GE气化炉长周期运行经验探讨
2018-05-24倪龙宇
倪龙宇
(实联化工〔江苏〕有限公司,江苏淮安 223001)
GE气化工艺自20世纪80年代末引入中国市场后,经过国内几十年的发展,气化炉的运行周期不断被刷新。GE技术相对其他气化技术而言,展现出了极强的稳定性,这也给GE的用户带来了巨大福利,高昂的工厂投资需要长周期稳定的运行才能带来持续的利益和回报[1-2]。
实联化工(江苏)有限公司年产1 000 kt纯碱项目采用GE气化技术,年产450 kt合成氨作为中游产品。该气化装置设计压力6.5 MPa,气化炉规格Ф 3 200 m×19 400 m,采用2开1备模式,单炉处理煤量1 000 t/d,最大可达到1 350 t/d。气化炉自2013年12月4日一次性投料成功后,至今已经运行4年有余。通过对国内各厂家多年经验的吸收,结合本装置的实际情况,现对该气化装置长周期运行的经验做一些总结和探讨。
1 气化装置运行现状
实联化工煤气化装置自2013年底开车以来,由生产不稳定期开始逐步成长,气化炉运行周期越来越长,由最初单炉30~50 d的运行周期,已经逐步提升到单炉连续运行140 d以上(中间需更换烧嘴1次)甚至更长的时间。气化炉的开、停车完全做到了计划性,除跳电等不可抗力因素外,整年内几乎没有非计划性停车。
2 GE气化炉长周期运行探讨
作为一个贫油富煤的国家,煤化工市场有着广阔的前景和优势,但不论哪种气化技术都有其优劣,GE也有着较多制约其长周期的瓶颈。
2.1 气化炉工艺烧嘴寿命短
GE气化工艺作为水煤浆加压气化的鼻祖,烧嘴寿命短的问题一直是其硬伤。在中国市场发展的几十年间,已通过各种手段不断提升工艺烧嘴的寿命。但不能回避的是,煤质、灰分、气化负荷、气化压力等级不同的工作环境,工艺烧嘴寿命大不相同。目前,控制工艺烧嘴使用70~75 d后需更换烧嘴重新投料。通过对下线烧嘴的观察和对比,随着当前维修技术和材质的提高,烧嘴一般损伤并不严重,完全具备继续使用的条件,对比多年前使用后烧嘴头部的状态,完全是天壤之别。
通过对同行厂家的了解,工艺烧嘴使用寿命一般都控制在60~80 d之内;但并不是说不能继续使用,而是觉得风险有所上升,故各厂家都选择使用一定时间后更换烧嘴。如果随着维修工艺的进一步提升,工艺烧嘴寿命能再提升一个等级的话,GE气化技术将有更佳的长周期表现[3]。
2.2 锁斗系统阀门寿命短、易发生故障
锁斗系统是GE气化技术中不可或缺的重要系统,担负着气化炉排渣的重任。锁斗系统接触的介质为水渣混合物,在正常工作环境下压力、温度会骤升骤降,压力释放时还会对阀门处产生闪蒸冲刷,这样就会对阀门要求比较高,也造成了阀门损坏率极高。如果在气化炉运行状态下,锁斗系统阀门损坏长时间无法修复,会造成气化炉无法排渣而被迫停车。
锁斗系统中,最易发生故障的有三处阀门,分别是锁斗泄压阀、锁斗充压阀、锁斗排渣阀[4-5]。每处阀门受损工况不同,需要区别对待,有针对性的解决。通过生产实践运行,各厂家同行之间的交流,对锁斗系统阀门做了一定改造,满足了长周期运行的要求。
2.2.1 锁斗泄压阀
由于泄压时产生闪蒸冲刷,正常生产时又存在单面承压6.5 MPa的客观情况,故锁斗泄压阀易卡易漏,且随着阀门使用次数增多会出现填料泄漏的问题。不论出现阀门填料泄漏,还是出现阀门无法打开或关闭,都会造成气化炉无法正常收渣、排渣,严重时只能被迫停车。
为此,联系阀门维修厂家对阀门气缸和填料做了改进,目前做到了阀门1次可使用1年以上;同时,采用了陶瓷阀进行试用,目前仍在测试中。除此之外,工艺与仪控部门沟通,确定了阀门的维护保养时间,到达保养周期必须拆下送修。生产中还出现过泄压阀无法打开,造成泄压动作无法完成,虽然空有备用阀门但无法更换的尴尬局面。后又增设了1条手工泄压管线应急使用,从而杜绝此阀门损坏而造成的一系列困扰。
2.2.2 锁斗充压阀
由于一边与8.6 MPa高压灰水泵相连,另一边与锁斗系统相连,始终存在较高的压差,生产时全靠锁斗充压阀进行切断。随着阀门使用时间的增加,阀门出现内漏现象越来越重,造成运行时向系统内漏压力,锁斗泄压困难;停车后,由于与高压灰水总管相连接,出现无法检修的尴尬局面,同时也无形中增大了高压灰水泵的负荷。对此,在锁斗充压阀之前增设了1台手动截止阀,既能保证在锁斗充压阀故障时可有效切断,争取抢修阀门时间,又可通过阀门限流来延长锁斗充压阀的使用寿命。
2.2.3 锁斗排渣阀
由于高频次的排渣会造成阀门球面磨损以及正常生产时锁斗排渣阀需要承受6.5 MPa的单面受压,所以锁斗排渣阀易发生内漏情况。若在正常生产中其内漏增大,在线更换对时间和施工要求极高,气化炉挽救概率很低。为此,制定了定期返修的制度,需定期进行返修,维修时要求厂家采用热喷涂技术。
2.3 高压闪蒸罐易磨通
GE工艺的高压闪蒸罐将气化系统6.5 MPa的压力通过角阀骤降至0.9 MPa,产生了大量的闪蒸气体,浓缩了黑水,释放了热量。在此过程中,角阀是降压的关键,故整个过程对角阀、闪蒸缓冲罐以及角阀周边的管道都会产生巨大的冲刷。使用一段时间后,高闪缓冲罐的底板、侧板或者角阀周边的管道就会被击穿,无法继续运行,气化炉被迫退气切水,降至常压,以便于修复缓冲罐。这段检修期时间相对较长,造成了较大的经济损失。
通过对高闪缓冲罐的反复研究,根据现场实际的空间,尽可能做大缓冲罐的体积,然后采用磨煤机的钢棒进行堆焊缓冲罐底板的方式进行防冲刷。针对缓冲罐侧板冲刷的原因,认为是由于角阀阀座磨损偏喷所致。即对角阀的阀座及减压后的流道改用碳化钨材质,保障了角阀1年的使用寿命。通过这些改造后,在工艺操作上要求班组每4 h对A/B缓冲罐做1次切换。多管齐下后,基本保证了缓冲罐在每次气化炉长达140 d左右的运行周期中能坚持下来。
使用时间久后,虽然堆焊钢棒的方式最便宜,但其缺点也逐渐暴露出来。比如,堆焊的钢棒容易脱落进入高闪缓冲罐而堵塞排水管线;钢棒的耐久度不够理想,仍有破损的概率。目前,正着手改造新材质的缓冲罐,根据同类使用厂家的反馈,应该能达到预期的效果。
2.4 闪蒸罐排水改由锥底排出
实联化工设计时采用的是GE工艺的四级闪蒸系统,但设计时各级闪蒸罐的排水管均由腰部排出,长时间运行中带来了不小的烦恼。每次停车后,打开闪蒸罐发现里面淤渣较多,清理工作极其繁重,且工作环境恶劣。尤其是这种情况在闪蒸罐内会越聚集越多,基本在60 d左右闪蒸罐就会被装满,严重影响装置长周期稳定运行。
利用每个闪蒸罐锥底部原有的排污管进行了改造:各个闪蒸罐的排水管线被改为锥底排水,腰部管线作为锥底堵塞时的备用管线,仅仅增加了2个手动阀门,彻底解决了各闪蒸罐的排水问题。现在每次检修,打开闪蒸罐底部都很干净,没有淤渣,减少了大量的体力工作。同时,由于闪蒸罐始终保持通畅的状态,再长的运行周期对闪蒸罐来说都毫无压力,一举多得。
2.5 烧嘴冷却水泵单台在线时风险过高
烧嘴冷却泵设计时1开1备,理论上可以达到工艺要求;但由于烧嘴冷却水泵担负的责任巨大,烧嘴冷却水系统一旦出现问题,对于整个公司而言都是灾难性的。电机轴承、泵轴承、泵机封等损耗件不定期就会出现损坏,一旦需要拆修就出现了单泵在线的尴尬局面,生产风险成倍上升。
经过认真评估,利用大修机会增设了第3台烧嘴冷却水泵。在1台水泵检修期间,仍然会有1开1备的局面,将风险降至最低;而且,第3台烧嘴冷却水泵也并入了自启动系统,在正常生产中做到了双保险。
2.6 捞渣机故障率高
捞渣机是GE气化工艺中很重要的设备,接触介质为渣水,所处环境恶劣。生产中,如果捞渣机损坏不能在短时间内修复,气化炉只有停车。
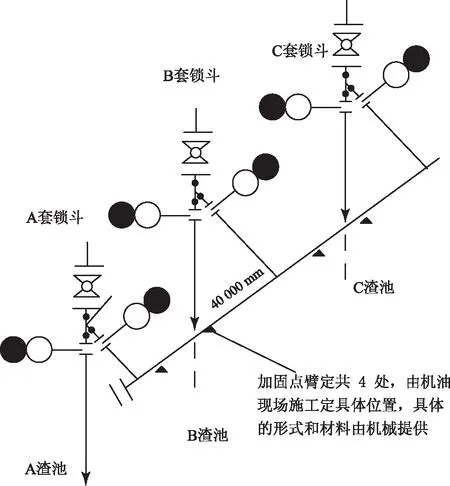
图1 改造后捞渣机工艺流程
在实联化工气化装置运行这几年中,由于捞渣机掉链、刮板损坏、减速机损坏等原因,多次影响正常生产。为彻底改变这种局面,对3台气化炉的排渣管线进行了改造,让3台捞渣机互为备用(图1)。在运行炉的捞渣机发生故障时,备用炉的捞渣机随时可以并入系统,损坏的捞渣机下线后有充裕的时间进行维修。如此一来,气化系统长周期运行时捞渣机的制约瓶颈已经消除。通过依靠新增的互备管线,2年来挽救了气化装置多次的危机。
2.7 灰水水质的影响
气化装置长周期运行的根本在于水系统,水质的好坏直接决定了装置正常运行。在灰水水质指标上悬浮物、浊度、碱度、硬度等都有着重要意义,工艺技术人员要对这些数据的变化敏感,积极找到影响的原因,尽快解决恢复到正常指标。
水质差的原因各种各样,但归结为一点,是气化装置自身的水处理系统出了问题,絮凝剂、分散剂、沉降槽、耙料机、细渣过滤机、闪蒸系统都是查找重点。尤其当煤质发生变化后,水质变化有一个较长的置换过程,要及时针对当前煤种做絮凝剂配型试验,选择适合的絮凝剂品种,必要时可加入混凝剂。
2.8 煤种的影响
众所周知,煤种是GE气化炉能力表现的最关键因素。如果能稳定煤种,甚至能固定矿口当然是最理想的操作环境。但实际上,自实联化工气化炉装置开始运行以来,一直选用的是多家贸易商的供煤,最频繁曾1周更换过3~4个煤种,给工艺操作带来了极大的不便。由于更换煤种过于频繁,甚至经常没拿到煤种分析报告,还不知道新煤种的各项指标,此批煤就已经用完了,这也给工艺操作带来了新的课题,针对这种实际情况,对各项关键指标,比如合成气组分、渣口压差、灰水悬浮物、浊度等都要严格把关,尽量将各指标控制在正常值。
3 结语
几年下来,对气化装置的改造大大小小进行了200余项,一项一项改造,一项一项突破,解决了很多实际的困难。在进行各类改造的同时,也加强了自身工艺和设备管理,尤其对设备的各类维护做了细致的时间要求和项目要求。另外,对业内厂家的先进经验、各类新兴的技术和先进的材质都虚心接受,进行学习比较。通过各类手段多管齐下,发现问题及时解决,必然使气化装置进入一个良性循环状态。
参考文献
[1] 隋光彬.GE水煤浆气化装置在齐鲁长周期运行的实践[J].化学工业,2013,31(10):29- 33.
[2] 国蓉,程光旭,王毅,等.Texaco煤气化装置长周期运行影响因素分析[J].现代化工,2004,24(1):49- 52.
[3] 王图钦.GE气化炉锁斗泄压管线震动解决方案[J].煤炭加工与综合利用,2014(10):58- 59.
[4] 崔嵬,吕传磊,徐厚斌.德士古水煤浆加压气化技术的应用及创新[J].化肥工业,2000,27(6):7- 8.
[5] 吕运江,潘荣,吕传磊,等.德士古煤气化工艺运行方式总结[J].化肥工业,2008,35(1):42- 45.
