆。
在修理过程中,有几点需要特别注意:
1)在对蜂窝芯进行灌注填充时,必须对蜂窝芯进行加热,温度应控制在35℃之内,以便有效赶出蜂窝内部的空气,保证填充时能够使胶最大限度地侵入蜂窝。如果不对蜂窝进行加热而直接填胶,会导致胶在固化过程中不断鼓泡,无法起到对蜂窝的密封作用,更无法达到手册要求的4~5mm厚度。
2)填充胶及修理铺层必须先在室温下进行l小时的固化,然后再加热,整个过程中需监控温度,因为胶在固化期间会在短时间内放出很大热量,从而导致部件迅速升温,如果温度升高过多,必须采取降温措施。在某次的维修过程中,部件温度曾上升至180℃,如果没有温度监控,很可能造成临近区域的损伤。
3)由于方向舵在位修理的修理区域离地面比较高,需要使用梯架,而且在修理时为满足空客提出的环境要求,一般会搭建临时的密封区域,空间狭小、通风差,所以要采取恰当的劳动保护措施,如使用安全带、护目镜及防护面罩等。
3 脱胶损伤的预防
方向舵脱胶最主要的原因是由于水分的浸入。水分的浸入有三个途径:由方向舵的后缘浸入;由套筒螺钉处或其周围复合材料处浸入;由前方竖板处浸入。针对前两个浸水的主要途径,可以采取的措施是:
1)及时检查方向舵后缘的密封胶。方向舵后缘的密封胶比较厚,单面厚度大约为2.5mm,在经过长时间的飞行后,振动及自然环境频繁的交替变换易加快密封胶的老化,使其出现较多裂纹甚至脱落。因此,建议在飞机每次的C检及更高级别的检查中增加对后缘密封胶的检查。如果发现密封胶裂纹及脱落的情况,应及时更换。重新密封时,应对两块面板的搭接处做重点处理,确保所有缝隙都被完全密封。
2)及时检查32颗套筒螺钉周围漆层。方向舵在空中受到气动力的影响,32颗套筒螺钉也会受到不同程度的应力和扭矩,进而导致套筒螺釘产生微小的位移,水分易从位移处浸入。需要说明的是,安装这32颗螺钉使用的胶为EPOCAST1618XX,该胶可以同时满足空客和波音的要求,是民用飞机上安装类似的套筒螺钉及INSERT最常用的胶。此胶在加热时会软化,便于套筒螺钉及INSERT的拆除,但是该胶的最大缺点是吸水性较强。波音737CL系列飞机扰流板上安装INSERT都是使用这种胶,因为经常出现脱胶情况,波音公司为此在INSERT上面安装了封严,虽然起到一定的效果,但仍然无法从根本上解决问题。套筒螺钉产生的微小位移,并不会对方向舵整体的安全性及功能性产生影响,但是会导致其周围区域的漆层产生裂纹或脱落,这直接导致胶与空气、水分之间的屏障被打破,为水分的浸入打开了通道。所以,在定检期间,应该加强32颗螺钉周围漆层的状况检查,并检查螺钉的垫圈是否发生移动或松脱,若有则应及时打磨,重新刷漆或重新安装螺钉及垫圈。
在平常的检查维护期间,工作者如果能及时做到以上两点,就可有效防止水分的浸入,从而有效预防方向舵的脱胶。
4 结束语
方向舵一旦脱胶,需要尽快维修,否则脱胶的范围将迅速扩大。空客对方向舵许可的维修范围定义为600cm2,一旦超标就可能需要更换整个方向舵,费用高、周期长。即使脱胶在600cm2以内,检查及维修的过程最快也需要4天左右的时间,对航空公司的运营产生较大影响。因此,针对方向舵的脱胶问题关键在于预防,若营运人按照本文中提到的方法加强对方向舵的检查力度,完全可以避免脱胶。
参考文献
[1] Airbus. A320 Structure RepairManualRevision 120[2].
[2]Airbus. A320 Aircraft MaintenanceManual Revision 49[2].
