复杂变截面锻件成形工艺研究
2018-05-29代光华王宝善陕西宏远航空锻造有限责任公司
文/代光华,王宝善·陕西宏远航空锻造有限责任公司
以研究某航空发动机喷油嘴产品为例,介绍了多向锻造技术,采用多向锻造工艺,通过侧向和垂直方向联合挤压成形技术生产出来的产品完全满足要求,使复杂变截面锻件成形工艺取得了新的技术突破。
多向锻造技术是在普通锻造的基础上,利用来自不同方向的几个冲头对锻件毛坯进行挤压、穿孔,从而在一次加热和压机一次行程中完成复杂锻件,特别是对于截面变化大、外形带复杂凸台以及中空的复杂锻件的一种有效成形方法。
多向锻造结合了普通锻造与挤压的特点,其在三向压应力的作用下使材料塑性提高、变形均匀、组织致密、流线完整、易于消除缺陷、锻件力学性能和耐腐蚀性能提高。同时,利用多向锻造生产的产品形状复杂,成形精度高,具有坯料形状简单、制坯成本低、复杂零件可一次成形、工序少、火次少、节材降耗的优点,是生产高性价比的复杂产品的重要成形方法,特别是核电、航空航天领域生产难变形、复杂零件的最为关键的制造技术,如核电高压阀门、飞机起落架、套筒、火箭套管、涡轮盘及发动机喷油嘴等高附加值且成形难度较大的产品。
本文主要研究某航空发动机喷油嘴产品,该产品为航空易损件,需要定期进行更新,年需求量非常大。该产品结构复杂,截面变化大,材料为难变形的高温合金,同时该产品对组织要求非常高,承受高压部位晶粒度要求达到ASTM 6级以上,从而对成形工艺要求很高,用传统的锻造工艺很难满足要求,一方面是因为制坯难度很大,需要消耗很多材料,大批量生产成本过高;另一方面用传统制备工艺很难保证晶粒度细化的要求,已经过国内多家锻造企业研制,都未能取得满意结果。
为了获取组织更加细密,制备工艺简单,材料消耗少,性能优异的产品,本文采用多向锻造工艺,通过侧向和垂直方向联合挤压成形技术生产出来的产品完全满足要求,使复杂变截面锻件成形工艺取得了新的技术突破。
试验研究
该锻件重1.8kg, 材料为HAST X,最大截面5181.43mm2,最小截面324.29mm2,其中最大截面所在区域占锻件总重量的76%,如图1所示。
成形工艺研究
⑴由于该产品截面变化非常大,最大截面与最小截面比例将近16倍,假设选择利用现有普通锻造工艺制造,在材料规格的选择上显得非常困难。如果按照最大截面选择材料规格,则长度太短无法拔杆制坯;如果按照最小截面选择材料规格,则长度太长,制坯过程由于高径比太大而很容易失稳导致法兰部位无法正常镦粗成形。

图1 某航空发动机锻件模型图
为了同时兼顾上述两种情况,最后选择材料规格为φ40mm×225mm,重量2.3kg,材料利用率约78%,主要体现在杆部毛边过大,材料利用率低。同时,由于法兰部位重量占比较大,在成形过程中需要占用的材料长度更长,约130mm,使该部位高径比达到2.8,聚料时很容易失稳而使成形发生扭曲,反映在低倍组织上,表现为流线紊乱,不能满足要求,如图2所示。

图2 普通锻造生产的低倍组织
⑵采用多向锻造进行研制,选择材料规格为φ33mm×250mm,重量1.9kg,材料利用率约95%,首先通过水平冲头向前挤压进行聚料制坯,合理分配法兰与杆部的重量比例。在聚料的过程中,由于是在垂直合模的情况下移动水平冲头聚料,所以尽管选择的材料规格比普通锻造小,但在水平冲头运行过程中由于垂直夹紧力的作用,棒材始终保持平稳向前运行直至聚料完成,没有发生偏斜或歪倒等失稳现象,其聚料模拟及垂直模锻过程如图3所示,聚料后的坯料如图4所示,最终锻件如图5所示。
沿A-A方向解剖后低倍组织如图6所示。由此可见,采用多向锻造生产的产品组织致密、流线完整,能够沿产品外形均匀分布。
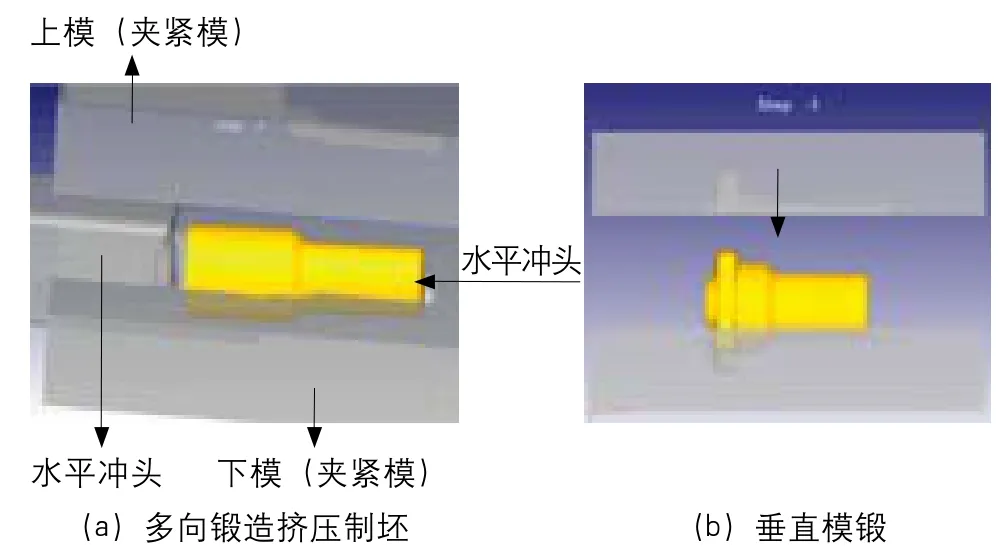
图3 多向锻造聚料制坯过程模拟

图4 采用多向锻造生产的坯料
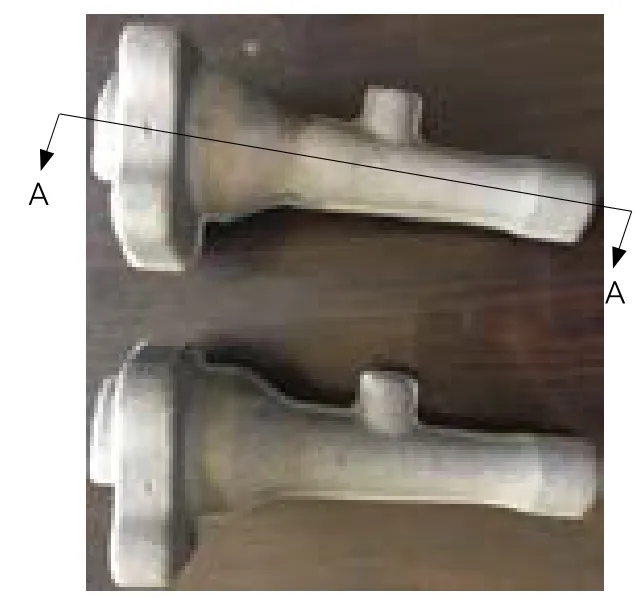
图5 采用多向锻造生产的锻件

图6 多向锻造生产的低倍组织(流线基本沿外形分布)
组织性能研究
在研究成形工艺的过程中,也对普通锻造生产的产品和多向锻造生产的产品组织性能进行了对比分析,并与国外已稳定批产该产品的样件组织性能也进行了对比。
在普通锻造生产中主要采用传统制坯工艺,将φ40mm×225mm棒料进行垂直镦粗后,然后再进行垂直模锻;而在多向锻造中,首先将φ33mm×250mm棒料在水平方向进行挤压聚料制坯,然后再进行垂直模锻。将上述两种方法生产出来的产品以及国外样件按照图7所示位置进行取样检测分析高倍(100×)组织和性能。
检测结果如表1、表2所示。
对比分析发现,采用多向锻造生产该产品,组织更加均匀,晶粒更加细小,与国外已稳定批产该产品质量水平相当,甚至有所超越,达到国际水平。同时,采用多向锻造生产该产品,在不降低塑性的同时,强度有所提高,特别是屈服强度提升效果明显,极大提升了该产品的使用安全。

表1 某航空发动机锻件机械性能对照表

表2 某航空发动机锻件高倍组织对照表(100×)
结论
⑴多向锻造工艺充分借助垂直方向夹紧力作用,采用水平方向冲头挤压成形方式解决了普通模锻对于高径比大的镦粗类产品成形过程易失稳的难题,且流线更加完整,基本能够沿产品外形均匀分布。
⑵采用多向锻造生产的产品,组织更加均匀,晶粒更加细小,达到国际水平。同时,该产品综合性能更加优异,极大提升产品的使用安全性。
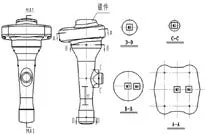
图7 取样位置图
